TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025147668
公報種別
公開特許公報(A)
公開日
2025-10-07
出願番号
2024048027
出願日
2024-03-25
発明の名称
モールドパウダーの製造方法
出願人
日鉄建材株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
11/108 20060101AFI20250930BHJP(鋳造;粉末冶金)
要約
【課題】浮遊選鉱によって選鉱された鉱物を原料として使用するモールドパウダーの製造において、スラリーの粘度を低減させること。
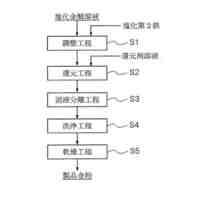
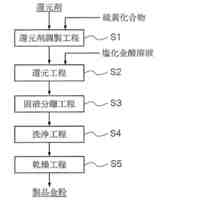
【解決手段】浮遊選鉱によって選鉱された鉱物を160℃以上で加熱する第1の工程と、第1の工程で加熱された鉱物を他の原料及び分散媒と混合してスラリーを得る第2の工程と、スラリーを噴霧造粒してモールドパウダーを得る第3の工程と、を備える、モールドパウダーの製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
浮遊選鉱によって選鉱された鉱物を160℃以上で加熱する第1の工程と、
前記第1の工程で加熱された前記鉱物を他の原料及び分散媒と混合してスラリーを得る第2の工程と、
前記スラリーを噴霧造粒してモールドパウダーを得る第3の工程と、
を備える、モールドパウダーの製造方法。
続きを表示(約 100 文字)
【請求項2】
前記鉱物が蛍石である、請求項1に記載の製造方法。
【請求項3】
前記第1の工程において前記鉱物を180℃以上で加熱する、請求項1又は2に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、モールドパウダーの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
鋼の連続鋳造に用いられるモールドパウダーの原料として、様々な鉱物が使用されている。鉱山で採掘された鉱物は、不純物を多く含んでいる。したがって、モールドパウダーの原料として使用するために、鉱山で採掘した鉱物の中から純度の高い鉱物を選鉱する必要がある。
【0003】
鉱物を選鉱する方法として、手選鉱や浮遊選鉱という方法がある。特許文献1に記載されているように、手選鉱は、鉱物を目視で選鉱する方法である。一方、浮遊選鉱は、液体中で浮遊する鉱物と沈殿する鉱物を分離する方法である。浮遊選鉱は手選鉱に比べて効率の良い選鉱であり、浮遊選鉱された鉱物は手選鉱された鉱物よりも安価であるため、モールドパウダーの製造コストを抑制できる点では浮遊選鉱された鉱物が有利である。
【先行技術文献】
【特許文献】
【0004】
特開2018-030146号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
中空顆粒状のモールドパウダーは、原料と水などの分散媒とを混ぜて得られるスラリーを噴霧造粒することにより製造される。このとき、浮遊選鉱によって選鉱された鉱物を原料として使用すると、特許文献1に記載されているように、原料が均一に分散したスラリーを作製することが困難である。特に、本発明者らの検討によれば、浮遊選鉱によって選鉱された鉱物を使用すると、スラリーの粘度が上昇してしまい、適切に噴霧できないという問題が生じる。
【0006】
本発明は、このような実情に鑑みてなされたものであり、浮遊選鉱によって選鉱された鉱物を原料として使用するモールドパウダーの製造において、スラリーの粘度を低減させることを目的とする。
【課題を解決するための手段】
【0007】
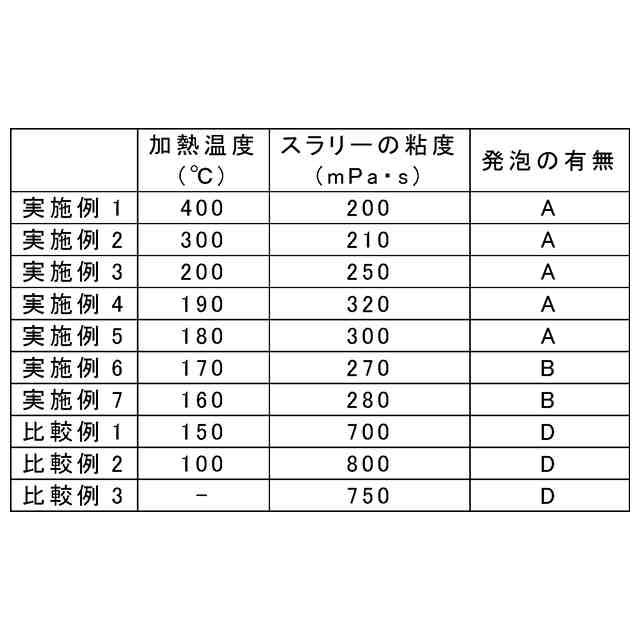
本発明者らは、浮遊選鉱によって選鉱された鉱物を使用するモールドパウダーの製造において、浮遊選鉱によって選鉱された鉱物をそのまま使用するとスラリーの粘度が上昇してしまうのに対し、浮遊選鉱によって選鉱された鉱物を160℃以上で加熱した上で使用することで、スラリーの粘度を低減させられることを見出した。加熱を行うことで、鉱物の表面に付着した捕収剤を減少させることができ、その結果、鉱物が分散媒中で均一に分散することで、スラリーの粘度を低減させることができた、と本発明者らは推察している。
【0008】
本発明は以下の側面を含む。
[1] 浮遊選鉱によって選鉱された鉱物を160℃以上で加熱する第1の工程と、前記第1の工程で加熱された鉱物を他の原料及び分散媒と混合してスラリーを得る第2の工程と、スラリーを噴霧造粒してモールドパウダーを得る第3の工程と、を備える、モールドパウダーの製造方法。
[2] 鉱物が蛍石である、[1]に記載の製造方法。
[3] 第1の工程において鉱物を180℃以上で加熱する、[1]又は[2]に記載の製造方法。
【発明の効果】
【0009】
本発明によれば、浮遊選鉱によって選鉱された鉱物を原料として使用するモールドパウダーの製造において、スラリーの粘度を低減させることができる。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について詳細に説明する。ただし、本発明は以下の実施形態に限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
1か月前
友鉄工業株式会社
錫プレート成形方法
28日前
トヨタ自動車株式会社
押湯入子
2か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
日本製鉄株式会社
モールドパウダー
6日前
山石金属株式会社
ガスアトマイズ装置
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
山石金属株式会社
アルミニウム含有粒子
5日前
旭有機材株式会社
鋳型の製造方法
2か月前
トヨタ自動車株式会社
鋳物砂の再生方法
3か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
山石金属株式会社
アルミニウム含有粒子
5日前
トヨタ自動車株式会社
ケースの製造方法
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
1か月前
JFEミネラル株式会社
Ni合金粉
5日前
福田金属箔粉工業株式会社
Cu系粉末
4か月前
株式会社豊田中央研究所
積層造形装置
4か月前
住友金属鉱山株式会社
金粉の製造方法
26日前
ポーライト株式会社
焼結部品の製造方法
3か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
3か月前
artience株式会社
接合用ペースト、及び接合体
3か月前
大陽日酸株式会社
金属積層造形方法
16日前
artience株式会社
接合用ペースト、及び接合体
3か月前
artience株式会社
接合用ペースト、及び接合体
3か月前
山石金属株式会社
アルミニウム含有粒子の製造方法
5日前
住友金属鉱山株式会社
金粉及びその製造方法
1か月前
個人
鋼の連続鋳造におけるタンディシュ内溶鋼の加熱装置
12日前
寧波力勁科技有限公司
鋳造装置の圧力射出システム
2か月前
株式会社プロテリアル
金属付加製造物およびその製造方法
2か月前
日本製鉄株式会社
鋼の連続鋳造方法
12日前
花王株式会社
消臭剤組成物
3か月前
日本製鉄株式会社
鋼の連続鋳造方法
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ