TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025145007
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024044969
出願日
2024-03-21
発明の名称
複合シート材の連結方法
出願人
アキレス株式会社
代理人
個人
,
個人
主分類
B29C
65/42 20060101AFI20250926BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】必要な強度を確保して連結部が厚くなることもない複合シート材の連結方法を提供することを目的とする。
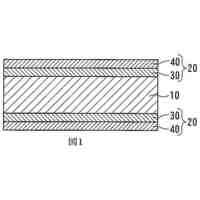
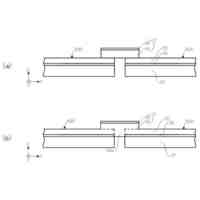
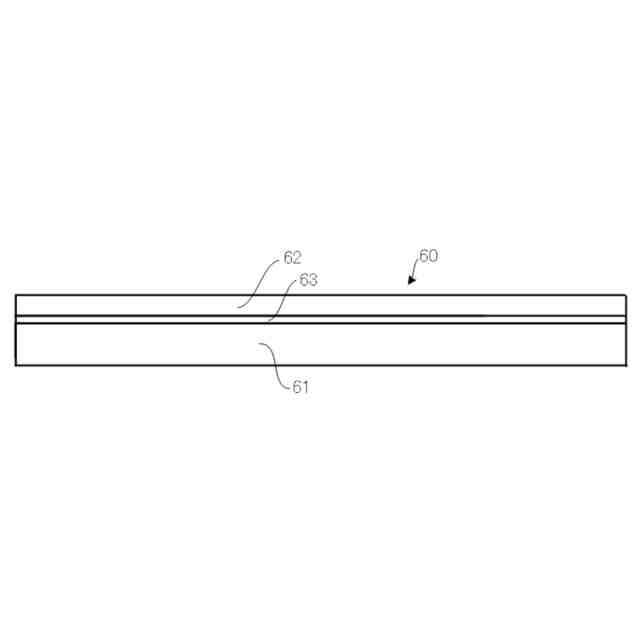
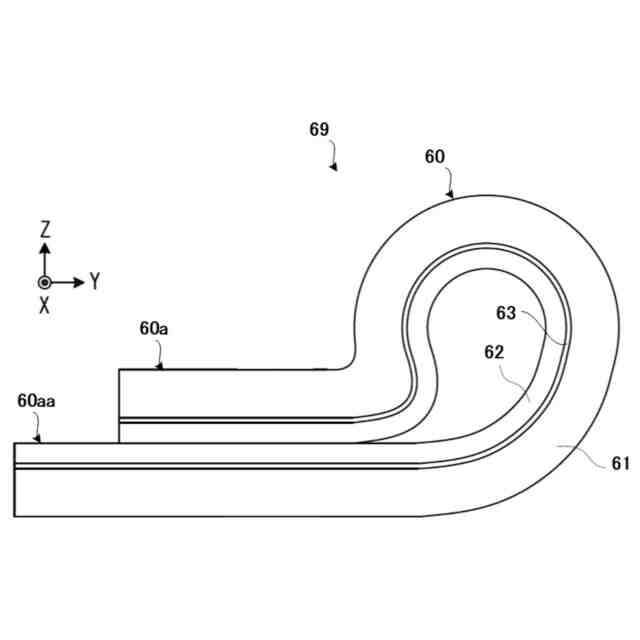
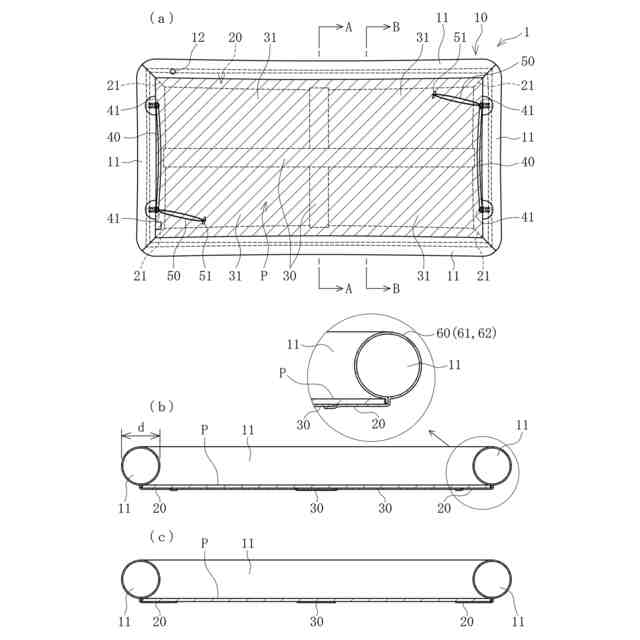
【解決手段】加熱溶着可能な熱溶着層62と熱溶着層62に積層され製品として必要な機能を有する機能層61とを含む複合シート材60同士を連結するに際し、複合シート材60の端部同士を突き合わせる。次に、熱溶着層62の端部を跨いで熱溶着層64で形成された補助熱溶着シート71を被せる。複合シート材60と補助熱溶着シート71とを加熱することにより、熱溶着層62と補助熱溶着シート71とを溶着し、突き合わせた端部間も補助熱溶着シート71で溶着する。
【選択図】図4
特許請求の範囲
【請求項1】
加熱溶着可能な熱溶着層と前記熱溶着層に積層され製品として必要な機能を有する機能層とを含む複合シート材同士を連結するに際し、
前記複合シート材の端部同士を突き合わせ、
前記熱溶着層の端部を跨いで表面が熱溶着剤で形成された補助熱溶着シートを被せ、
前記複合シート材と前記補助熱溶着シートとの少なくとも接合部分を加熱することにより、前記熱溶着層と前記補助熱溶着シートの熱溶着剤とを溶着し、突き合わせた端部間も溶着する、
複合シート材の連結方法。
続きを表示(約 290 文字)
【請求項2】
前記複合シート材は、熱可塑性ポリウレタン層とゴム層との積層体から構成され、
前記補助熱溶着シートは、少なくとも一面が熱可塑性ポリウレタン層から構成されている、
請求項1に記載の複合シート材の連結方法。
【請求項3】
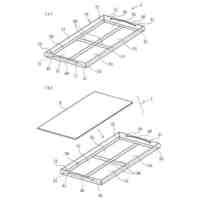
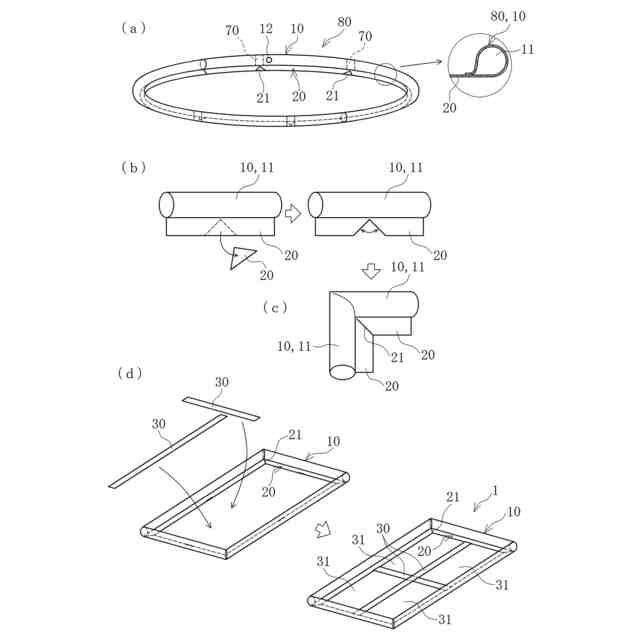
前記複合シート材の長手方向の端部同士を突き合わせて前記補助熱溶着シートを当てて熱溶着することにより環状に連結し、続いて、環状の前記複合シート材を幅方向に折曲げて、前記複合シート材同士を重ねて拝み接合することにより環状且つ円筒状に連結する、
ことを特徴とする請求項1または2に記載の複合シート材の連結方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複合シート材の連結方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
シート材の連結を必要とする場合の一つに包装容器の製造がある。例えば、特許文献1には、ベースフィルム層とシーラント層とを積層した積層シート材を用い、ベースフィルム層同士を重ねて合掌状に接合し、包装容器を製造する方法が開示されている。特許文献1には、合掌状の接合部を、積層フィルム側へ折返すことにより、接合強度を高め、気密性を高めることも開示されている。
【0003】
また、特許文献2には、2つのシート材の端部同士を重ね合わせ、重ね合わせ領域にフィルムシートを覆い被せるようして熱溶着により連結する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2002-96391号公報
特開2005-14508号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
包装容器製造用の連結方法としては、接合部を合掌状とする拝み溶着が主流である。しかし、特許文献1に開示されている拝み溶着は、引っ張り強度が低いという問題がある。また、連結部が厚くなるという問題がある。
【0006】
また、特許文献2に開示されているシート材を重ねてフィルムシートで覆う方法では、連結部が厚くなるという問題が生じる。特に、ゴム引きのシート材などでは、シート材自体が厚いため、連結部が厚くなる。さらに、ゴム材のように溶着できないシート材も存在する。
【0007】
本発明は、かかる課題に鑑みてなされたものであり、必要な強度を確保して連結部が厚くなることもない複合シート材の連結方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため本発明の複合シート材の連結方法は、
加熱溶着可能な熱溶着層と前記熱溶着層に積層され製品として必要な機能を有する機能層とを含む複合シート材同士を連結するに際し、
前記複合シート材の端部同士を突き合わせ、
前記熱溶着層の端部を跨いで表面が熱溶着剤で形成された補助熱溶着シートを被せ、
前記複合シート材と前記補助熱溶着シートとの少なくとも接合部分を加熱することにより、前記熱溶着層と前記補助熱溶着シートの熱溶着剤とを溶着し、突き合わせた端部間も溶着する。
【0009】
前記複合シート材は、熱可塑性ポリウレタン層とゴム層との積層体から構成され、
前記補助熱溶着シートは、少なくとも一面が熱可塑性ポリウレタン層から構成されている、ことが望ましい。
【0010】
前記複合シート材の長手方向の端部同士を突き合わせて前記補助熱溶着シートを当てて熱溶着することにより環状に連結し、続いて、環状の前記複合シート材を幅方向に折曲げて、前記複合シート材同士を重ねて拝み接合することにより環状且つ円筒状に連結してもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
アキレス株式会社
壁紙
4日前
アキレス株式会社
履物
27日前
アキレス株式会社
断熱材
1か月前
アキレス株式会社
生分解性樹脂フィルム
25日前
アキレス株式会社
複合シート材の連結方法
3日前
アキレス株式会社
泥濘地歩行用板材の補助気柱枠およびその製造方法
11日前
アキレス株式会社
発泡シート集合体梱包方法および発泡シート集合体梱包物
17日前
個人
気泡緩衝材減容装置
12日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
9か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
6か月前
個人
射出ミキシングノズル
12か月前
日機装株式会社
加圧システム
5か月前
株式会社FTS
ロッド
8か月前
個人
樹脂可塑化方法及び装置
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
株式会社カワタ
計量混合装置
4か月前
株式会社漆原
シートの成形方法
4か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
NOK株式会社
樹脂ゴム複合体
1か月前
トヨタ自動車株式会社
射出装置
7か月前
株式会社シロハチ
真空チャンバ
11か月前
株式会社FTS
成形装置
9か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社リコー
画像形成システム
10か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
8か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ