TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042480
公報種別
公開特許公報(A)
公開日
2025-03-27
出願番号
2023149528
出願日
2023-09-14
発明の名称
工具の管理機能を備えた複合加工機
出願人
中村留精密工業株式会社
,
石川県
代理人
個人
,
個人
,
個人
主分類
B23Q
17/09 20060101AFI20250319BHJP(工作機械;他に分類されない金属加工)
要約
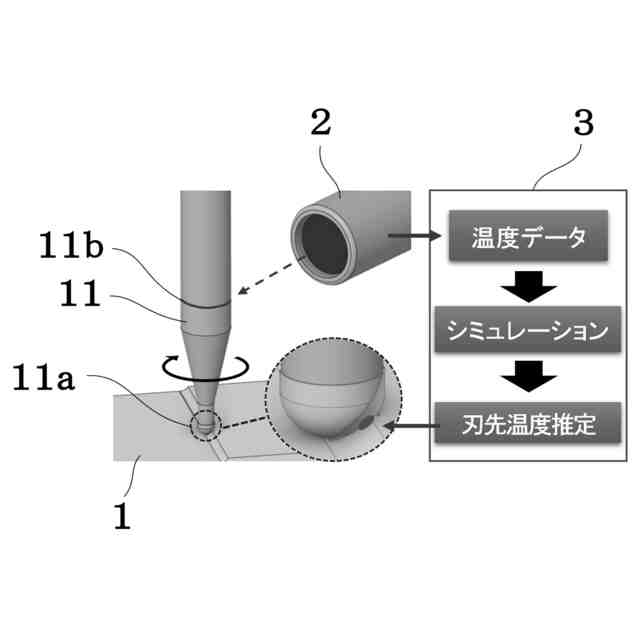
【課題】リアルタイムに工具の刃先温度を推定可能にすることで、工具の寿命等の予測や加工条件の制御が可能な複合加工機の提供を目的とする。
【解決手段】加工動作する工具の温度を測定する測定部と、前記測定部で測定された温度をサイバー空間内の物理方程式に基づいた刃先温度推定システムに入力する入力部と、前記刃先温度推定システムにより推定された工具の刃先温度を出力する出力部とを備え、前記推定された工具の刃先温度変化に基づいた、工具の管理手段及び/又は加工条件の制御手段を有することを特徴とする。
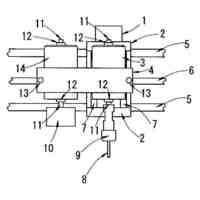
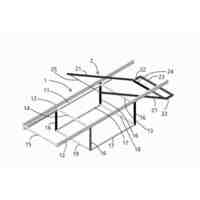
【選択図】 図1
特許請求の範囲
【請求項1】
加工動作する工具の温度を測定する測定部と、前記測定部で測定された温度をサイバー空間内の物理方程式に基づいた刃先温度推定システムに入力する入力部と、前記刃先温度推定システムにより推定された工具の刃先温度を出力する出力部とを備え、
前記推定された工具の刃先温度変化に基づいた、工具の管理手段及び/又は加工条件の制御手段を有することを特徴とする複合加工機。
続きを表示(約 640 文字)
【請求項2】
前記刃先温度推定システムは刃先入熱から物理方程式を用いて刃先温度を推定する物理計算ブロックと、前記測定部で測定された温度から刃先入熱を推定する刃先入熱推定ブロックとを有し、前記測定部で測定された実測値と上記にて得られた推定値とが一致するように制御するフィードバック制御手段を有することを特徴とする請求項1記載の複合加工機。
【請求項3】
前記測定部は非接触式温度計又は接触式温度計を用いて、加工動作する工具の刃先以外の温度を測定することを特徴とする請求項2に記載の複合加工機。
【請求項4】
前記測定部は放射温度計を用いて、加工動作する工具の刃先近傍の温度を測定することを特徴とする請求項3に記載の複合加工機。
【請求項5】
前記工具の管理手段及び/又は加工条件の制御手段は、工具の状態を推定する推定部と、加工能率を算出する能率算出部とを備えることを特徴とする請求項1~4のいずれかに記載の複合加工機。
【請求項6】
前記工具の管理手段は前記推定部と、前記推定部が推定した工具の摩耗や欠けの状態に基づいて工具の寿命時間を予測する寿命予測部とを備え、工具を管理することを特徴とする請求項5に記載の複合加工機。
【請求項7】
前記加工条件の制御手段は前記推定部と前記能率算出部とを備え、摩耗の最小化及び/又は加工能率の最大化を図ることを特徴とする請求項5に記載の複合加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工具の寿命予測や加工条件の制御等が可能な工具の管理機能を備えた複合加工機に関する。
ここで、複合加工機には、旋削加工,ミーリング加工等の回転工具を用いた加工ができる工作機械が含まれる。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
複合加工機等の工作機械の分野では、工具の適切な管理が求められている。
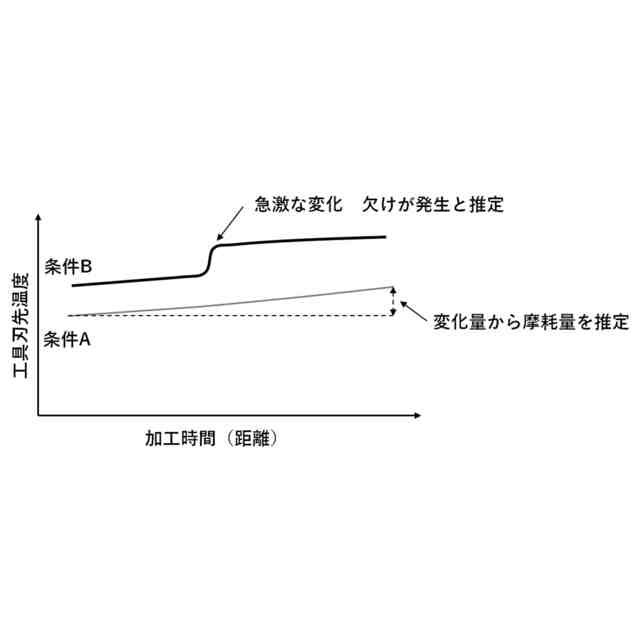
例えば連続切削の場合は、削り始めから削り終わりまで刃先がワークに触れており、刃先温度が上昇して拡散摩耗が生じる、また、断続切削においては、刃先温度が加熱と冷却を繰り返すことで熱疲労による欠けが生じることが知られている。
そのため、例えば工具の寿命を適切に予測するには、工具の刃先温度が重要である。
【0003】
特許文献1には、所定条件の加工部Mの温度を熱電対で測定し、得られた温度測定値Tの経時変化に対して、入熱量Q及び熱伝導率αをカーブフィッティングにより同定し、入熱量Q及び熱伝導率αと熱伝導解析により刃先温度を推定する技術が開示されている。
しかし、このような技術は即時性に乏しく、同定した入熱量は一定値であるため、例えば損傷が発生した等の過渡的な入熱量変化は予測できない。
【先行技術文献】
【特許文献】
【0004】
特開2021-148560号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、リアルタイムに工具の刃先温度を推定可能にすることで、工具の寿命等の予測や加工条件の制御が可能な複合加工機の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明に係る複合加工機は、加工動作する工具の温度を測定する測定部と、前記測定部で測定された温度をサイバー空間内の物理方程式に基づいた刃先温度推定システムに入力する入力部と、前記刃先温度推定システムにより推定された工具の刃先温度を出力する出力部とを備え、前記推定された工具の刃先温度変化に基づいた、工具の管理手段及び/又は加工条件の制御手段を有することを特徴とする。
ここで、刃先温度推定システムは刃先入熱から物理方程式を用いて刃先温度を推定する物理計算ブロックと、前記測定部で測定された温度から刃先入熱を推定する刃先入熱推定ブロックとを有し、前記測定部で測定された実測値と上記にて得られた推定値とが一致するように制御するフィードバック制御手段を有することを特徴とする。
【0007】
本発明は、デジタルツインを利用して工具の刃先温度を推定する。
デジタルツインとは、サイバー空間(仮想空間)内にフィジカル空間(現実世界)のモデルを再現し、実測した情報を基に状態をシミュレートする仕組みのことをいう。
ここで、刃先温度推定システムに用いる物理方程式は、例えばリアルタイムに工具の刃先温度を計算するために有限要素モデルを低次元化した状態空間モデルをシミュレーションモデルとして用いることができる。
本発明は、刃先温度を直接測定することは、事実上難しいことから、温度測定がしやすい刃先近傍の温度を測定し、物理方程式に基づいて刃先温度を推定するシミュレーションモデルを採用した点に特徴がある。
したがって、刃先入熱の値そのものは未知である。
そこで、シミュレーションモデルにて推定した値と、測定部での実測値が一致するようにフィードバックさせるのが好ましい。
【0008】
本発明において、前記測定部は非接触式温度計又は接触式温度計を用いて、加工動作する工具の刃先以外の温度を測定するものであってもよく、例えば、前記測定部は放射温度計を用いて、加工動作する工具の刃先近傍、例えばシャンク部等の温度を測定してもよい。
実測が比較的容易であるシャンク部等の刃先近傍の温度をリアルタイムに測定し、デジタルツインを利用することで、測定の難しい刃先温度を逐次推定できる。
【0009】
本発明において、前記工具の管理手段及び/又は加工条件の制御手段は、工具の摩耗や欠けの状態を推定する推定部と、加工能率を算出する能率算出部とを備えてもよい。
例えば、前記工具の管理手段は前記推定部と、前記推定部が推定した工具の摩耗や欠けの状態に基づいて工具の寿命時間を予測する寿命予測部とを備え、工具を管理するものであれば、工具の摩耗や欠損の推定、検知等がリアルタイムに情報更新されることで工具の管理に優れる。
また、前記加工条件の制御手段は推定部と前記能率算出部とを備え、摩耗の最小化及び/又は加工能率の最大化を図るものであってもよく、これにより加工条件を最適化しやすい。
【発明の効果】
【0010】
本発明は、デジタルツインを利用して即時性に優れた工具の刃先温度の推定が可能であり、工具寿命の予測や工具の欠損等の検出、刃具の摩耗推定、最適な加工条件の制御等に活用できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
5か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社北川鉄工所
回転装置
4か月前
日東精工株式会社
ねじ締め機
2日前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
22日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
1日前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
8日前
エフ・ピー・ツール株式会社
リーマ
5か月前
キヤノン電子株式会社
加工システム
2か月前
株式会社ダイヘン
多層盛り溶接方法
5か月前
個人
型枠製造装置のフレーム
12日前
日進工具株式会社
エンドミル
5か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
1か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社トヨコー
被膜除去方法
4か月前
大見工業株式会社
ドリル
2か月前
株式会社ツガミ
工作機械
1か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社ダイヘン
溶接装置
3か月前
有限会社 ナプラ
ソルダペースト
3か月前
ビアメカニクス株式会社
レーザ加工装置
2日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ