TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025082670
公報種別
公開特許公報(A)
公開日
2025-05-29
出願番号
2023196162
出願日
2023-11-17
発明の名称
部材、部材の製造方法、及び機器
出願人
キヤノン株式会社
代理人
弁理士法人近島国際特許事務所
主分類
G02B
7/02 20210101AFI20250522BHJP(光学)
要約
【課題】部材の良好な制度を得ること。
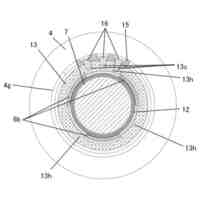
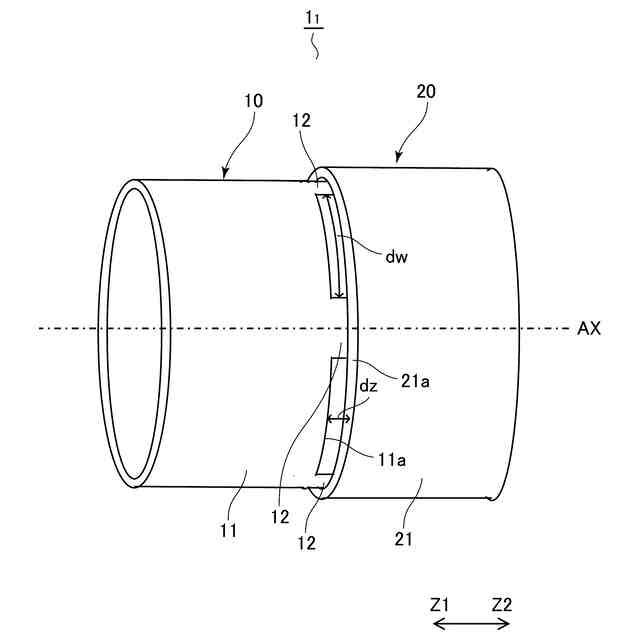
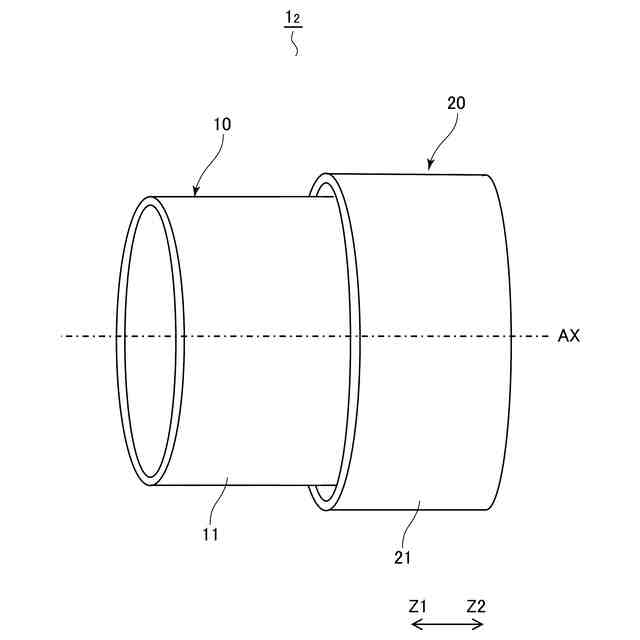
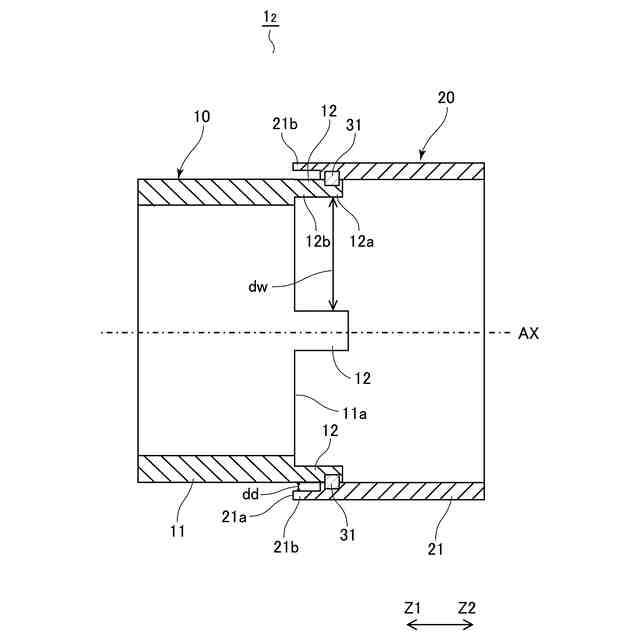
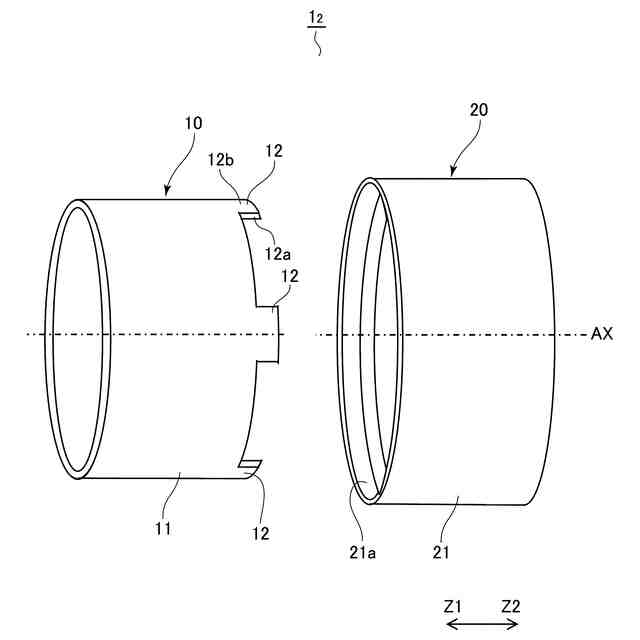
【解決手段】部材(1
1
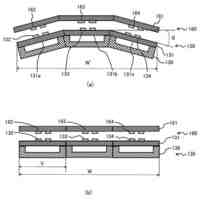
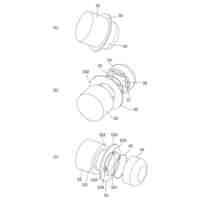
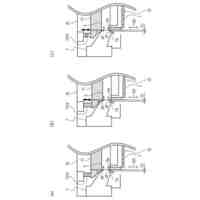
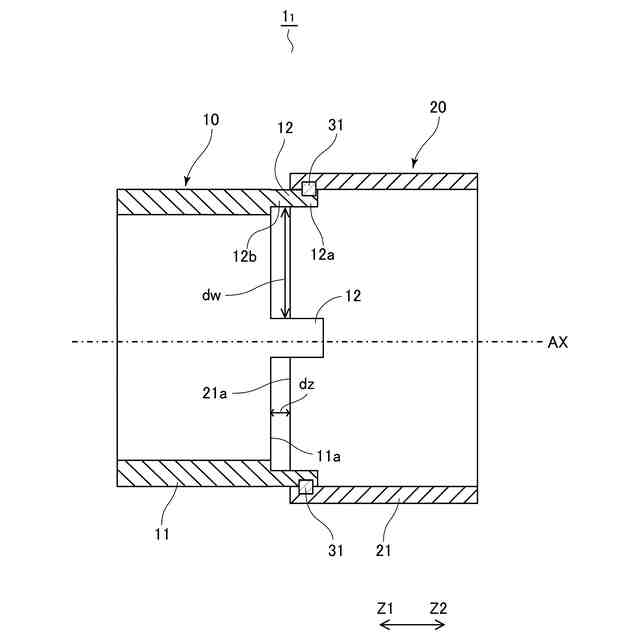
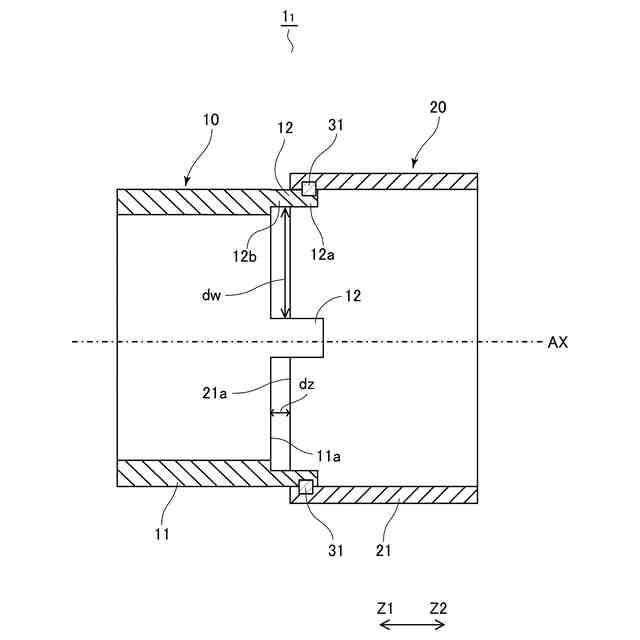
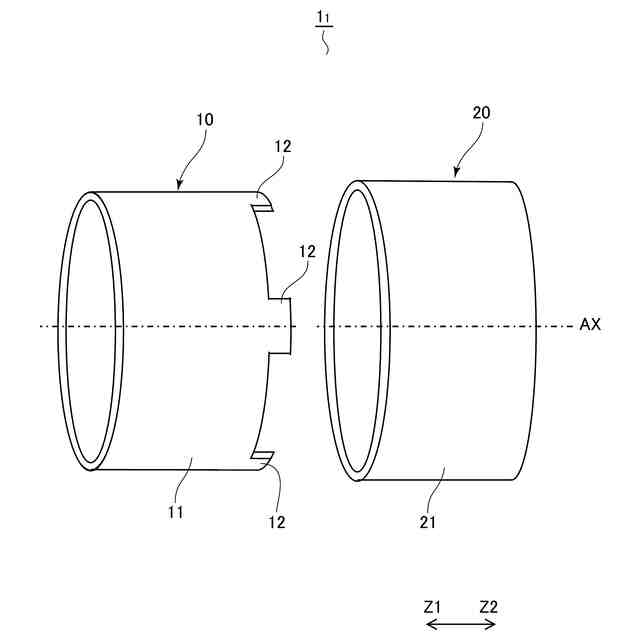
)は、筒状に形成された筒部(11)を有する第1筒部品(10)と、筒状に形成され、第1筒部品(11)と同軸上に配置される筒部(21)を有する第2筒部品(20)と、を備え、第1筒部品(10)及び第2筒部品(20)の一方又は両方は、筒部(11)の一端から軸方向に突出し、かつ周方向に隙間を空けて配置される複数の突出部(12)を有し、複数の突出部(12)のそれぞれが第1筒部品(10)又は第2筒部品(20)に接合されることで、第1筒部品と第2筒部品とが接合される。
【選択図】図2
特許請求の範囲
【請求項1】
筒状に形成された筒部を有する第1筒部品と、
筒状に形成され、前記第1筒部品と同軸上に配置される筒部を有する第2筒部品と、を備え、
前記第1筒部品及び前記第2筒部品の一方又は両方は、前記筒部の一端から軸方向に突出し、かつ周方向に隙間を空けて配置される複数の突出部を有し、
前記複数の突出部のそれぞれが前記第1筒部品又は前記第2筒部品に接合されることで、前記第1筒部品と前記第2筒部品とが接合された、
ことを特徴とする部材。
続きを表示(約 700 文字)
【請求項2】
前記複数の突出部のそれぞれは、前記第1筒部品の筒部から突出するように形成された、
ことを特徴とする請求項1に記載の部材。
【請求項3】
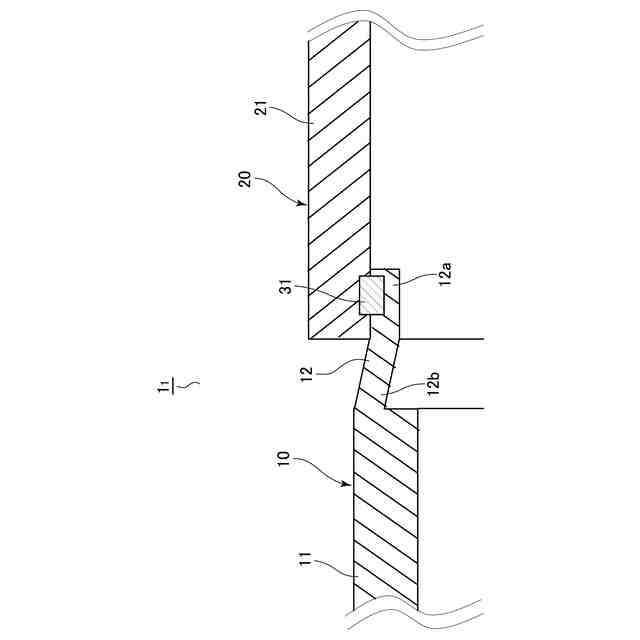
前記複数の突出部のそれぞれは、先端部が前記第2筒部品に接合され、根元部が前記第2筒部品に対して離間している、
ことを特徴とする請求項2に記載の部材。
【請求項4】
前記根元部は、前記第2筒部品に対して軸方向に離間している、
ことを特徴とする請求項3に記載の部材。
【請求項5】
前記根元部は、前記第2筒部品に対して内外周方向に離間している、
ことを特徴とする請求項3に記載の部材。
【請求項6】
前記第2筒部品は、連続炭素繊維強化樹脂成形体である、
ことを特徴とする請求項2に記載の部材。
【請求項7】
前記複数の突出部のそれぞれは、内外周方向において前記筒部の厚みよりも厚みが薄く形成されている、
ことを特徴とする請求項1に記載の部材。
【請求項8】
前記第1筒部品の筒部及び前記第2筒部品の筒部は、円筒形状である、
ことを特徴とする請求項1に記載の部材。
【請求項9】
前記第1筒部品及び前記第2筒部品は、線膨張係数が異なる、
ことを特徴とする請求項1に記載の部材。
【請求項10】
前記第1筒部品及び前記第2筒部品の主成分は、同一樹脂材料である、
ことを特徴とする請求項1に記載の部材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、2つの部品を接合した部材、部材の製造方法、及び機器に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
例えばデジタルカメラの交換式レンズにおける焦点距離が300mm以上ある望遠レンズは、鏡筒がアルミニウム合金やマグネシウム合金が採用されていて重量が重い。このような望遠レンズでは、持ち運び易さや写真撮影時の操作性向上の観点から、高強度で軽量な望遠レンズが要望されている。そのため、軽量化を目的とし、熱可塑性樹脂、例えば高強度を目的として炭素繊維を含有した炭素繊維強化樹脂を、鏡筒やフードに用いたものの開発が進められている。
【0003】
鏡筒やフードには、他部品との取付けを行うための複雑な形状が必要で、1部品でその形状を製造することは難しい。そのため、複数の樹脂部品を組み合わせて鏡筒やフードのような筒状の接合部材を製造するものが提案されている(特許文献1参照)。この特許文献1のものは、連続炭素繊維及び熱可塑性樹脂で構成された筒状の部品を金型にインサートし、高温の熱可塑性樹脂を金型に流して筒状の樹脂成型品を形成しつつ接合することで、2つの筒状の部品が一体に接合された接合部材を製造している。
【先行技術文献】
【特許文献】
【0004】
特開2019-194018号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、例えば交換式レンズ等でズームやピント調整のために摺動する部品には、高精度の真円度が求められる。しかしながら、上記特許文献1のような接合部材においては、連続炭素繊維及び熱可塑性樹脂で構成された筒状の部品と、筒状の樹脂成型品と、を接合して構成しているため、それら2つの部品の線膨張係数が異なる場合がある。このような線膨張係数が異なる2つの部品を接合した接合部材では、環境温度の変化により線膨張係数が高い方が膨張又は収縮する際に線膨張係数が低い方に拘束されて不均一に変形し、真円度が悪化するという問題がある。また、例えば接合部材において2つの部品の線膨張係数が同じ場合でも、一方の部品の真円度が悪い場合がある。この場合には、他方の部品が真円度の良い部品であっても、2つの部品を接合することで変形してしまい、接合部材としての真円度が悪化するという問題がある。なお、接合部材が、円筒形状ではなく、例えば断面視で多角形のような筒形状であっても、膨張率の違いや精度の違いにより、接合部材としての形状の精度が悪化するという問題は同様である。
【0006】
そこで本発明は、良好な精度を得ることが可能な部材、部材の製造方法、及び機器を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
本発明の一態様は、筒状に形成された筒部を有する第1筒部品と、筒状に形成され、前記第1筒部品と同軸上に配置される筒部を有する第2筒部品と、を備え、前記第1筒部品及び前記第2筒部品の一方又は両方は、前記筒部の一端から軸方向に突出し、かつ周方向に隙間を空けて配置される複数の突出部を有し、前記複数の突出部のそれぞれが前記第1筒部品又は前記第2筒部品に接合されることで、前記第1筒部品と前記第2筒部品とが接合された、ことを特徴とする部材である。
【0008】
本発明の一態様は、筒状に形成された筒部を有する第1筒部品と、筒状に形成され、前記第1筒部品と同軸上に配置される筒部を有する第2筒部品と、を接合して部材を製造する製造方法において、前記第1筒部品及び前記第2筒部品の一方又は両方に、前記筒部の一端から軸方向に突出し、かつ周方向に隙間を空けて配置される複数の突出部を設けるように形成する形成工程と、前記複数の突出部のそれぞれを前記第1筒部品又は前記第2筒部品に接合する接合工程と、を備えた、ことを特徴とする部材の製造方法である。
【0009】
本発明の一態様は、ベース部品と、筒状に形成され、第1端面を有する筒部を有し、前記ベース部品に支持された第1筒部品と、筒状に形成され、第2端面を有する筒部を有し、前記第1筒部品より線膨張係数が高い材料により形成され、前記ベース部品に支持された第2筒部品と、を備え、前記第1筒部品の筒部及び前記第2筒部品の筒部の一方は、前記第1端面又は前記第2端面から突出する凸部を有し、前記第1筒部品の筒部及び前記第2筒部品の筒部の他方は、前記第1端面又は前記第2端面より凹み、かつ前記凸部に少なくとも2箇所で接触する凹部を有し、前記第1筒部品と前記第2筒部品とは、温度変化により前記ベース部品及び前記第2筒部品が前記第1筒部品に対して相対的に膨張又は収縮する場合に、前記第1端面及び前記第2端面が対向する対向方向に対して相対移動可能となるように、前記第1端面と前記第2端面との間に第1隙間が形成された状態で接合され、かつ、前記凸部と前記凹部とが、一方が他方に対して相対的に膨張又は収縮することで、前記第1端面及び前記第2端面が前記対向方向に相対移動されても接触状態を維持するように接合されている、ことを特徴とする部材である。
【0010】
本発明の一態様は、ベース部品と、筒状に形成され、第1端面を有する筒部を有し、前記ベース部品に支持された第1筒部品と、筒状に形成され、第2端面を有する筒部を有し、前記第1筒部品より線膨張係数が高い材料により形成され、前記ベース部品に支持された第2筒部品と、を備え、前記第1筒部品の筒部及び前記第2筒部品の筒部の一方は、前記第1端面又は前記第2端面から突出する凸部を有し、前記第1筒部品の筒部及び前記第2筒部品の筒部の他方は、前記第1端面又は前記第2端面より凹み、かつ前記凸部に少なくとも2箇所で接触する凹部を有する部材を製造する製造方法において、前記第1筒部品と前記第2筒部品とを、温度変化により前記ベース部品及び前記第2筒部品が前記第1筒部品に対して相対的に膨張又は収縮する場合に、前記第1端面及び前記第2端面が対向する対向方向に対して相対移動可能となるように、前記第1端面と前記第2端面との間に第1隙間が形成された状態で接合し、かつ、前記凸部と前記凹部とが、一方が他方に対して相対的に膨張又は収縮することで、前記第1端面及び前記第2端面が前記対向方向に相対移動されても接触状態を維持するように接合する接合工程を備えた、ことを特徴とする部材の製造方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
キヤノン株式会社
撮像装置
4日前
キヤノン株式会社
通信装置
5日前
キヤノン株式会社
撮像装置
8日前
キヤノン株式会社
現像装置
17日前
キヤノン株式会社
現像装置
17日前
キヤノン株式会社
記録装置
5日前
キヤノン株式会社
撮像装置
8日前
キヤノン株式会社
通信装置
17日前
キヤノン株式会社
清掃装置
16日前
キヤノン株式会社
撮像装置
16日前
キヤノン株式会社
現像装置
17日前
キヤノン株式会社
光走査装置
10日前
キヤノン株式会社
画像処理装置
18日前
キヤノン株式会社
静電捕集装置
16日前
キヤノン株式会社
液体吐出装置
18日前
キヤノン株式会社
冊子作製装置
4日前
キヤノン株式会社
画像形成装置
5日前
キヤノン株式会社
画像形成装置
2日前
キヤノン株式会社
画像形成装置
5日前
キヤノン株式会社
画像形成装置
16日前
キヤノン株式会社
情報処理装置
18日前
キヤノン株式会社
画像形成装置
18日前
キヤノン株式会社
画像形成装置
11日前
キヤノン株式会社
画像形成装置
11日前
キヤノン株式会社
記録素子基板
3日前
キヤノン株式会社
撮像システム
11日前
キヤノン株式会社
画像形成装置
10日前
キヤノン株式会社
静電捕集装置
16日前
キヤノン株式会社
画像形成装置
10日前
キヤノン株式会社
画像形成装置
16日前
キヤノン株式会社
画像形成装置
15日前
キヤノン株式会社
画像形成装置
9日前
キヤノン株式会社
画像処理装置
9日前
キヤノン株式会社
撮影システム
9日前
キヤノン株式会社
画像形成装置
8日前
キヤノン株式会社
画像形成装置
8日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ