TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025146253
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024046928
出願日
2024-03-22
発明の名称
形状解析システム、形状解析方法、及びプログラム
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
,
個人
主分類
B25J
13/08 20060101AFI20250926BHJP(手工具;可搬型動力工具;手工具用の柄;作業場設備;マニプレータ)
要約
【課題】輪郭に含まれる角の特定精度を向上させることが可能な形状解析システムを提供する。
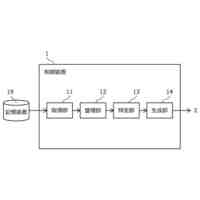
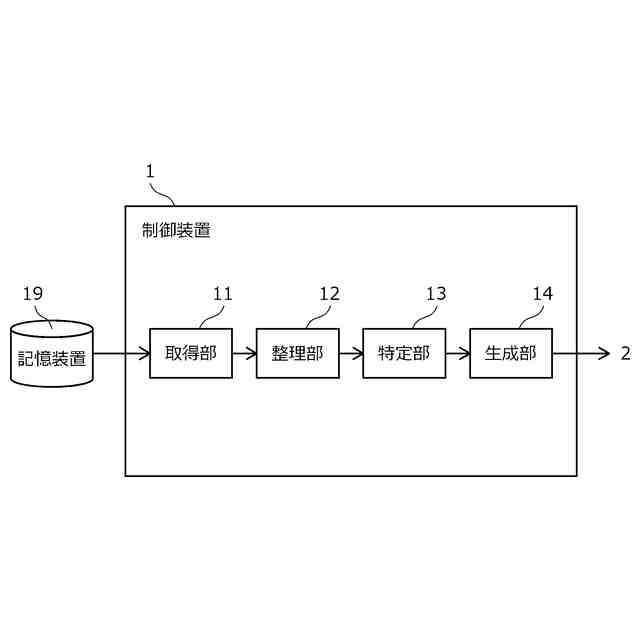
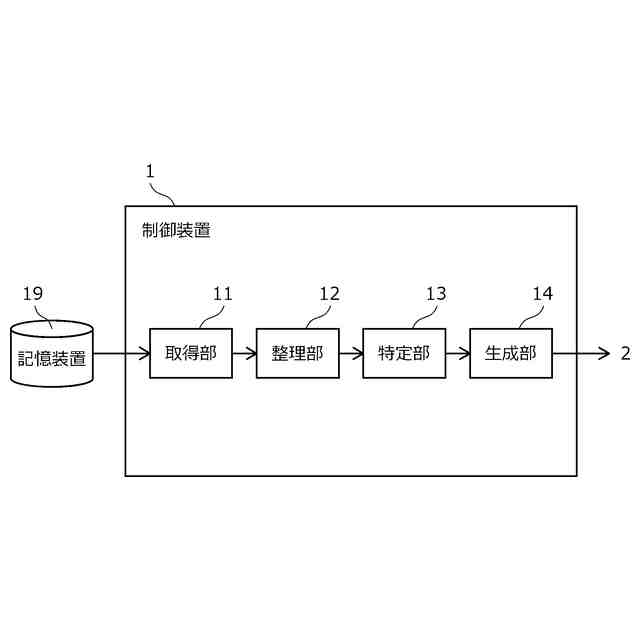
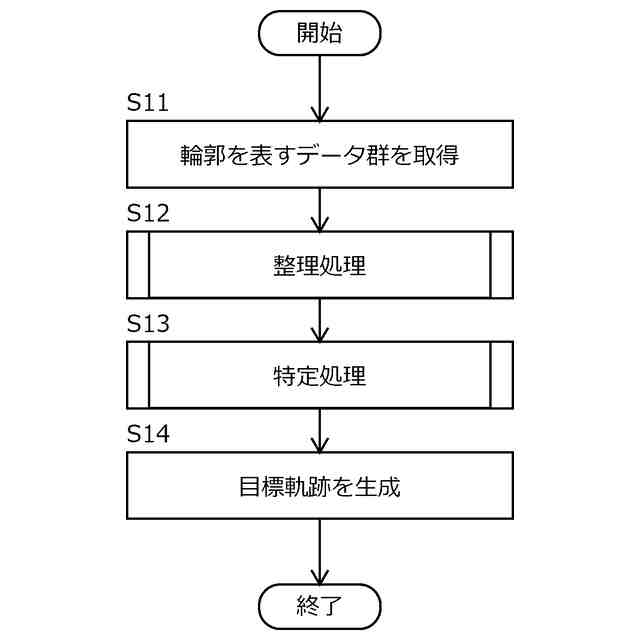
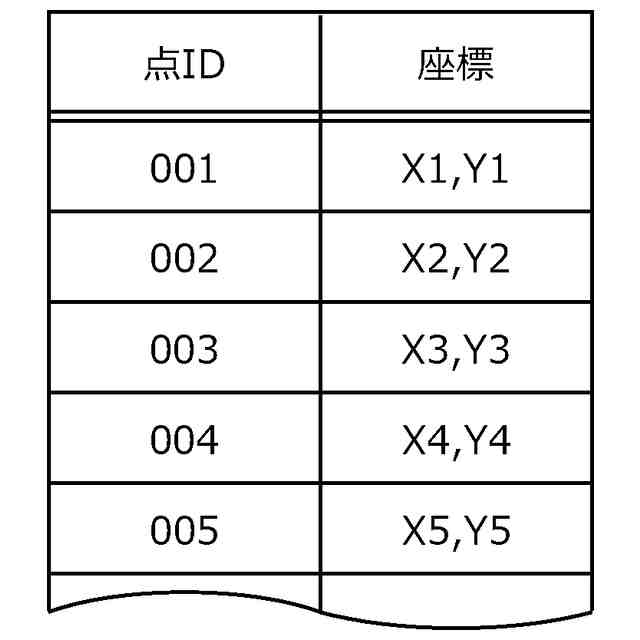
【解決手段】形状解析システムは、対象物の輪郭を構成する複数の座標点を含むデータ群を取得する取得部と、複数の座標点を輪郭内に定められた基準点を中心とする周方向の順番に並べる整理部と、基準点から複数の座標点までの距離をそれぞれ算出し、周方向の順番に並べられた複数の座標点の距離に基づいて輪郭の角を特定する特定部とを備える。
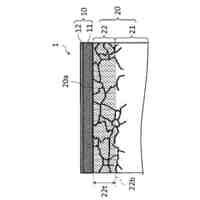
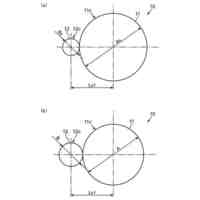
【選択図】図2
特許請求の範囲
【請求項1】
対象物の輪郭を構成する複数の座標点を含むデータ群を取得する取得部と、
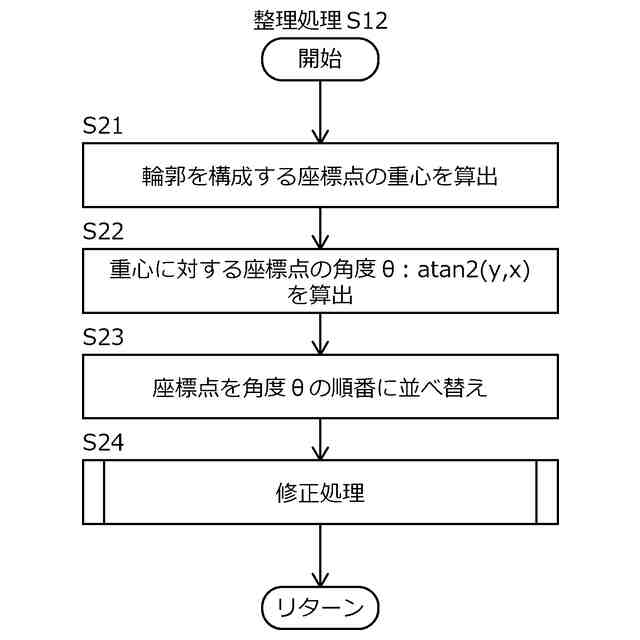
前記複数の座標点を前記輪郭内に定められた基準点を中心とする周方向の順番に並べる整理部と、
前記基準点から前記複数の座標点までの距離をそれぞれ算出し、前記周方向の順番に並べられた前記複数の座標点の前記距離に基づいて前記輪郭の角を特定する特定部と、
を備える、形状解析システム。
続きを表示(約 900 文字)
【請求項2】
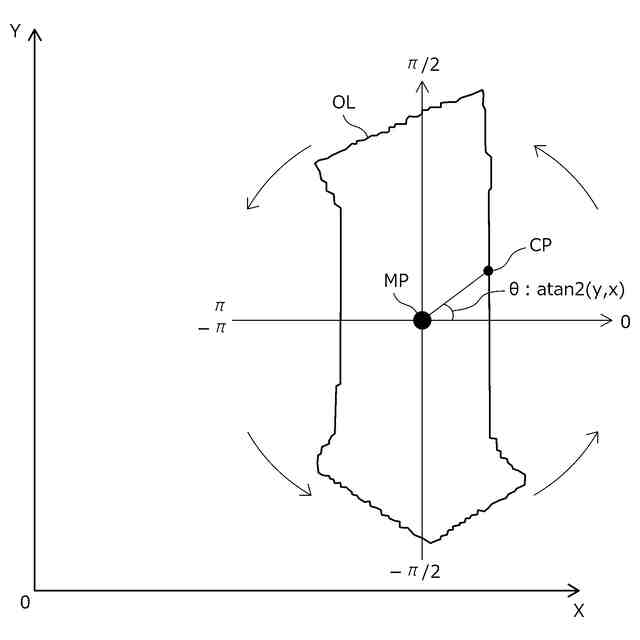
前記基準点は、前記輪郭を構成する前記複数の座標点の重心である、
請求項1に記載の形状解析システム。
【請求項3】
前記整理部は、前記基準点に対する前記複数の座標点の角度をそれぞれ算出し、前記複数の座標点を前記角度の順番に並べる、
請求項1に記載の形状解析システム。
【請求項4】
前記整理部は、前記角度の順番に並べられた前記複数の座標点のうち、或る座標点に対して次番の座標点よりも距離が短い別の座標点がある場合に、前記次番の座標点と前記別の座標点の順番を入れ替える、
請求項3に記載の形状解析システム。
【請求項5】
前記特定部は、さらに、前記輪郭の2つの前記角の間に引かれた直線から前記複数の座標点までの線-点間距離をそれぞれ算出し、前記周方向の順番に並べられた前記複数の座標点の前記線-点間距離に基づいて前記輪郭の他の角を特定する、
請求項1に記載の形状解析システム。
【請求項6】
前記特定部は、前記複数の座標点のうち、前記線-点間距離が所定以下である座標点を前記他の角として特定しない、
請求項5に記載の形状解析システム。
【請求項7】
前記特定部は、前記輪郭の前記角のうち、或る角から隣の2つの角まで延びる2つの直線の角度が所定以上である場合に、前記或る角を除外する、
請求項1に記載の形状解析システム。
【請求項8】
前記輪郭は、前記対象物の稜線である、
請求項1に記載の形状解析システム。
【請求項9】
前記特定部は、前記輪郭の隣り合う2つの前記角の間の辺を作業線として特定する、
請求項1に記載の形状解析システム。
【請求項10】
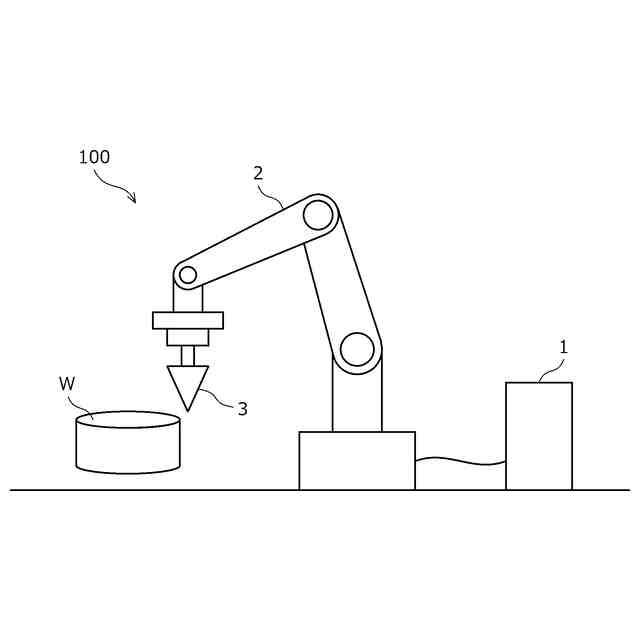
前記作業線に沿ったツールの目標軌跡を生成する生成部と、
前記目標軌跡に基づいて前記ツールを移動させる工作機械と、
をさらに備える、
請求項9に記載の形状解析システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、形状解析システム、形状解析方法、及びプログラムに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1には、対象物の稜線が視覚センサにより検出されるように相対移動手段を作動させ、視覚センサにより得られる検出稜線を用いてバリ取り動作プログラムを生成し、バリ取り動作プログラムが、バリ取りツールが検出稜線に基づく軌跡に沿って移動するようにロボットを動作させる技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-94638号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
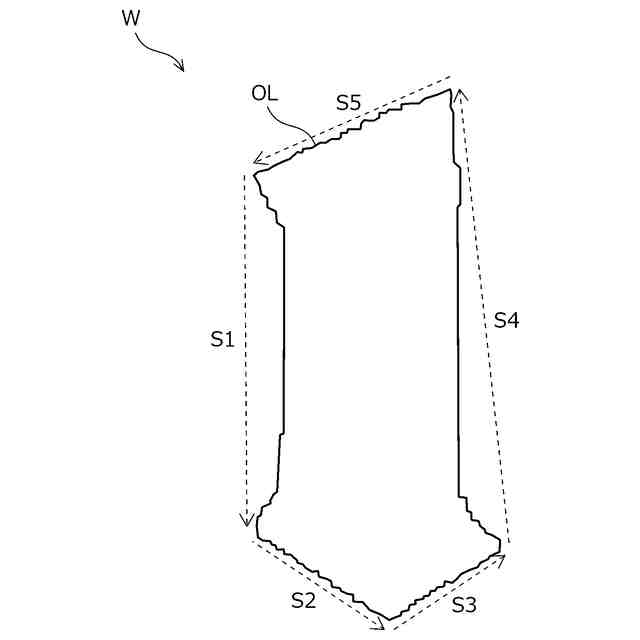
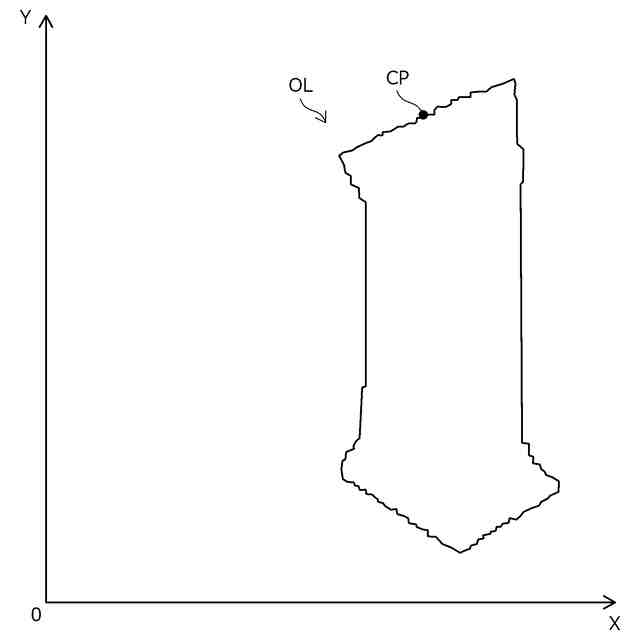
ところで、上記の技術では、対象物の輪郭が多角形である場合、ツールを角に沿わせる動作は一般的に困難であるため、辺ごとにツールの軌跡を作成する必要がある。しかしながら、対象物の輪郭は整った多角形であるとは限らないため、輪郭に含まれる角を特定することが困難な場合がある。
【0005】
本発明は、上記課題に鑑みてなされたものであり、その主な目的は、輪郭に含まれる角の特定精度を向上させることが可能な形状解析システム、形状解析方法、及びプログラムを提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本発明の一の態様の形状解析システムは、対象物の輪郭を構成する複数の座標点を含むデータ群を取得する取得部と、前記複数の座標点を前記輪郭内に定められた基準点を中心とする周方向の順番に並べる整理部と、前記基準点から前記複数の座標点までの距離をそれぞれ算出し、前記周方向の順番に並べられた前記複数の座標点の前記距離に基づいて前記輪郭の角を特定する特定部と、を備える。これによれば、輪郭に含まれる角の特定精度を向上させることが可能となる。
【0007】
上記態様において、前記基準点は、前記輪郭を構成する前記複数の座標点の重心であってもよい。これによれば、重心を中心とする周方向の順番に座標点を並べることが可能となる。
【0008】
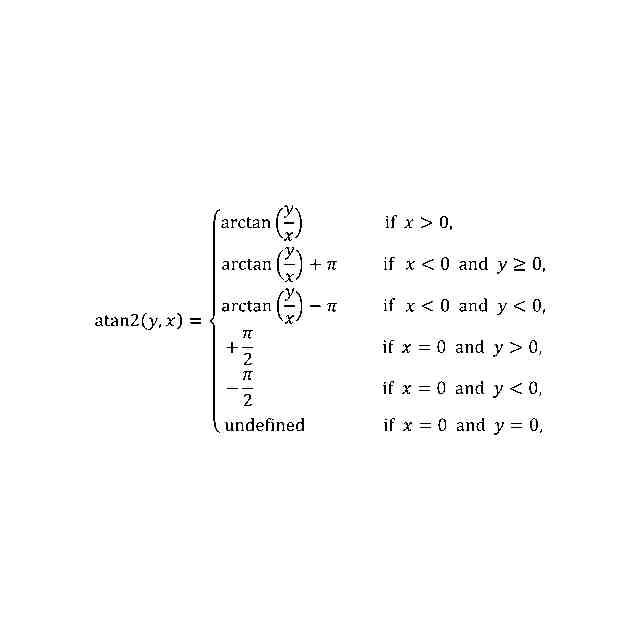
上記態様において、前記整理部は、前記基準点に対する前記複数の座標点の角度をそれぞれ算出し、前記複数の座標点を前記角度の順番に並べてもよい。これによれば、基準点に対する角度の順番に座標点を並べることが可能となる。
【0009】
上記態様において、前記整理部は、前記角度の順番に並べられた前記複数の座標点のうち、或る座標点に対して次番の座標点よりも距離が短い別の座標点がある場合に、前記次番の座標点と前記別の座標点の順番を入れ替えてもよい。これによれば、順番に誤りがあっても、周方向の順番に座標点を並べ替えることが可能となる。
【0010】
上記態様において、前記特定部は、さらに、前記輪郭の2つの前記角の間に引かれた直線から前記複数の座標点までの線-点間距離をそれぞれ算出し、前記周方向の順番に並べられた前記複数の座標点の前記線-点間距離に基づいて前記輪郭の他の角を特定してもよい。これによれば、輪郭に含まれる角の特定精度をさらに向上させることが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
回転機械
1か月前
株式会社神戸製鋼所
輸送機構
22日前
株式会社神戸製鋼所
温調ケース
23日前
株式会社神戸製鋼所
遠心圧縮機
8日前
株式会社神戸製鋼所
連続式押出機
8日前
株式会社神戸製鋼所
密閉式混練機
4日前
株式会社神戸製鋼所
アーク溶接方法
8日前
株式会社神戸製鋼所
残留応力推定方法
4日前
株式会社神戸製鋼所
カルシウム抽出方法
25日前
株式会社神戸製鋼所
溶銑の予備処理方法
16日前
株式会社神戸製鋼所
導電材料およびその製造方法
24日前
株式会社神戸製鋼所
Ni基合金フラックス入りワイヤ
4日前
株式会社神戸製鋼所
熱延鋼板の製造方法および熱延鋼板
今日
株式会社神戸製鋼所
ペールパック用押え板、及びペールパック
今日
株式会社神戸製鋼所
軟磁性線材および軟磁性棒鋼ならびに軟磁性部品
1か月前
株式会社神戸製鋼所
溶接用ワイヤ、溶接方法及び溶接金属の製造方法
14日前
株式会社神戸製鋼所
形状解析システム、形状解析方法、及びプログラム
今日
株式会社神戸製鋼所
ギアボックスの製造方法並びに回転機械の製造方法
今日
株式会社神戸製鋼所
圧延機の板厚制御方法、および、圧延機板厚制御装置
4日前
株式会社神戸製鋼所
非調質鍛造用鋼、非調質鍛造鋼および非調質鍛造部品
今日
株式会社神戸製鋼所
金型製作支援システム、金型製作支援方法、及びプログラム
8日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
16日前
株式会社神戸製鋼所
摩擦攪拌接合用工具
3日前
株式会社神戸製鋼所
回転工具、回転工具の位置姿勢算出方法及び回転工具の位置姿勢算出システム
1か月前
株式会社神戸製鋼所
炭素酸化物の還元方法、鉄鋼の製造方法、炭素酸化物の還元装置、及び鉄鋼の製造装置
1か月前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
1か月前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
1か月前
個人
固定補助具
1か月前
個人
折りたたみ工具
25日前
川崎重工業株式会社
ロボット
2日前
株式会社三協システム
製函機
23日前
株式会社不二越
ロボット
1日前
株式会社竹中工務店
補助セット
1日前
CKD株式会社
把持装置
24日前
株式会社三協システム
移載装置
22日前
株式会社不二越
ロボットシステム
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ