TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025050471
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023159276
出願日
2023-09-22
発明の名称
回転電機用インサート部材
出願人
TPR株式会社
,
TPR工業株式会社
代理人
弁理士法人秀和特許事務所
主分類
H02K
5/06 20060101AFI20250327BHJP(電力の発電,変換,配電)
要約
【課題】熱伝導性を良好に制御し得るインサート部材を提供する
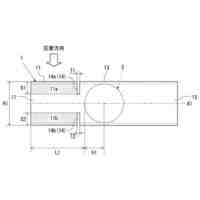
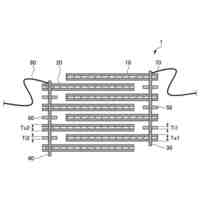
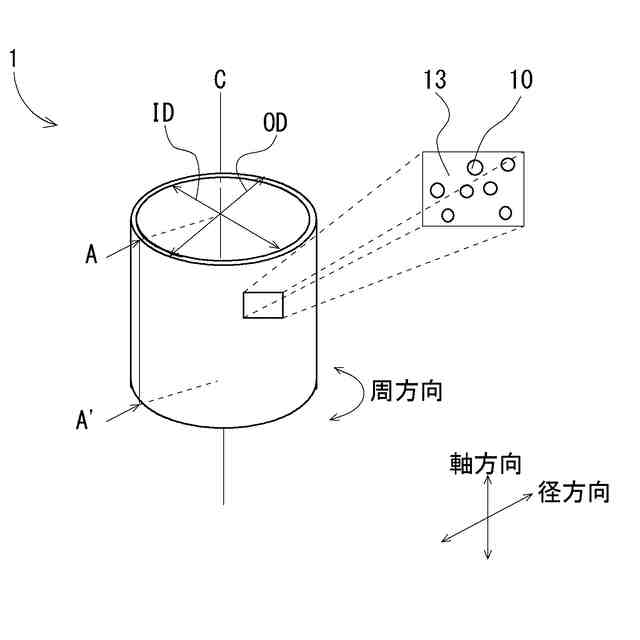
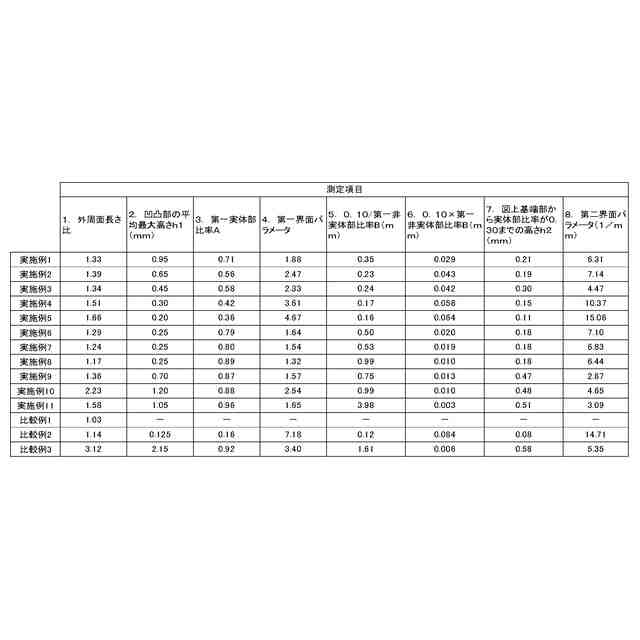
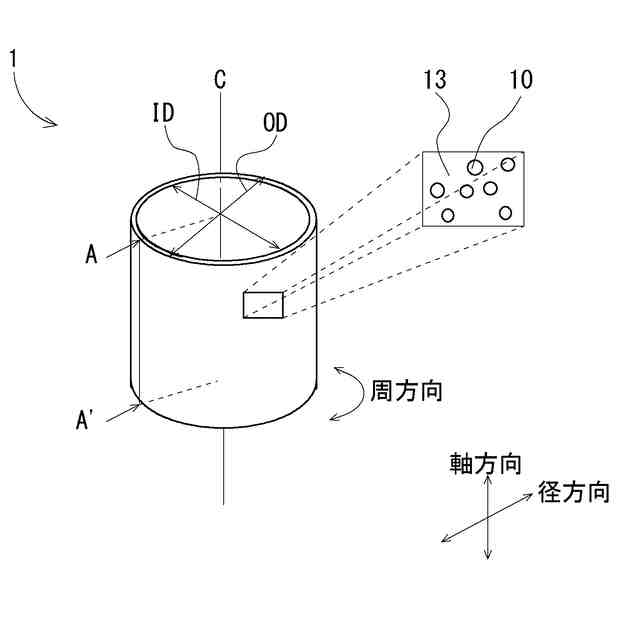
【解決手段】回転電機のアルミニウム合金製モーターケースに鋳込まれる略円筒形状のインサート部材であって、インサート部材の外周面には、複数の凹凸部が形成され、インサート部材を、インサート部材の中心軸を含む仮想平面によりインサート部材を軸方向に沿って、2分割に切断したときに現れる一切断面における、所定の軸方向長さの範囲において、複数の凹凸部の輪郭を含む、外周面の輪郭に沿った線を輪郭線としたとき、輪郭線の長さを、所定の軸方向長さで割った値である外周面長さ比が、1.15以上となる。
【選択図】図1
特許請求の範囲
【請求項1】
回転電機のアルミニウム合金製モーターケースに鋳込まれる略円筒形状のインサート部材であって、
前記インサート部材の外周面には、凹部と凸部とを含む凹凸部が形成され、
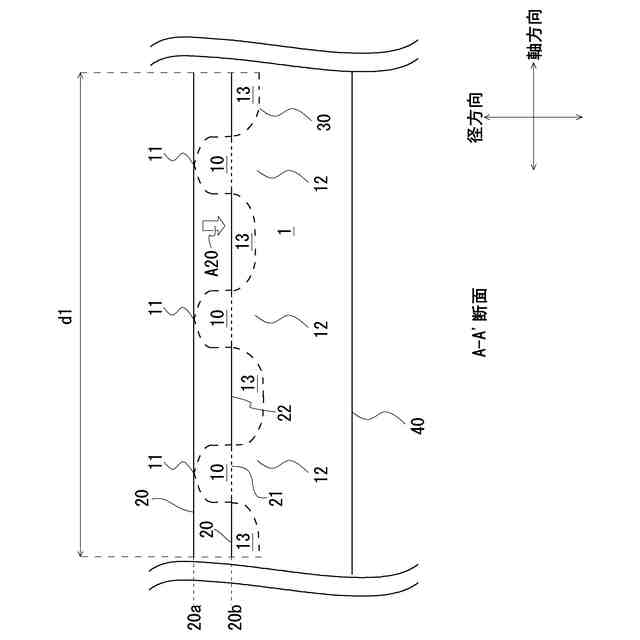
前記インサート部材の中心軸を含む仮想平面により前記インサート部材を軸方向に沿って、2分割に切断したときに前記中心軸の両側に一つずつ現れる切断面のうちの一方である一切断面において、
所定の軸方向長さの範囲における、前記凹凸部の輪郭を含む、前記外周面の輪郭に沿った線を輪郭線としたとき、
前記輪郭線の長さを前記所定の軸方向長さで割った値である外周面長さ比が、1.15以上となる、
回転電機用インサート部材。
続きを表示(約 1,800 文字)
【請求項2】
前記インサート部材は、前記所定の軸方向長さの範囲において、前記インサート部材の内周面と平行な線分を前記一切断面と重ねた際に、前記線分上で前記インサート部材が前記線分に重なる実体部領域と、前記線分上で前記インサート部材が前記線分に重ならない非実体部領域と、を画定し、
前記線分上において、前記所定の軸方向長さの範囲のうち、前記実体部領域の割合を示す値を実体部比率として、
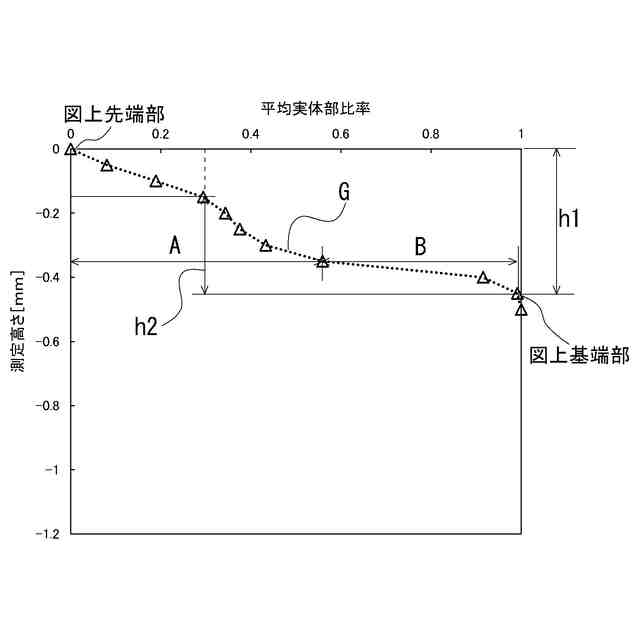
前記インサート部材における前記一切断面において、前記線分を、前記凹凸部において最も突出している前記凸部の先端部から前記凸部の基端部側に向かって、前記凹凸部の高さ方向に沿って所定のピッチで移動させた各測定点の前記実体部比率の値を順にプロットし、横軸に前記実体部比率を表し、縦軸に前記高さ方向における前記先端部からの距離を測定高さとして表した図を実体部集計図として、
複数の前記一切断面に基づいた前記各測定点における前記実体部比率の平均を平均実体部比率として、前記平均実体部比率を順にプロットした前記実体部集計図を平均実体部集計図として、
前記平均実体部集計図において、前記平均実体部比率が0の位置を図上先端部として、前記先端部側から前記基端部側に向かって順にプロットされた前記平均実体部比率が0.98を初めて超えた位置を図上基端部として、
前記図上先端部から前記図上基端部までの距離を前記凹凸部の平均最大高さとしたとき、
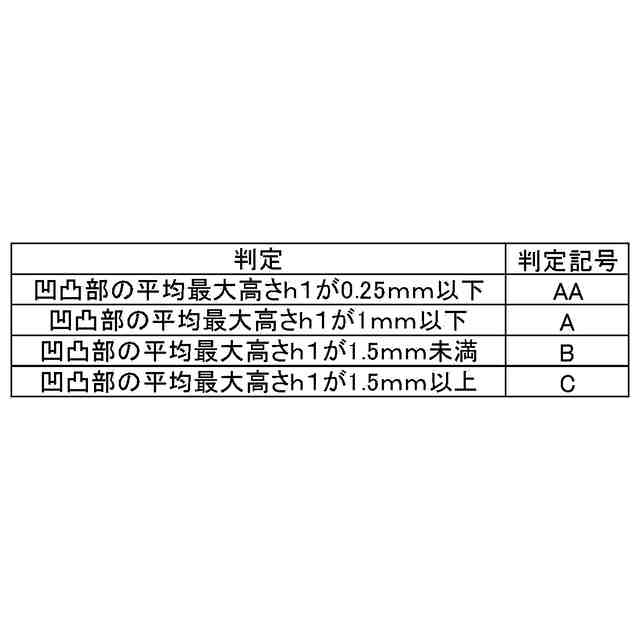
前記凹凸部の平均最大高さが0.15mm以上1.50mm以下である、
請求項1に記載の回転電機用インサート部材。
【請求項3】
前記図上基端部から前記図上先端部側へ高さを0.10mm移動した位置における前記平均実体部比率をAとして、前記外周面長さ比をAで割った値を第一界面パラメータとしたとき、
前記第一界面パラメータが1.30以上である、
請求項2に記載の回転電機用インサート部材。
【請求項4】
前記インサート部材の外径から内径を引いた値の半分を前記インサート部材の厚さとしたとき、
前記インサート部材の厚さが前記インサート部材の外径の0.8%以上である、
請求項1に記載の回転電機用インサート部材。
【請求項5】
前記外周面に、粗面化処理が施されている、
請求項1に記載の回転電機用インサート部材。
【請求項6】
前記インサート部材の前記外周面は、前記軸方向における一部において、前記外周面長さ比が1.15未満である領域と前記第一界面パラメータが1.30未満である領域とのうち少なくも一方を有する、
請求項3に記載の回転電機用インサート部材。
【請求項7】
前記平均実体部集計図において、
前記図上基端部における前記平均実体部比率から、ある前記測定高さにおける前記平均実体部比率を引いた値を平均非実体部比率として、前記図上基端部から前記図上先端部側へ高さを0.10mm移動した位置における前記平均非実体部比率をBとしたとき、
0.10/B≦1.30である、
請求項3に記載の回転電機用インサート部材。
【請求項8】
前記平均実体部集計図において、
前記図上基端部における前記平均実体部比率から、ある前記測定高さにおける前記平均実体部比率を引いた値を平均非実体部比率として、前記図上基端部から前記図上先端部側へ高さを0.10mm移動した位置における前記平均非実体部比率をBとしたとき、
0.10×B≧0.01である、
請求項3に記載の回転電機用インサート部材。
【請求項9】
前記平均実体部集計図において、
前記図上基端部から前記平均実体部比率が0.30の位置までの高さが0.40mm以下である、
請求項3に記載の回転電機用インサート部材。
【請求項10】
前記平均実体部集計図において、
前記外周面長さ比を、前記図上基端部から前記平均実体部比率が0.30の位置までの高さで割った値である第二界面パラメータが、4.00以上である、
請求項3に記載の回転電機用インサート部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転電機用インサート部材に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
一般的に、回転電機のモーターケースの構造部材として、アルミニウム合金が多く用いられている。また、当該モーターケースにおいて、ステータを配置する部分には、強度を補うために、鉄系材料により略円筒形状に形成された高強度部材をインサート部材として使用する場合がある。これに関連して、圧入や鋳込みによりモーターケースと一体化されるインサート部材の外周面に凹凸を設けることが提案されている(例えば、特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0003】
特開2001-169500号公報
特許第6655560号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、鉄系材料で形成されたインサート部材は、モーターケースの構造部材として一般的に多く用いられるアルミニウム合金と比較して熱伝導性に劣る。そのため、インサート部材の外周面に設けられた凹凸によりモーターケースとの接合強度が高められる一方で、ステータ等の発熱体が発する熱を効率的に外部に放熱できず、モーターの出力低下やモーターに使用される磁石の磁力低下を招く虞があった。
【0005】
本発明の技術は、上記した実情に鑑みてなされたものであり、その目的は、インサート部材とモーターケースとの界面における熱伝導性を良好に制御し得るインサート部材を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明の技術は以下の構成を採用した。本発明に係る技術の一側面としての回転電機用インサート部材は、回転電機のアルミニウム合金製モーターケースに鋳込まれる略円筒形状のインサート部材であって、前記インサート部材の外周面には、凹部と凸部とを含む凹凸部が形成され、前記インサート部材の中心軸を含む仮想平面により前記インサート部材を軸方向に沿って、2分割に切断したときに前記中心軸の両側に一つずつ現れる切断面のうちの一方である一切断面において、所定の軸方向長さの範囲における、前記凹凸部の輪郭を含む、前記外周面の輪郭に沿った線を輪郭線としたとき、前記輪郭線の長さを前記所定の軸方向長さで割った値である外周面長さ比が、1.15以上となる。
【0007】
また、前記インサート部材は、前記所定の軸方向長さの範囲において、前記インサート部材の内周面と平行な線分を前記一切断面と重ねた際に、前記線分上で前記インサート部材が前記線分に重なる実体部領域と、前記線分上で前記インサート部材が前記線分に重ならない非実体部領域と、を画定し、前記線分上において、前記所定の軸方向長さの範囲のうち、前記実体部領域の割合を示す値を実体部比率として、前記インサート部材における前記一切断面において、前記線分を、前記凹凸部において最も突出している前記凸部の先端部から前記凸部の基端部側に向かって、前記凹凸部の高さ方向に沿って所定のピッチで移動させた各測定点の前記実体部比率の値を順にプロットし、横軸に前記実体部比率を表
し、縦軸に前記高さ方向における前記先端部からの距離を測定高さとして表した図を実体部集計図として、複数の前記一切断面に基づいた前記各測定点における前記実体部比率の平均を平均実体部比率として、前記平均実体部比率を順にプロットした前記実体部集計図を平均実体部集計図として、前記平均実体部集計図において、前記平均実体部比率が0の位置を図上先端部として、前記先端部側から前記基端部側に向かって順にプロットされた前記平均実体部比率が0.98を初めて超えた位置を図上基端部として、前記図上先端部から前記図上基端部までの距離を前記凹凸部の平均最大高さとしたとき、前記凹凸部の平均最大高さが0.15mm以上1.50mm以下であってもよい。
【0008】
また、前記図上基端部から前記図上先端部側へ高さを0.10mm移動した位置における前記平均実体部比率をAとして、前記外周面長さ比をAで割った値を第一界面パラメータとしたとき、前記第一界面パラメータが1.30以上であってもよい。
【0009】
また、前記インサート部材の外径から内径を引いた値の半分を前記インサート部材の厚さとしたとき、前記インサート部材の厚さが前記インサート部材の外径の0.8%以上であってもよい。
【0010】
また、前記外周面に、粗面化処理が施されていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
TPR株式会社
接続構造
19日前
TPR株式会社
接続構造
1か月前
TPR株式会社
接続構造
3か月前
TPR株式会社
熱電変換モジュール
1か月前
TPR株式会社
熱電変換モジュール
1か月前
TPR株式会社
組糸
1か月前
個人
電源装置
10日前
個人
永久磁石モーター
26日前
個人
バッテリ内蔵直流電源
9日前
オムロン株式会社
電源回路
3日前
オムロン株式会社
電源回路
3日前
個人
移動体を用いる駐車場発電所
1か月前
オムロン株式会社
電源回路
3日前
日産自動車株式会社
電子機器
20日前
トヨタ自動車株式会社
回転子
10日前
エイブリック株式会社
バッテリ装置
27日前
ニデック株式会社
モータの制御方法
17日前
東京応化工業株式会社
発電装置
3日前
井関農機株式会社
充電システム
20日前
大豊工業株式会社
モータ
9日前
トヨタ自動車株式会社
溶接装置
23日前
株式会社ダイヘン
移動装置
1か月前
三菱ケミカル株式会社
電池
26日前
株式会社リコー
拡張アンテナ装置
2日前
愛知電機株式会社
巻線方法および巻線装置
25日前
富士電子工業株式会社
電力変換装置
11日前
株式会社正興電機製作所
地絡確認装置
2日前
株式会社ダイヘン
電力変換装置
25日前
株式会社アイシン
直流回転電機
23日前
株式会社ダイヘン
電力管理装置
18日前
富士電機株式会社
電力変換装置
1か月前
株式会社ミツバ
巻線装置
2日前
ローム株式会社
スナバ回路
1か月前
志幸技研工業株式会社
ケーブル布設工法
9日前
カヤバ株式会社
アクチュエータユニット
9日前
株式会社デンソー
インバータ装置
11日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ