TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025152996
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055238
出願日
2024-03-29
発明の名称
研磨パッド粗材の加工装置
出願人
ノリタケ株式会社
代理人
弁理士法人ぱてな
主分類
B24B
49/04 20060101AFI20251002BHJP(研削;研磨)
要約
【課題】研磨パッド粗材の被研磨面を自動的に研磨可能な研磨パッド粗材の加工装置を提供する。
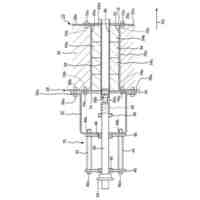
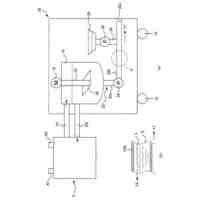
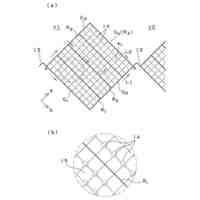
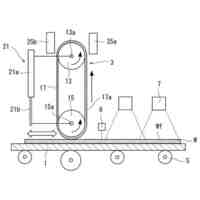
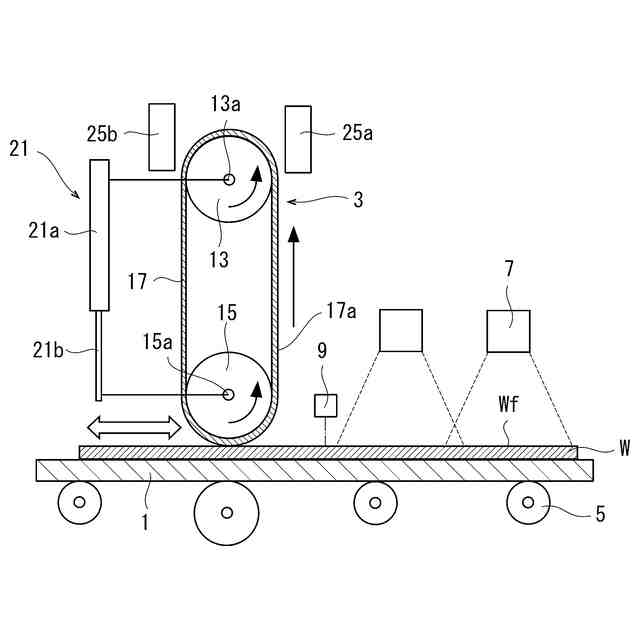
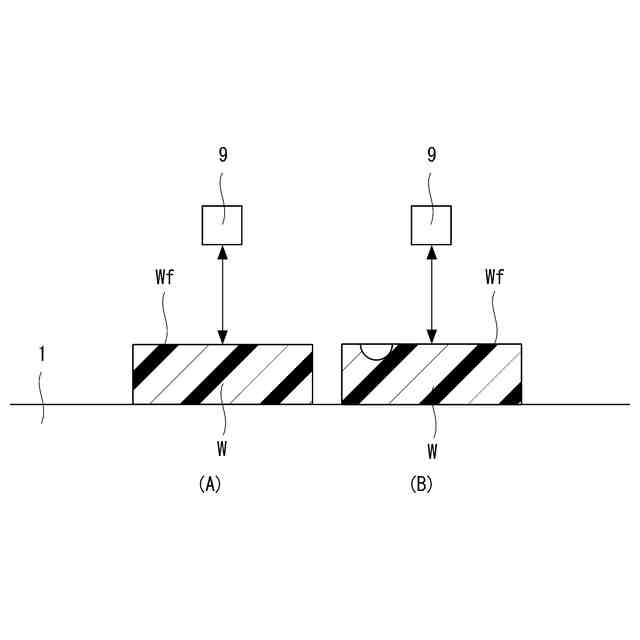
【解決手段】本発明の研磨パッド粗材の加工装置は、研磨パッド粗材Wの平坦な被研磨面Wfを研磨体17の研磨面17aで研磨する。加工装置は、第1機構1と、第2機構3と、研磨処理を行う作動機構19、21、23と、被研磨面Wfの性状を取得する性状取得手段7と、研磨パッド粗材Wの厚みを測定する厚み測定手段9と、性状と厚みとに基づいて作動機構19、21、23を制御する制御装置11とを備えている。
【選択図】図1
特許請求の範囲
【請求項1】
研磨パッド粗材の平坦な被研磨面を研磨体の研磨面で研磨する加工装置であって、
前記研磨パッド粗材を保持し、前記被研磨面を加工領域に位置させる第1機構と、
前記研磨体を保持し、前記研磨面を前記加工領域に位置させる第2機構と、
前記第1機構及び前記第2機構の少なくとも一方を作動することにより、前記加工領域において前記被研磨面と前記研磨面とを当接させるとともに、前記被研磨面と前記研磨面とを相対移動させる研磨処理を行う作動機構と、
前記被研磨面の性状を取得する性状取得手段と、
前記研磨パッド粗材の厚みを測定する厚み測定手段と、
前記性状と前記厚みとに基づいて前記作動機構を制御する制御装置とを備えていることを特徴とする研磨パッド粗材の加工装置。
続きを表示(約 1,000 文字)
【請求項2】
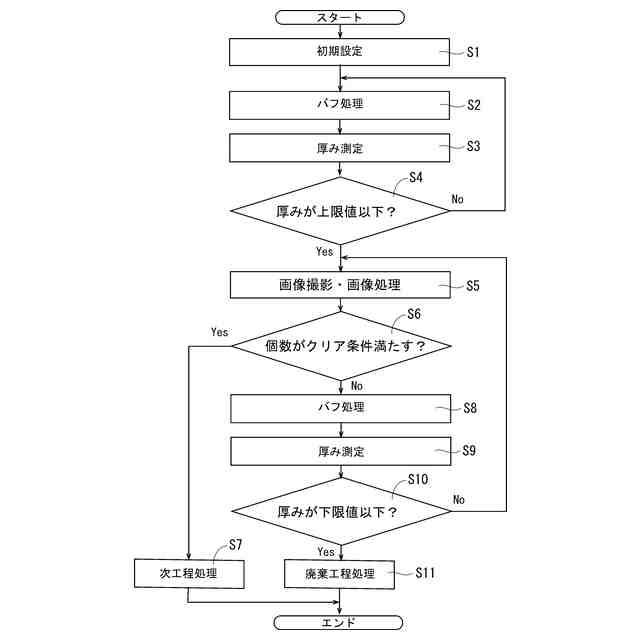
前記制御装置は、前記性状がクリア条件を満たさなければ、前記厚みが下限値を上回っている限り、前記作動機構に前記研磨処理を実行させ、
前記性状が前記クリア条件を満たし、かつ前記厚みが前記下限値を上回っておれば、前記作動機構に前記研磨処理を終了させ、前記研磨パッド粗材を次工程に向けて搬出させる請求項1記載の研磨パッド粗材の加工装置。
【請求項3】
前記制御装置は、前記厚みが前記下限値を下回れば、前記作動機構に前記研磨処理を終了させ、前記研磨パッド粗材を廃棄工程に向けて搬出させる請求項2記載の研磨パッド粗材の加工装置。
【請求項4】
前記制御装置は、前記性状が前記クリア条件を満たすか否かにかかわらず、前記厚みが上限値以下になるまで、前記作動機構に前記研磨処理を実行させる請求項2又は3記載の研磨パッド粗材の加工装置。
【請求項5】
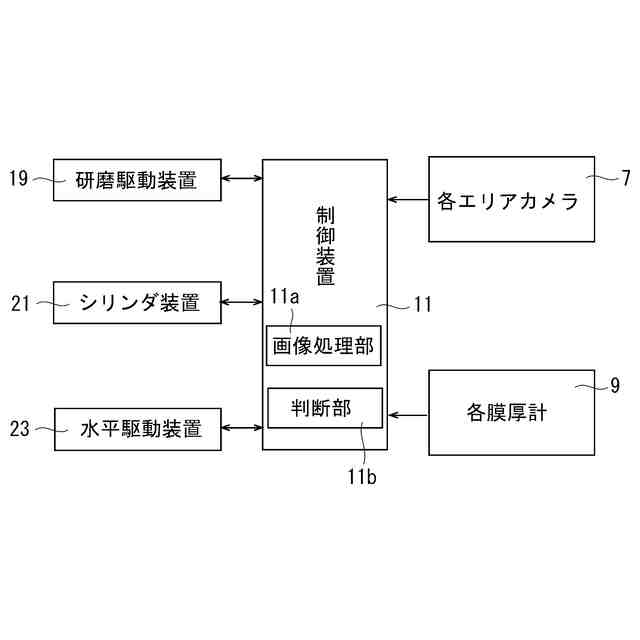
前記性状取得手段は、前記被研磨面の画像を前記性状として取得する撮影装置であり、
前記制御装置は、前記画像から、前記被研磨面に存在し得る閾値を超える大きさの凹部の個数を把握する画像処理部と、
前記個数によって前記クリア条件を満たすか否かの判断を行う判断部とを有する請求項1記載の研磨パッド粗材の加工装置。
【請求項6】
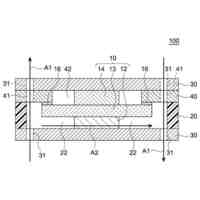
前記第1機構は、前記研磨パッド粗材を載置する載置台を有し、
前記厚み測定手段は、前記研磨パッド粗材を介して前記載置台に渦電流を生じさせて前記厚みを測定する渦電流式膜厚計である請求項1記載の研磨パッド粗材の加工装置。
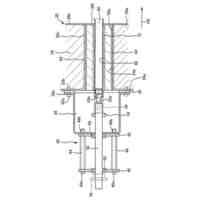
【請求項7】
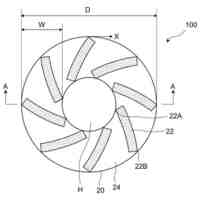
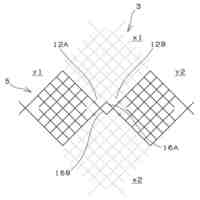
前記研磨体は、前記研磨面が外側を向く無端の帯状をなし、
前記第2機構は、前記被研磨面と平行な第1軸心周りで回転可能な第1ローラと、前記加工領域に位置して前記第1軸心と平行な第2軸心周りで回転可能であり、前記第1ローラと離隔する第2ローラとを有し、
前記研磨体は、前記第1ローラと前記第2ローラとの間に巻き掛けられている請求項1記載の研磨パッド粗材の加工装置。
【請求項8】
前記第2ローラは、前記第1ローラとの離隔長さを変更可能である請求項7記載の研磨パッド粗材の加工装置。
【請求項9】
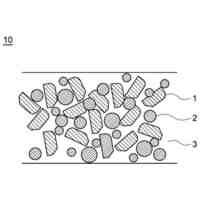
前記研磨パッド粗材は、バインダ樹脂からなり、複数の気孔が形成された母材と、母材又は気孔内に保持された研磨粒子とを有する請求項1記載の研磨パッド粗材の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は研磨パッド粗材の加工装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1に記載されているように、研磨パッドを製造する場合、厚さのバラツキを減少させたり、製法上不可避に混入し得る不要な気泡等を除去したりするため、バフ体によって研磨パッド粗材の平坦な被研磨面にバフ処理が施される。従来、その加工装置の構成は明らかではない。
【先行技術文献】
【特許文献】
【0003】
特開2013-169627
【発明の概要】
【発明が解決しようとする課題】
【0004】
研磨パッド粗材の被研磨面をバフ体等の研磨体の研磨面で研磨する加工装置の自動化が望まれている。
【0005】
本発明は、上記従来の実情に鑑みてなされたものであって、研磨パッド粗材の被研磨面を自動的に研磨可能な研磨パッド粗材の加工装置を提供することを解決すべき課題としている。
【課題を解決するための手段】
【0006】
本発明の研磨パッド粗材の加工装置は、研磨パッド粗材の平坦な被研磨面を研磨体の研磨面で研磨する加工装置であって、
前記研磨パッド粗材を保持し、前記被研磨面を加工領域に位置させる第1機構と、
前記研磨体を保持し、前記研磨面を前記加工領域に位置させる第2機構と、
前記第1機構及び前記第2機構の少なくとも一方を作動することにより、前記加工領域において前記被研磨面と前記研磨面とを当接させるとともに、前記被研磨面と前記研磨面とを相対移動させる研磨処理を行う作動機構と、
前記被研磨面の性状を取得する性状取得手段と、
前記研磨パッド粗材の厚みを測定する厚み測定手段と、
前記性状と前記厚みとに基づいて前記作動機構を制御する制御装置とを備えていることを特徴とする。
【0007】
本発明の加工装置では、性状取得手段が研磨パッド粗材の平坦な被研磨面の性状を取得し、厚み測定手段が研磨パッド粗材の厚みを測定する。そして、制御装置が性状と厚みとに基づいて作動機構を制御する。作動機構は、第1機構及び第2機構の少なくとも一方を作動する。第1機構は、研磨パッド粗材を保持し、被研磨面を加工領域に位置させている。また、第2機構は、研磨体を保持し、研磨面を加工領域に位置させている。このため、加工領域において被研磨面と研磨面とを当接させ、被研磨面と研磨面とを相対移動させる研磨処理が行われる。
【0008】
したがって、この加工装置によれば、研磨パッド粗材の被研磨面を自動的に研磨できる。
【0009】
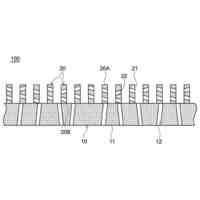
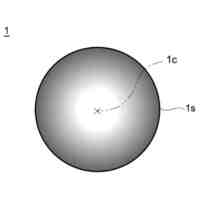
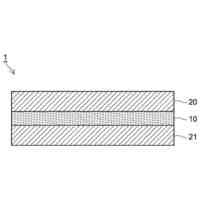
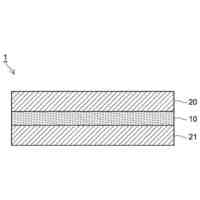
研磨パッド粗材は、研磨パッドを構成する材料が固化された状態のものである。研磨パッド粗材の被研磨面が研磨体の研磨面で研磨された後、次工程において、円盤状等の所定形状に切断されて研磨パッドとされる。研磨パッド粗材の被研磨面は、研磨パッドにおいては研磨対象を研磨するための研磨面となる。
【0010】
研磨体としては、研磨パッド粗材の厚みの調整や被研磨面の平坦を出すために行うバフ処理を行うバフ用研磨体、研磨パッド粗材の被研磨面の状態を調整するドレス処理を行うドレス用研磨体等であり得る。バフ処理を行う場合には、研磨面の位置に基づいて被研磨面と研磨面とを当接させることが可能であり、ドレス処理を行う場合には、所定の面圧下で被研磨面と研磨面とを当接させることが可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ノリタケ株式会社
冷却炉
4日前
ノリタケ株式会社
焼成炉
10日前
ノリタケ株式会社
焼成炉
10日前
ノリタケ株式会社
焼成炉
10日前
ノリタケ株式会社
加熱炉
4日前
ノリタケ株式会社
洗浄装置
1日前
ノリタケ株式会社
熱処理容器
1日前
ノリタケ株式会社
焼成用治具
2日前
ノリタケ株式会社
金ペースト
12日前
ノリタケ株式会社
棒材切断機
1日前
ノリタケ株式会社
研磨パッド
1日前
ノリタケ株式会社
焼成用治具
2日前
ノリタケ株式会社
焼成用治具
2日前
ノリタケ株式会社
担体構造体
2日前
ノリタケ株式会社
熱伝導シート
1日前
ノリタケ株式会社
ガス吸収シート
23日前
ノリタケ株式会社
超砥粒ホイール
1日前
ノリタケ株式会社
導電性ペースト
1日前
ノリタケ株式会社
ローラ式搬送装置
4日前
ノリタケ株式会社
ローラ式搬送装置
4日前
ノリタケ株式会社
静電容量タッチパネル
2日前
ノリタケ株式会社
静電容量タッチパネル
2日前
ノリタケ株式会社
封止用グリーンシート
1日前
ノリタケ株式会社
砥材及びその製造方法
8日前
ノリタケ株式会社
砥材及びその製造方法
2日前
ノリタケ株式会社
触媒材料およびその利用
2日前
ノリタケ株式会社
触媒材料およびその利用
2日前
ノリタケ株式会社
触媒材料およびその利用
2日前
ノリタケ株式会社
電気化学セル用ペースト
3日前
ノリタケ株式会社
焼成用治具およびフレーム
2日前
ノリタケ株式会社
ガラス接合材及びその利用
1日前
ノリタケ株式会社
研磨パッド粗材の加工装置
1日前
ノリタケ株式会社
ガラス接合材及びその利用
1日前
ノリタケ株式会社
搬送装置および熱処理装置
8日前
ノリタケ株式会社
搬送装置および熱処理装置
8日前
ノリタケ株式会社
ガラス接合材およびその利用
1日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ