TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079255
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191839
出願日
2023-11-09
発明の名称
音速厚さ測定方法および該装置
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
G01B
17/02 20060101AFI20250514BHJP(測定;試験)
要約
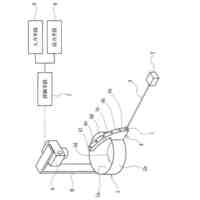
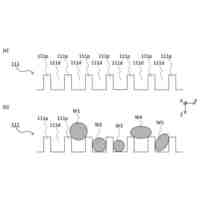
【課題】本発明は、レーザ超音波法でも、音速および厚さを測定できる音速厚さ測定方法および該装置を提供する。
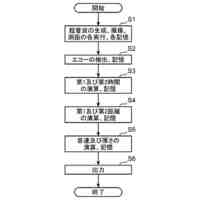
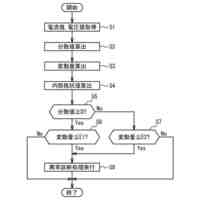
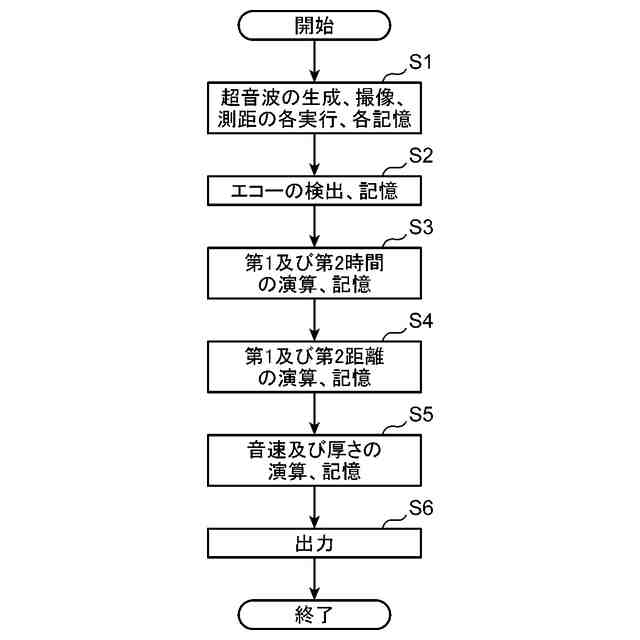
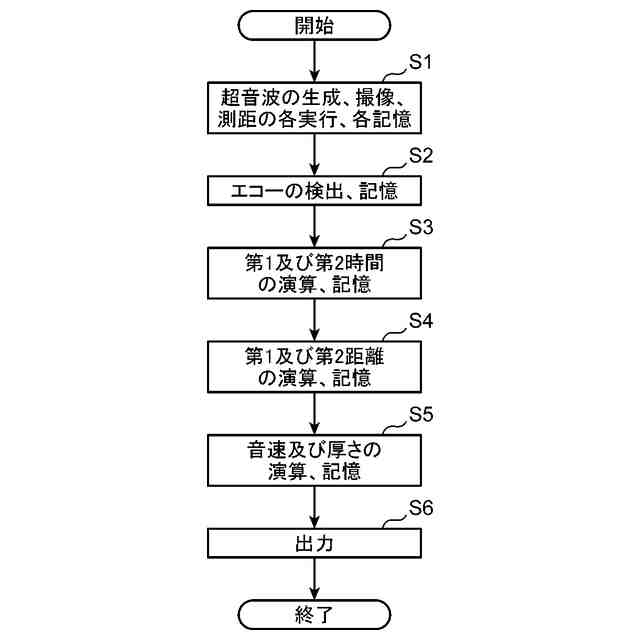
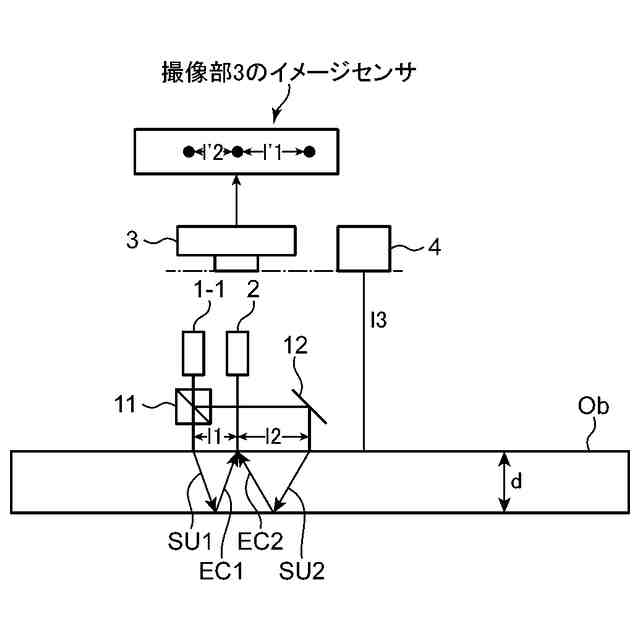
【解決手段】本発明の音速厚さ測定方法は、測定対象の第1および第2点それぞれにパルスレーザ光を照射して第1および第2超音波を生成し(S1)、前記第1および第2点それぞれとの第1および第2距離が異なる第3点における超音波の振動を非接触で検出し(S2)、前記第1超音波の第1生成時点から、裏面で最初に反射した1回目の第1エコーの第1検出時点までの第1時間、および、前記第2超音波の第2生成時点から、前記裏面で最初に反射した1回目の第2エコーの第2検出時点までの第2時間を求め(S3)、前記第1および第2距離、ならびに、前記求めた前記第1および第2時間に基づいて、前記測定対象における音速および厚さを求める(S5)。
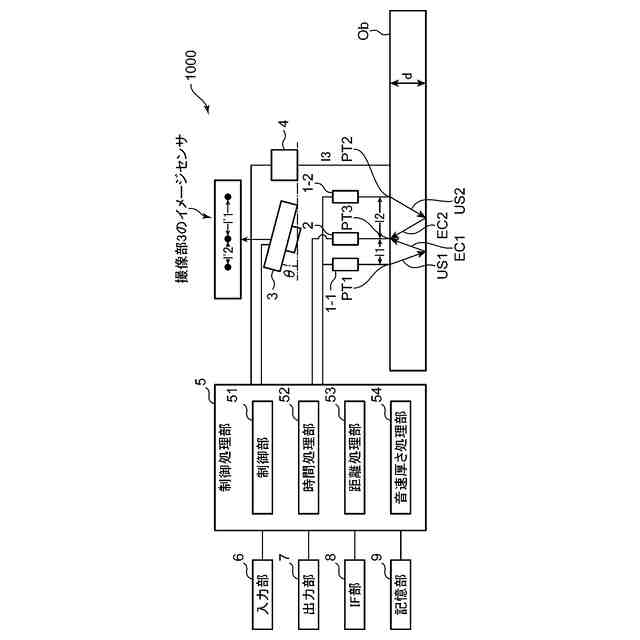
【選択図】図2
特許請求の範囲
【請求項1】
測定対象の平板状部分における表面の互いに異なる第1および第2点それぞれにパルスレーザ光を照射することによって前記第1および第2点それぞれに第1および第2超音波を生成する超音波生成工程と、
前記第1および第2点と異なる第3点であって、前記第1および第2点それぞれとの第1および第2距離の異なる前記第3点における超音波の振動を非接触で検出する超音波検出工程と、
前記超音波生成工程によって前記第1点に前記第1超音波を生成した第1生成時点から、前記第1点で生成した前記第1超音波が前記表面に対向する裏面で最初に反射した1回目の第1エコーを前記超音波検出工程によって検出した第1検出時点までの第1時間、および、前記超音波生成工程によって前記第2点に前記第2超音波を生成した第2生成時点から、前記第2点で生成した前記第2超音波が前記裏面で最初に反射した1回目の第2エコーを前記超音波検出工程によって検出した第2検出時点までの第2時間を求める時間処理工程と、
前記第1および第2距離、ならびに、前記時間処理工程によって求めた前記第1および第2時間に基づいて、前記測定対象の平板状部分における音速および厚さを求める音速厚さ処理工程とを備える、
音速厚さ測定方法。
続きを表示(約 2,400 文字)
【請求項2】
測定対象の平板状部分における表面の第1点にパルスレーザ光を照射することによって前記第1点に超音波を生成する超音波生成工程と、
前記第1点と異なる前記表面の第2点における超音波の第1振動を非接触で検出し、前記第1および第2点と異なる前記表面の第3点であって、前記第1点との間の第2距離が前記第1点と前記第2点との間の第1距離と異なる前記第3点における超音波の第2振動を非接触で検出する超音波検出工程と、
前記超音波生成工程によって前記第1点に前記超音波を生成した生成時点から、前記第1点で生成した前記超音波が前記表面に対向する裏面で最初に反射した1回目の第1エコーを前記超音波検出工程によって前記第2点で検出した第1検出時点までの第1時間、および、前記超音波生成工程によって前記第1点に前記超音波を生成した生成時点から、前記第1点で生成した前記超音波が前記裏面で最初に反射した1回目の第2エコーを前記超音波検出工程によって前記第3点で検出した第2検出時点までの第2時間を求める時間処理工程と、
前記第1および第2距離、ならびに、前記時間処理工程によって求めた前記第1および第2時間に基づいて、前記測定対象の平板状部分における音速および厚さを求める音速厚さ処理工程とを備える、
音速厚さ測定方法。
【請求項3】
測定対象の平板状部分における表面から、前記測定対象の厚さ方向に、第3距離、離間した第4点から、前記第1、第2および第3点を撮像し、撮像結果に基づいて前記第1および第2距離それぞれを求める距離処理工程をさらに備える、
請求項1または請求項2に記載の音速厚さ測定方法。
【請求項4】
前記第3距離を非接触で測定する離間距離測定工程をさらに備える、
請求項3に記載の音速厚さ測定方法。
【請求項5】
前記超音波生成工程は、1個のパルスレーザ光を2個に分け、前記分けた2個のパルスレーザ光それぞれを前記第1および第2点それぞれに照射する、
請求項1に記載の音速厚さ測定方法。
【請求項6】
測定対象の平板状部分における表面の互いに異なる第1および第2点それぞれにパルスレーザ光を照射することによって前記第1および第2点それぞれに第1および第2超音波を生成する超音波生成部と、
前記第1および第2点と異なる第3点であって、前記第1および第2点それぞれとの第1および第2距離の異なる前記第3点における超音波の振動を非接触で検出する超音波検出部と、
前記超音波生成部によって前記第1点に前記第1超音波を生成した第1生成時点から、前記第1点で生成した第1超音波が前記表面に対向する裏面で最初に反射した1回目の第1エコーを前記超音波検出部によって検出した第1検出時点までの第1時間、および、前記超音波生成部によって前記第2点に前記第2超音波を生成した第2生成時点から、前記第2点で生成した第2超音波が前記裏面で最初に反射した1回目の第2エコーを前記超音波検出部によって検出した第2検出時点までの第2時間を求める時間処理部と、
前記第1および第2距離、ならびに、前記時間処理部によって求めた前記第1および第2時間に基づいて、前記測定対象の平板状部分における音速および厚さを求める音速厚さ処理部とを備える、
音速厚さ測定装置。
【請求項7】
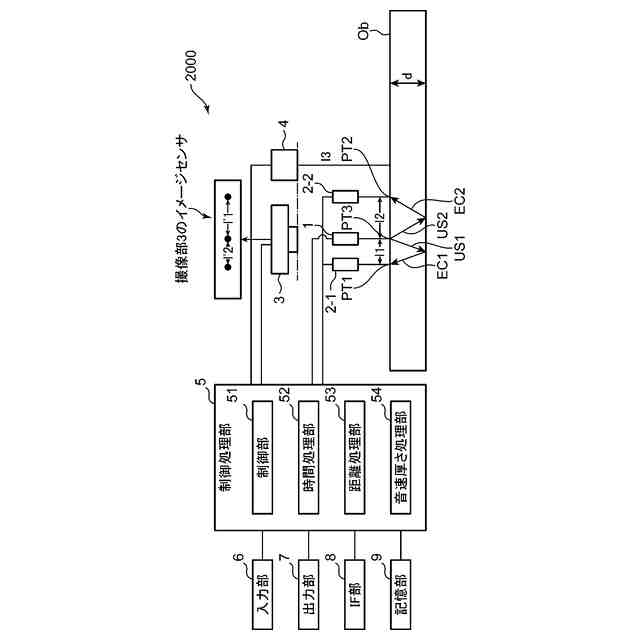
測定対象の平板状部分における表面の第1点にパルスレーザ光を照射することによって前記第1点に超音波を生成する超音波生成部と、
前記第1点と異なる前記表面の第2点における超音波の第1振動を非接触で検出する第1超音波検出部と、
前記第1および第2点と異なる前記表面の第3点であって、前記第1点との間の第2距離が前記第1点と前記第2点との間の第1距離と異なる前記第3点における超音波の第2振動を非接触で検出する第2超音波検出部と、
前記超音波生成部によって前記第1点に前記超音波を生成した生成時点から、前記第1点で生成した前記超音波が前記表面に対向する裏面で最初に反射した1回目の第1エコーを前記第1超音波検出部によって前記第2点で検出した第1検出時点までの第1時間、および、前記超音波生成部によって前記第1点に前記超音波を生成した生成時点から、前記第1点で生成した前記超音波が前記裏面で最初に反射した1回目の第2エコーを前記第2超音波検出部によって前記第3点で検出した第2検出時点までの第2時間を求める時間処理部と、
前記第1および第2距離、ならびに、前記時間処理部によって求めた前記第1および第2時間に基づいて、前記測定対象の平板状部分における音速および厚さを求める音速厚さ処理部とを備える、
音速厚さ測定装置。
【請求項8】
測定対象の平板状部分における表面から、前記測定対象の厚さ方向に、第3距離、離間した第4点から、前記第1、第2および第3点を撮像する撮像部と、
前記撮像部によって撮像した撮像結果に基づいて前記第1および第2距離それぞれを求める距離処理部とをさらに備える、
請求項6または請求項7に記載の音速厚さ測定装置。
【請求項9】
前記第3距離を非接触で測定する離間距離測定部をさらに備える、
請求項8に記載の音速厚さ測定装置。
【請求項10】
前記超音波生成部は、前記パルスレーザ光を照射するレーザ光照射部と、前記レーザ光照射部によって照射された1個のパルスレーザ光を2個に分け、前記分けた2個のパルスレーザ光それぞれを前記第1および第2点それぞれに照射する光分岐部とを備える、
請求項6に記載の音速厚さ測定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、測定対象の平板状部分における音速および厚さを測定する音速厚さ測定方法および音速厚さ測定装置に関する。
続きを表示(約 4,300 文字)
【背景技術】
【0002】
非接触で、測定対象における音速および厚さを測定することには、ニーズがあり、特に、高温等の厳しい環境下での測定となる鉄鋼業界でニーズがある。非接触で音速および厚さを測定する技術は、例えば、特許文献1に開示されている。
【0003】
前記特許文献1に開示された材料の厚さ測定方法は、超音波を材料の厚さ方向に伝搬させ、該超音波の材料底面からの多重底面エコーを検出し、該検出信号から相異なる少なくとも3個の底面エコーの伝搬時間を計測し、該伝搬時間から超音波送・受信位置間の距離と材料の厚さの比に関係する量を求め、この比に関係する量と超音波送・受信位置間の距離の値を用いて材料の厚さを算出する。より具体的には、前記特許文献1では、超音波発生手段と超音波検出手段との間の距離(オフセット量)をsとし、材料厚さをdとし、底面エコーの伝搬時間をtとし、伝搬時間計測におけるトリガー信号と超音波発生時刻との間の時間差をδtとし、音速をVとした場合に、V×(t-δt)=2×(d
2
+(s/2)
2
)
1/2
の関係があり、3個の底面エコーの伝搬時間t2、t4、t6それぞれについて求められる前記関係を連立させて前記材料厚さdが求められている。したがって、前記特許文献1には、直接、言及はないが、前記関係に基づき音速および厚さを求めることができる。
【先行技術文献】
【特許文献】
【0004】
特開2003-279340号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、非接触で超音波を送受信する方法として、例えば、電磁超音波法およびレーザ超音波法が知られている。前記電磁超音波法は、その探触子と測定対象との間における伝播効率が小さいため、前記探触子を測定対象に近接させ、前記探触子を大型化する必要がある。前記探触子を大型化すると、前記特許文献1では、前記オフセット量sが大きくなり、底面エコ-を、並置される前記超音波発生手段および前記超音波検出手段における前記超音波発生手段で受信せずに、前記超音波検出手段で受信するためには、測定対象の厚さが所定値以上である必要がある。したがって、前記所定値未満の厚さの測定対象を測定することができない。一方、前記レーザ超音波法は、その探触子と測定対象とを近接させる必要は必ずしも無く、前記オフセット量sも小さくすることが可能であるが、前記特許文献1では、3個の底面エコーを受信する必要がある。2個目の底面エコーや3個目の底面エコーは、1個目の底面エコーに較べ、減衰により強度(振幅)が低下し、識別し難く、測定対象の振動等によるノイズと2個目の底面エコーや3個目の底面エコーとを識別する必要もある。特に、高温環境下では、減衰が大きく、3個目の底面エコーが受信できない場合も生じ得る。
【0006】
本発明は、上述の事情に鑑みて為された発明であり、その目的は、レーザ超音波法でも、音速および厚さを測定できる音速厚さ測定方法および音速厚さ測定装置を提供することである。
【課題を解決するための手段】
【0007】
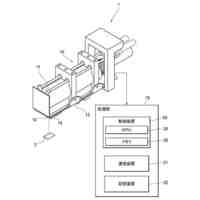
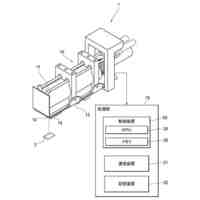
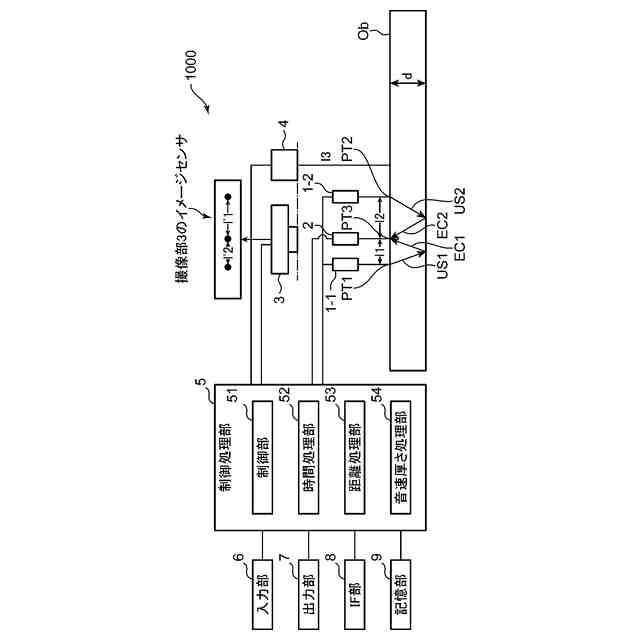
本発明者は、種々検討した結果、上記目的は、以下の本発明により達成されることを見出した。すなわち、本発明の一態様にかかる音速厚さ測定方法は、測定対象の平板状部分における表面の互いに異なる第1および第2点それぞれにパルスレーザ光を照射することによって前記第1および第2点それぞれに第1および第2超音波を生成する超音波生成工程と、前記第1および第2点と異なる第3点であって、前記第1および第2点それぞれとの第1および第2距離の異なる前記第3点における超音波の振動を非接触で検出する超音波検出工程と、前記超音波生成工程によって前記第1点に前記第1超音波を生成した第1生成時点から、前記第1点で生成した前記第1超音波が前記表面に対向する裏面で最初に反射した1回目の第1エコーを前記超音波検出工程によって検出した第1検出時点までの第1時間、および、前記超音波生成工程によって前記第2点に前記第2超音波を生成した第2生成時点から、前記第2点で生成した前記第2超音波が前記裏面で最初に反射した1回目の第2エコーを前記超音波検出工程によって検出した第2検出時点までの第2時間を求める時間処理工程と、前記第1および第2距離、ならびに、前記時間処理工程によって求めた前記第1および第2時間に基づいて、前記測定対象の平板状部分における音速および厚さを求める音速厚さ処理工程とを備える。本発明の他の一態様にかかる音速厚さ測定装置は、測定対象の平板状部分における表面の互いに異なる第1および第2点それぞれにパルスレーザ光を照射することによって前記第1および第2点それぞれに第1および第2超音波を生成する超音波生成部と、前記第1および第2点と異なる第3点であって、前記第1および第2点それぞれとの第1および第2距離の異なる前記第3点における超音波の振動を非接触で検出する超音波検出部と、前記超音波生成部によって前記第1点に前記第1超音波を生成した第1生成時点から、前記第1点で生成した前記第1超音波が前記表面に対向する裏面で最初に反射した1回目の第1エコーを前記超音波検出部によって検出した第1検出時点までの第1時間、および、前記超音波生成部によって前記第2点に前記第2超音波を生成した第2生成時点から、前記第2点で生成した前記第2超音波が前記裏面で最初に反射した1回目の第2エコーを前記超音波検出部によって検出した第2検出時点までの第2時間を求める時間処理部と、前記第1および第2距離、ならびに、前記時間処理部によって求めた前記第1および第2時間に基づいて、前記測定対象の平板状部分における音速および厚さを求める音速厚さ処理部とを備える。好ましくは、上述の音速厚さ測定方法および該装置において、前記第1生成時点と前記第2生成時点とは、第1および第2点それぞれにパルスレーザ光を同期して照射することによって、互いに一致する時点である。本発明の他一態様にかかる音速厚さ測定方法は、測定対象の平板状部分における表面の第1点にパルスレーザ光を照射することによって前記第1点に超音波を生成する超音波生成工程と、前記第1点と異なる前記表面の第2点における超音波の第1振動を非接触で検出し、前記第1および第2点と異なる前記表面の第3点であって、前記第1点との間の第2距離が前記第1点と前記第2点との間の第1距離と異なる前記第3点における超音波の第2振動を非接触で検出する超音波検出工程と、前記超音波生成工程によって前記第1点に前記超音波を生成した生成時点から、前記第1点で生成した前記超音波が前記表面に対向する裏面で最初に反射した1回目の第1エコーを前記超音波検出工程によって前記第2点で検出した第1検出時点までの第1時間、および、前記超音波生成工程によって前記第1点に前記超音波を生成した生成時点から、前記第1点で生成した前記超音波が前記裏面で最初に反射した1回目の第2エコーを前記超音波検出工程によって前記第3点で検出した第2検出時点までの第2時間を求める時間処理工程と、前記第1および第2距離、ならびに、前記時間処理工程によって求めた前記第1および第2時間に基づいて、前記測定対象の平板状部分における音速および厚さを求める音速厚さ処理工程とを備える。本発明の他の一態様にかかる音速厚さ測定装置は、測定対象の平板状部分における表面の第1点にパルスレーザ光を照射することによって前記第1点に超音波を生成する超音波生成部と、前記第1点と異なる前記表面の第2点における超音波の第1振動を非接触で検出する第1超音波検出部と、前記第1および第2点と異なる前記表面の第3点であって、前記第1点との間の第2距離が前記第1点と前記第2点との間の第1距離と異なる前記第3点における超音波の第2振動を非接触で検出する第2超音波検出部と、前記超音波生成部によって前記第1点に前記超音波を生成した生成時点から、前記第1点で生成した前記超音波が前記表面に対向する裏面で最初に反射した1回目の第1エコーを前記第1超音波検出部によって前記第2点で検出した第1検出時点までの第1時間、および、前記超音波生成部によって前記第1点に前記超音波を生成した生成時点から、前記第1点で生成した前記超音波が前記裏面で最初に反射した1回目の第2エコーを前記第2超音波検出部によって前記第3点で検出した第2検出時点までの第2時間を求める時間処理部と、前記第1および第2距離、ならびに、前記時間処理部によって求めた前記第1および第2時間に基づいて、前記測定対象の平板状部分における音速および厚さを求める音速厚さ処理部とを備える。
【0008】
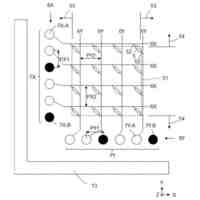
このような音速厚さ測定方法および該装置は、第1ないし第3点の幾何学的関係と第1および第2時間との間に、後述のように、音速および厚さに関する式1および式2の連立方程式が成立するので、パルスレーザ光により生成した超音波の1回目のエコーの検出で音速および厚さを求めることができる。したがって、上記音速厚さ測定方法および該装置は、レーザ超音波法でも、音速および厚さを測定できる。
【0009】
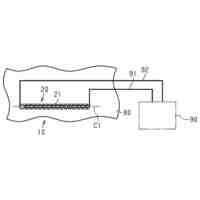
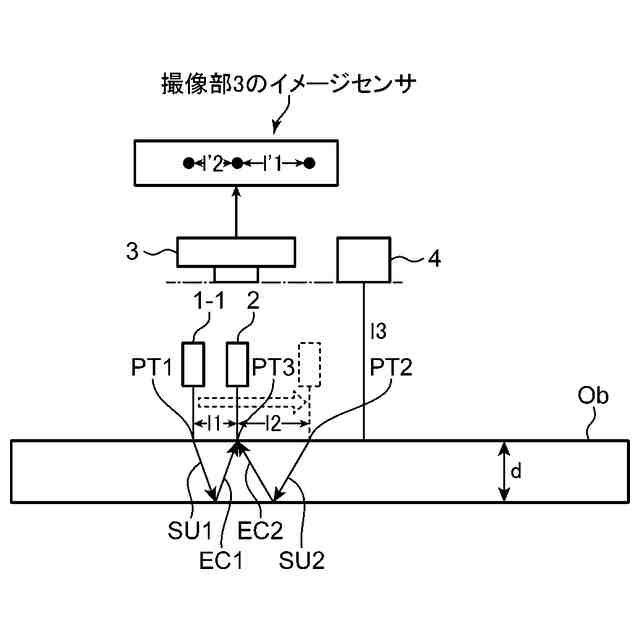
他の一態様では、これら上述の音速厚さ測定方法において、測定対象の平板状部分における表面から、前記測定対象の厚さ方向に、第3距離、離間した第4点から、前記第1、第2および第3点を撮像し、撮像結果に基づいて前記第1および第2距離それぞれを求める距離処理工程をさらに備える。他の一態様では、これら上述の音速厚さ測定装置において、測定対象の平板状部分における表面から、前記測定対象の厚さ方向に、第3距離、離間した第4点から、前記第1、第2および第3点を撮像する撮像部と、前記撮像部によって撮像した撮像結果に基づいて前記第1および第2距離それぞれを求める距離処理部とをさらに備える。
【0010】
このような音速厚さ測定方法および該装置は、第1、第2および第3点を求めて第1および第2距離を求めるので、前記第1および第2距離を予め求めておく必要が無く、精度良く音速および厚さを測定できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
音速厚さ測定方法および該装置
1日前
日本精機株式会社
表示装置
8日前
日本精機株式会社
アセンブリ
14日前
株式会社エビス
水準器
7日前
個人
準結晶の解析方法
14日前
株式会社豊田自動織機
自動走行体
13日前
個人
浸透探傷試験方法
3日前
株式会社不二越
塵埃噴射装置
2日前
日本碍子株式会社
ガスセンサ
7日前
トヨタ自動車株式会社
制御装置
3日前
株式会社東芝
センサ
2日前
GEE株式会社
光学特性測定装置
13日前
日本特殊陶業株式会社
ガスセンサ
2日前
日本特殊陶業株式会社
ガスセンサ
14日前
日本特殊陶業株式会社
ガスセンサ
1日前
株式会社不二越
X線測定装置
8日前
TDK株式会社
アレイセンサ
3日前
株式会社TISM
センサ部材
13日前
株式会社不二越
X線測定装置
8日前
株式会社小糸製作所
物体検知システム
14日前
TDK株式会社
計測装置
8日前
エスペック株式会社
温度槽及び試験方法
9日前
個人
簡易・迅速タンパク質検出装置および方法
3日前
TDK株式会社
温度センサ
6日前
栗田工業株式会社
水処理システム
6日前
アンリツ株式会社
機器及びフィルタ
14日前
株式会社 システムスクエア
検査選別装置
3日前
Astemo株式会社
電子制御装置
10日前
ローム株式会社
加速度センサ
3日前
トヨタ自動車株式会社
バッテリ異常診断装置
13日前
三菱重工業株式会社
中空試験片
6日前
株式会社日立ハイテクサイエンス
X線分析装置
10日前
アークレイ株式会社
分析装置
8日前
東洋紡株式会社
測定試料希釈液および免疫測定キット
10日前
富士電機株式会社
レーザ式ガス分析装置
今日
株式会社ナガセインテグレックス
水準器
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ