TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025149171
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024049648
出願日
2024-03-26
発明の名称
片側スポット溶接方法及び制御装置
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
11/24 20060101AFI20251001BHJP(工作機械;他に分類されない金属加工)
要約
【課題】片側スポット溶接を施すにあたり、板隙が異なる複数の接合予定部を接合可能な加圧通電パターンを提供する。
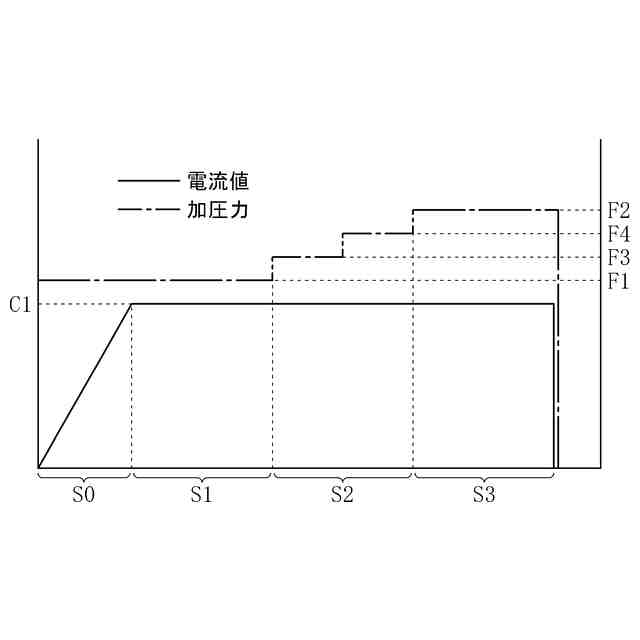
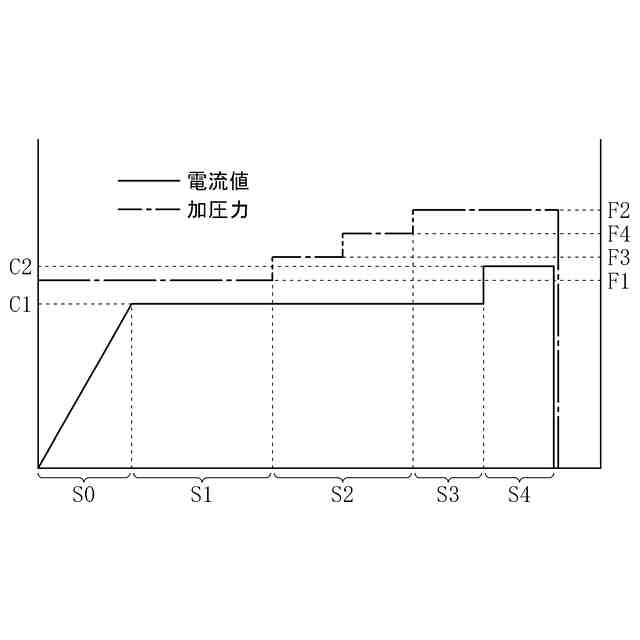
【解決手段】上板1と下板2の重合部3を第1の加圧力F1で加圧しながら通電する第1のステップS1と、重合部3に対する加圧力を第1の加圧力F1から第2の加圧力F2まで上昇させながら通電する第2のステップS2と、重合部3を第2の加圧力F2で加圧しながら通電する第3のステップS3とを連続的に行う。第1のステップS1、第2のステップS2、及び第3のステップS3における電流値を一定の値C1とする。
【選択図】図2
特許請求の範囲
【請求項1】
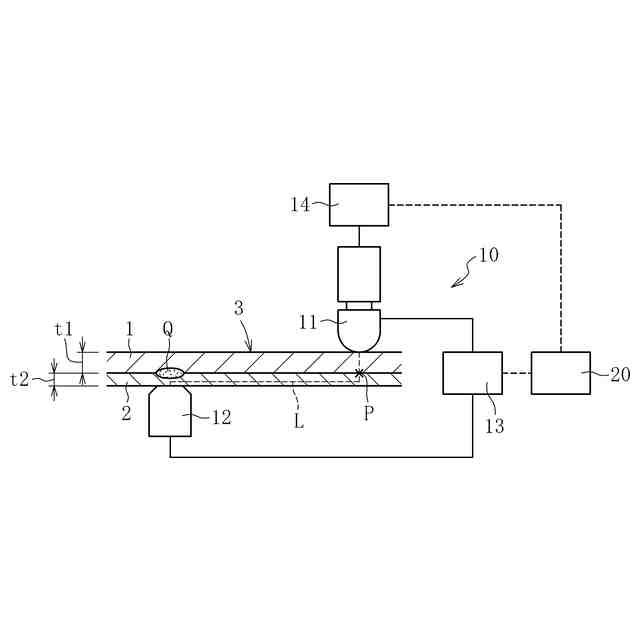
複数の金属板の重合部を厚さ方向一方側から電極で押圧すると共に、前記重合部を厚さ方向他方側からは支持しない状態で、前記重合部に通電して溶接を行う片側スポット溶接方法において、
前記重合部を第1の加圧力で加圧しながら通電する第1のステップと、前記重合部に対する加圧力を前記第1の加圧力から第2の加圧力まで上昇させながら通電する第2のステップと、前記重合部を前記第2の加圧力で加圧しながら通電する第3のステップとを連続的に有し、
前記第1のステップ、前記第2のステップ、及び前記第3のステップにおける電流値を一定とする片側スポット溶接方法。
続きを表示(約 370 文字)
【請求項2】
前記第2のステップにおいて、加圧力を少なくとも2段階以上で段階的に上昇させる請求項1に記載の片側スポット溶接方法。
【請求項3】
複数の金属板の重合部を厚さ方向一方側から電極で押圧すると共に、前記重合部を厚さ方向他方側からは支持しない状態で、前記重合部に通電して溶接を行う片側スポット溶接装置の加圧力及び電流値を制御する制御装置において、
前記重合部を第1の加圧力で加圧しながら通電する第1のステップと、前記重合部に対する加圧力を前記第1の加圧力から第2の加圧力まで上昇させながら通電する第2のステップと、前記重合部を前記第2の加圧力で加圧しながら通電する第3のステップとを連続的に行い、
前記第1のステップ、前記第2のステップ、及び前記第3のステップにおける電流値を一定とする制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、片側スポット溶接方法及び制御装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
スポット溶接方法としては、複数の金属板の重合部を一対の電極を挟み込んで通電するダイレクトスポット溶接が多く用いられる。しかし、部品の形状によっては、接合予定部を一対の電極で挟み込むことができず、ダイレクトスポット溶接を適用できないことがある。この場合、接合予定部に厚さ方向一方側のみから電極を押し当て、接合予定部を厚さ方向他方側からは支持しない状態で溶接する「片側スポット溶接」が適用されることがある。
【0003】
スポット溶接を施す前の打点(接合予定部)には、金属板間に僅かな隙間(板隙)が生じている場合がある。ダイレクトスポット溶接では、接合予定部に板隙がある場合でも、一対の電極で挟み込むことで金属板同士を確実に接触させることができるため、板隙の有無が溶接品質に影響を与えることはほとんど無い。
【0004】
一方、片側スポット溶接では、電極で接合予定部を厚さ方向一方側のみから加圧するため、板組みが変形しやすい。そのため、片側スポット溶接における電極による加圧力は、ダイレクトスポット溶接における加圧力よりも小さくせざるを得ない。このように、片側スポット溶接では、電極による加圧力が小さいため、接合予定部に板隙が生じていると、電極の加圧力で板隙を詰めきれず、金属板同士を十分に接触させることができないことがある。そのため、片側スポット溶接では、板隙の有無や大きさが溶接品質に影響しやすい。
【0005】
例えば、下記の特許文献1に示された片側スポット溶接方法では、図8に示すように、加圧力F1で加圧しながら通電するステップS1’と、加圧力をF1’からF2’まで上昇させるステップS2’(中間ステップ)と、加圧力F2’で加圧しながら通電するステップS3’とを有する。上記のような加圧通電パターンで片側スポット溶接を施すことで、板隙の有無に関わらず良好なナゲットを形成することができる、とされている。尚、図8中の符号は、特許文献1とは異ならせている。
【先行技術文献】
【特許文献】
【0006】
特開2023-139742号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明者らの検証により、上記特許文献1の片側スポット溶接方法では、板隙が比較的小さい接合予定部を溶接する際に接合不良が生じやすいことが明かになった。
【0008】
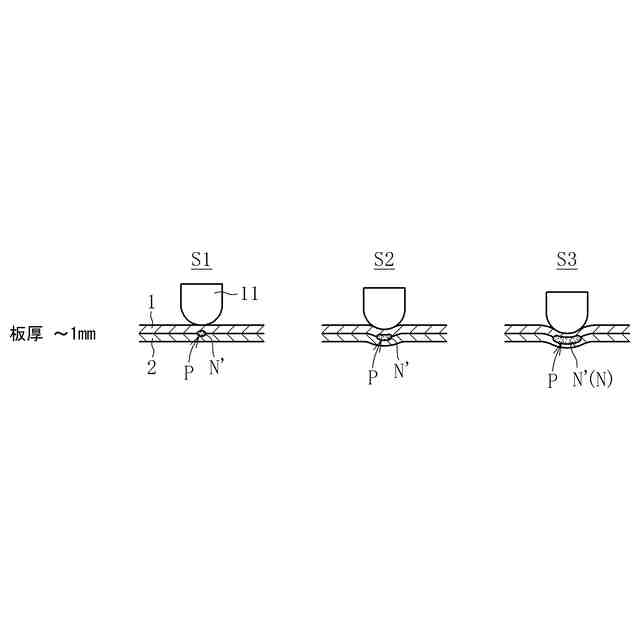
例えば、図8に示す加圧通電パターンで、板隙がほとんど無い接合予定部(例えば、板隙1mm未満)を溶接すると、図9に示すように、ステップS1’で溶融部N’が形成される。その後のステップS2’では、電流値を下げることで溶融部N’が冷却されて固化し、ナゲットNが形成される。このとき、上板1’は高温であり軟化しているため、加圧力の上昇に伴って電極11’の食い込みが継続する。その後のステップS3’では、電流値を上昇させることで、新たな溶融部N’が形成される。以上により、十分な大きさのナゲットが形成される。
【0009】
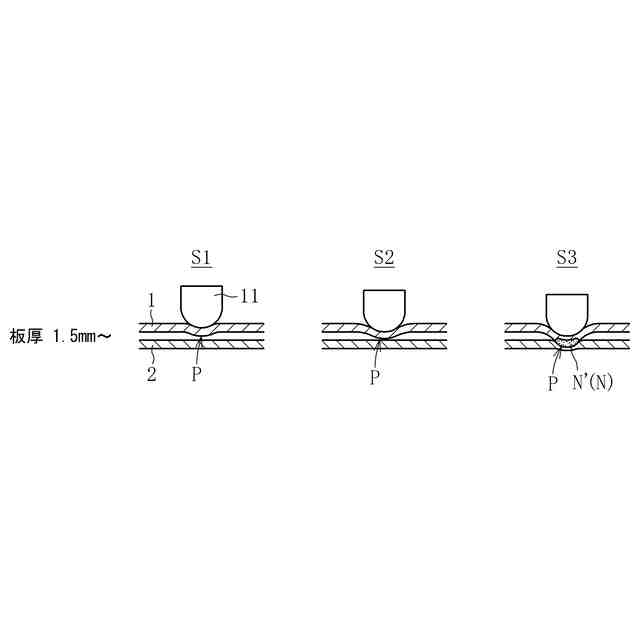
一方、図8に示す加圧通電パターンで、板隙が大きい接合予定部(例えば、板隙1.5mm超)を溶接すると、図11に示すように、ステップS1’、S2’では板隙が詰まり切らずに上板1’と下板2’が接触せず、ステップS3’で上板1’と下板2’が接触して溶融部N’が形成される。このとき、上板1’と下板2’の接触面積が小さい状態で高い電流値が流れるため、接触部の電流密度が高くなり、十分な大きさのナゲットが形成される。
【0010】
これらに対し、図8に示す加圧通電パターンで、板隙が上記の中間値である接合予定部(例えば、板隙1~1.5mm)を溶接すると、図10に示すように、ステップS1’において、上板1’が通電による発熱で軟化して下方に押し込まれることで、上板1’と下板2’が接触する。その後のステップS2’では、加圧力が上昇することで上板1’がさらに下方に押し込まれるが、このときの電流値は小さく、且つ、上板1’が下方に押し込まれることで下板2’との接触面積が増大しているため、電流密度が上がらず、溶融部は形成されない。その後のステップS3において、高加圧力F2’で加圧しながら電流値を上げても、既に上板1’と下板2’との接触面積が大きいため電流密度が上がらず、溶融部が形成されずに溶接不良となる。以上のように、加圧力を上昇させるステップS2’で電流値を下げることで、板隙の大きさによっては、金属板同士の接触部に溶融部が形成されず、これらの金属板を接合できないことがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ダイハツ工業株式会社
人流取得装置
4日前
ダイハツ工業株式会社
樹脂製品及びその製造方法
3日前
個人
タップ
5か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
6か月前
株式会社北川鉄工所
回転装置
4か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
4日前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
24日前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
3日前
日東精工株式会社
多軸ねじ締め機
6か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
10日前
株式会社FUJI
工作機械
6か月前
個人
型枠製造装置のフレーム
14日前
株式会社アンド
半田付け方法
5か月前
株式会社アンド
半田付け方法
5か月前
キヤノン電子株式会社
加工システム
2か月前
日進工具株式会社
エンドミル
5か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
株式会社アンド
半田付け方法
1か月前
株式会社ダイヘン
多層盛り溶接方法
5か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社FUJI
チャック装置
6か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ