TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144726
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024044556
出願日
2024-03-21
発明の名称
砥材及びその製造方法
出願人
ノリタケ株式会社
代理人
弁理士法人ぱてな
主分類
B24D
3/00 20060101AFI20250926BHJP(研削;研磨)
要約
【課題】多大なエネルギーや時間を要することなく、温度や雰囲気によって表面状態を変化させることがなく、内部に残留する内部応力の開放も可能であって、ひいては適度な破砕性を有する砥材を得る。
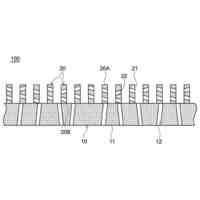
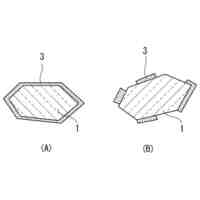
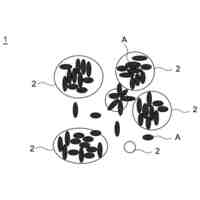
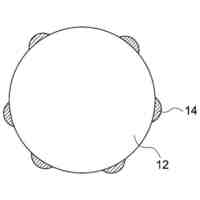
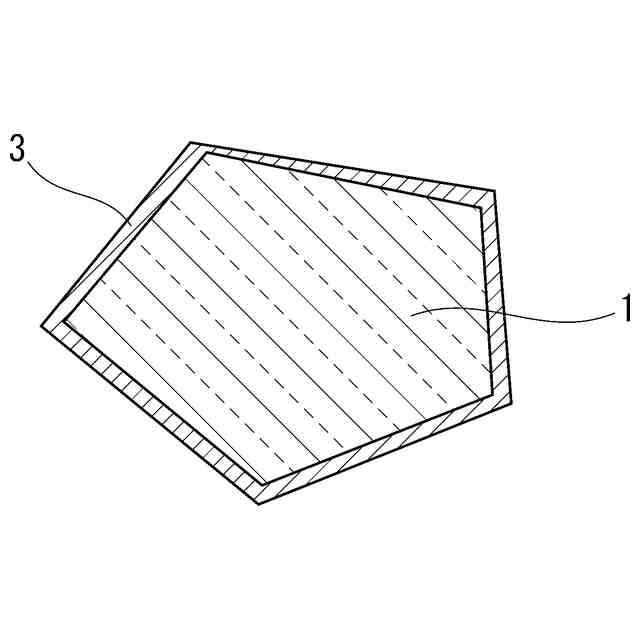
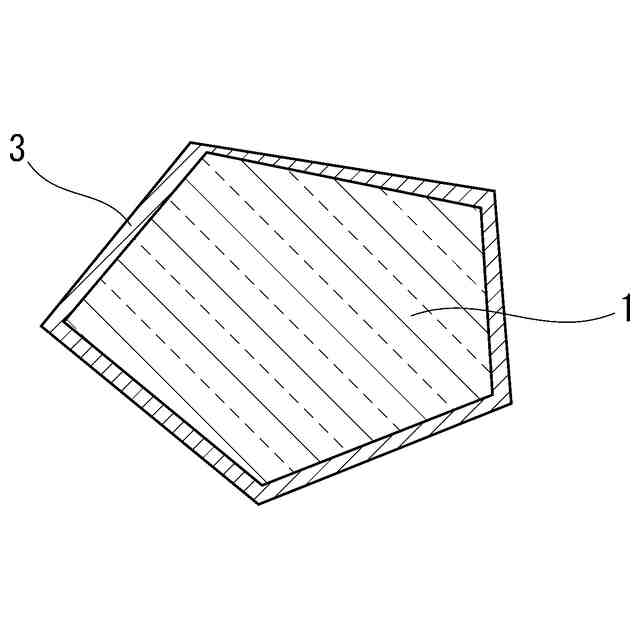
【解決手段】本発明の砥材の製造方法では、第1工程において、第1線熱膨張係数を有する第1材料で構成される砥粒1と、特定温度範囲で第1線熱膨張係数より大きな第2線熱膨張係数を有する第2材料で構成され、砥粒を被覆するコート層3とからなる処理前砥材を得る。第2工程において、処理前砥材を-50°C以下の冷却温度に冷却し、冷却砥材とする。特定温度範囲は、前記冷却温度から+20Kまでである。
【選択図】図1
特許請求の範囲
【請求項1】
第1線熱膨張係数を有する第1材料で構成される砥粒と、特定温度範囲で前記第1線熱膨張係数より大きな第2線熱膨張係数を有する第2材料で構成され、前記砥粒を被覆するコート層とからなる処理前砥材を得る第1工程と、
前記処理前砥材を-50°C以下の冷却温度に冷却し、冷却砥材とする第2工程とを備え、
前記特定温度範囲は、前記冷却温度から+20Kまでであることを特徴とする砥材の製造方法。
続きを表示(約 530 文字)
【請求項2】
前記冷却温度は、-100°C以下である請求項1記載の砥材の製造方法。
【請求項3】
前記冷却温度は、-150°C以下である請求項2記載の砥材の製造方法。
【請求項4】
前記冷却温度は液体窒素の温度である請求項3記載の砥材の製造方法。
【請求項5】
前記特定温度範囲は、前記冷却温度から+100Kまでである請求項1記載の砥材の製造方法。
【請求項6】
前記特定温度範囲は、前記冷却温度から+150Kまでである請求項5記載の砥材の製造方法。
【請求項7】
前記第1線熱膨張係数は前記第2線熱膨張係数の1.5倍以上である請求項1記載の砥材の製造方法。
【請求項8】
前記第1線熱膨張係数は前記第2線熱膨張係数の10倍以上である請求項7記載の砥材の製造方法。
【請求項9】
前記第1線熱膨張係数は前記第2線熱膨張係数の50倍以上である請求項1記載の砥材の製造方法。
【請求項10】
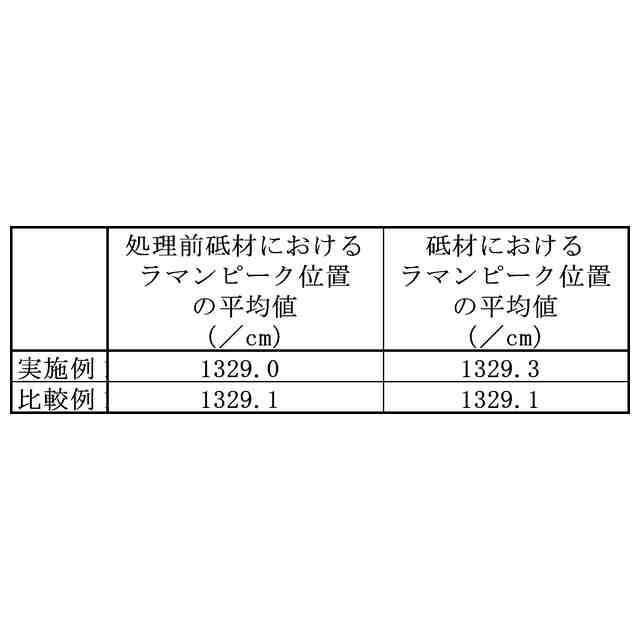
前記砥材は、前記処理前砥材よりもラマンピーク位置が高波数側に変位している1記載の砥材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、砥材と、砥材の製造方法とに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1に開示されているように、高硬度であり、難研削、難研磨材のSiC等の半導体ウェハ等の加工には、超砥粒であるダイヤモンド製の砥粒が用いられる。また、非特許文献1により、内部応力によりダイヤモンド製の砥粒の破砕挙動が変わることが知れられており、内部応力の制御方法として加熱処理が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2017-80847号公報
【非特許文献】
【0004】
「切削工具用各種単結晶ダイヤモンドの内部歪み分布と微小破壊挙動」、角谷均ら著、2019年度精密工学会春季大会学術講演会講演論文集第644~645頁
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、ダイヤモンド製の砥粒であっても、すり減り、切れ刃が減ることにより、加工能率が低下するといった問題がある。このため、適度な破砕性を有する砥粒が求められている。また、砥粒に加熱処理を行うと、そのために大きなエネルギーや時間を必要とし、温度や雰囲気によって砥粒の表面状態を変化させてしまうことがある。さらに、砥粒に加熱処理を行って内部応力を導入することは容易だが、砥粒内に残留する内部応力の開放は困難である。
【0006】
本発明は、上記従来の実情に鑑みてなされたものであって、多大なエネルギーや時間を要することなく、温度や雰囲気によって表面状態を変化させることがなく、内部に残留する内部応力の開放も可能であって、ひいては適度な破砕性を有する砥材を得ることを解決すべき課題としている。
【課題を解決するための手段】
【0007】
第1教示の砥材の製造方法は、第1線熱膨張係数を有する第1材料で構成される砥粒と、特定温度範囲で前記第1線熱膨張係数より大きな第2線熱膨張係数を有する第2材料で構成され、前記砥粒を被覆するコート層とからなる処理前砥材を得る第1工程と、
前記処理前砥材を-50°C以下の冷却温度に冷却し、冷却砥材とする第2工程とを備え、
前記特定温度範囲は、前記冷却温度から+20Kまでであることを特徴とする。
【0008】
第1教示の砥材の製造方法では、処理前砥材を冷却するため、コート層が熱収縮し、砥粒は線熱膨張係数の差によって圧縮応力が付与される。冷却処理は加熱処理よりもエネルギーや時間を低減できる。また、処理前砥材が砥粒とコート層とからなるため、第2工程で得られる冷却砥材の表面状態が温度や雰囲気によって変化し難い。得られた砥材は、砥粒に圧縮応力が付与されていることから、処理前砥材の砥粒の内部に引張応力が残留していたとしても、その引張応力を開放できる。こうして、砥粒の内部に圧縮応力が付与された砥材は、適度な破砕性を発揮する。
【0009】
こうして、この製造方法によって、砥粒と、コート層とからなる砥材を製造できる。この砥材は、砥粒そのものではないが、砥粒と同様に砥石等に含まれてSiC等の半導体ウェハ等の加工に用いられる。
【0010】
第2教示の砥材は、第1線熱膨張係数を有する第1材料で構成される砥粒と、特定温度範囲で前記第1線熱膨張係数より大きな第2線熱膨張係数を有する第2材料で構成され、前記砥粒を被覆するコート層とからなり、
-50°C以下の冷却温度まで冷却された後、常温に維持されて前記コート層の冷却時の熱収縮によって前記砥粒に圧縮応力が付与されていることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ノリタケ株式会社
焼成炉
2日前
ノリタケ株式会社
焼成炉
2日前
ノリタケ株式会社
焼成炉
2日前
ノリタケ株式会社
熱処理設備
1か月前
ノリタケ株式会社
熱処理設備
1か月前
ノリタケ株式会社
熱処理装置
1か月前
ノリタケ株式会社
金ペースト
4日前
ノリタケ株式会社
ガス吸収シート
15日前
ノリタケ株式会社
砥材及びその製造方法
今日
ノリタケ株式会社
インクジェットインク
1か月前
ノリタケ株式会社
搬送装置および熱処理装置
今日
ノリタケ株式会社
搬送装置および熱処理装置
今日
ノリタケ株式会社
砥粒内包型高強度研磨パッド
4日前
ノリタケ株式会社
シリコンウエーハの研磨方法
1か月前
ノリタケ株式会社
導電性インク用インクジェット装置
16日前
ノリタケ株式会社
冷却装置およびそれを備えた熱処理装置
14日前
ノリタケ株式会社
砥材、砥材の製造方法及び砥石の製造方法
今日
ノリタケ株式会社
導電ペーストおよび導電ペーストの製造方法
28日前
ノリタケ株式会社
半導体基板の平面研磨方法及び平面研磨装置
今日
ノリタケ株式会社
タンパク質吸着方法、タンパク質精製方法、ならびにタンパク質精製装置
14日前
東邦チタニウム株式会社
ニッケル含有粒子、ニッケル含有粒子の製造方法及び、スラリー
24日前
ノリタケ株式会社
タンパク質吸着方法、タンパク質精製方法、ならびにタンパク質精製装置
14日前
ノリタケ株式会社
ビトリファイド砥石の製造方法、それに用いる砥材、および、ビトリファイド砥石
1か月前
個人
包丁研ぎ器具
2か月前
個人
研磨体
3か月前
個人
バレル研磨用メディア材
6か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
14日前
シンクス株式会社
ボード切断装置
4か月前
不二空機株式会社
可搬型動力工具
3か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
株式会社リブラ
ブラスト加工装置
5か月前
株式会社ニッチュー
ブラスト装置
2か月前
オークマ株式会社
円筒研削盤
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ