TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086884
公報種別
公開特許公報(A)
公開日
2025-06-09
出願番号
2024201527
出願日
2024-11-19
発明の名称
混練機の軸受構造
出願人
株式会社神戸製鋼所
代理人
弁理士法人ATEN
主分類
B01F
35/30 20220101AFI20250602BHJP(物理的または化学的方法または装置一般)
要約
【課題】シール材の交換を容易にして、メンテナンス性を向上させることが可能な混練機の軸受構造を提供する。
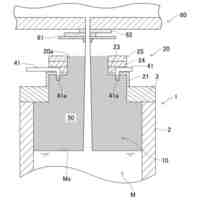
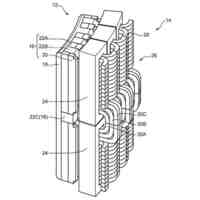
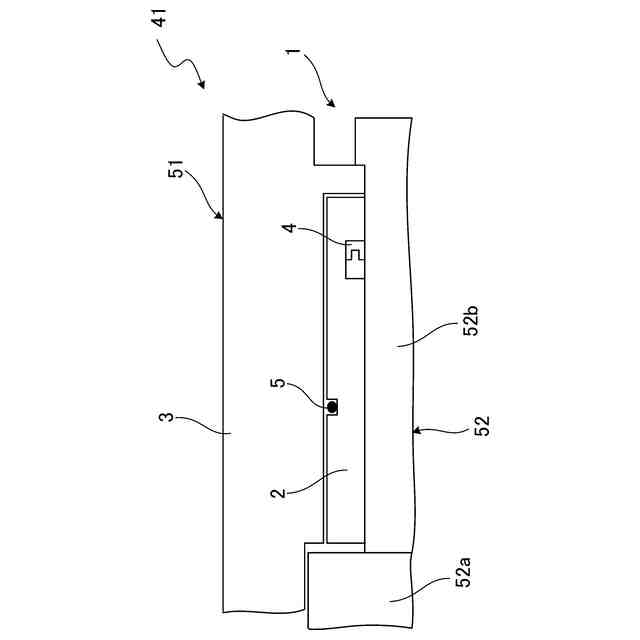
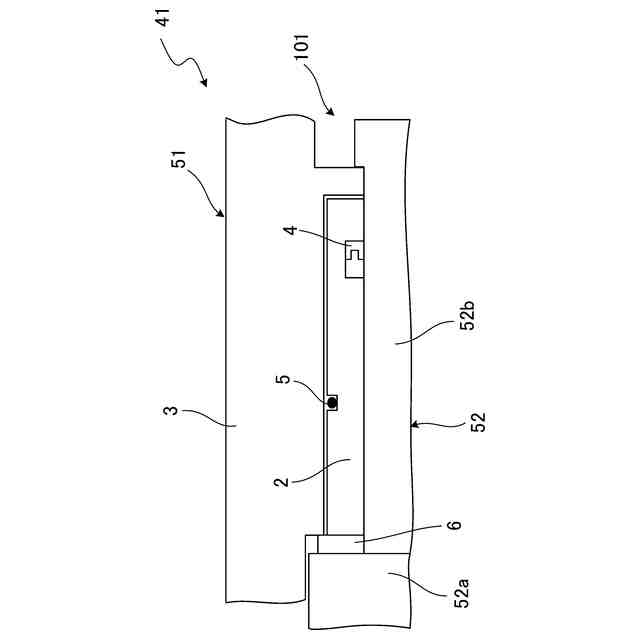
【解決手段】混練機41のチャンバ51内に着脱可能に設けられ、チャンバ51内に設けられたロータ52のロータ軸52bを回転可能に支持する軸受部2と、チャンバ51内において、軸受部2を挟んでロータ軸52bとは反対側に設けられ、軸受部2を支持する固定部3と、軸受部2に設けられ、軸受部2とロータ軸52bとの隙間をシールするシール材4と、軸受部2と固定部3との隙間をシールするOリング5と、を有する。ロータ52のロータ本体52aをロータ軸52bから分離可能である。ロータ本体52aがロータ軸52bから分離された際に、固定部3とロータ軸52bとの間から軸受部2をロータ52の軸方向に挿抜可能になる。
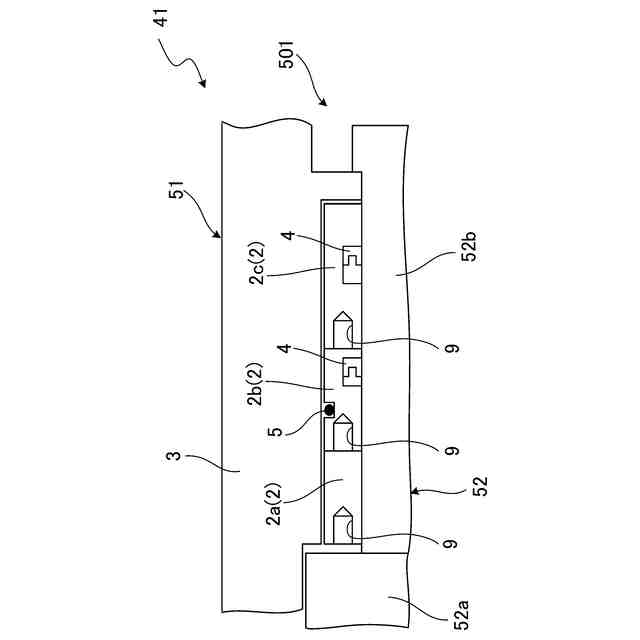
【選択図】図3
特許請求の範囲
【請求項1】
超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練を行う混練機の軸受構造であって、
前記混練機のチャンバ内に着脱可能に設けられ、前記チャンバ内に設けられたロータのロータ軸を回転可能に支持する軸受部と、
前記チャンバ内において、前記軸受部を挟んで前記ロータ軸とは反対側に設けられ、前記軸受部を支持する固定部と、
前記軸受部に設けられ、前記軸受部と前記ロータ軸との隙間をシールする第1シール材と、
前記軸受部と前記固定部との隙間をシールする第2シール材と、を有し、
前記ロータのロータ本体を前記ロータ軸から分離可能であり、
前記ロータ本体が前記ロータ軸から分離された際に、前記固定部と前記ロータ軸との間から前記軸受部を前記ロータの軸方向に挿抜可能になることを特徴とする混練機の軸受構造。
続きを表示(約 1,100 文字)
【請求項2】
前記軸受部における前記ロータ本体側の端部に設けられ、前記ロータの径方向における厚みが前記軸受部よりも厚い突出部を有し、
前記突出部は、前記固定部と前記ロータ軸との間に前記軸受部が挿入された際に、前記軸方向において前記固定部よりも前記ロータ本体側に突出することを特徴とする請求項1に記載の混練機の軸受構造。
【請求項3】
前記軸受部における前記ロータ本体側の端部の外周面に形成された雄ねじ部と、
前記固定部の内周面に形成され、前記雄ねじ部と螺合可能な雌ねじ部と、を有することを特徴とする請求項1に記載の混練機の軸受構造。
【請求項4】
前記軸受部における前記ロータ本体側の端部に設けられた、強磁性の強磁性部を有することを特徴とする請求項1に記載の混練機の軸受構造。
【請求項5】
前記軸受部における前記ロータ本体側の端部に、前記軸方向に形成されたねじ穴を有することを特徴とする請求項1に記載の混練機の軸受構造。
【請求項6】
前記軸受部は、前記軸方向に複数設けられていることを特徴とする請求項1又は2に記載の混練機の軸受構造。
【請求項7】
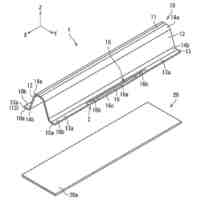
複数の前記軸受部と前記ロータ軸との間に設けられ、前記ロータ軸から前記ロータ本体が分離された際に、前記軸方向に抜き出されることで、前記固定部と前記ロータ軸との間から複数の前記軸受部をまとめて抜き出すことが可能なスリーブを有することを特徴とする請求項6に記載の混練機の軸受構造。
【請求項8】
前記スリーブは、
前記軸方向に延在するスリーブ本体と、
前記軸方向において、複数の前記軸受部に対して前記ロータ本体とは反対側に配置され、前記スリーブ本体の端部から前記固定部の方に突出したスリーブ突出部と、を有し、
前記固定部と前記ロータ軸との間に複数の前記軸受部および前記スリーブが挿入された際に、前記軸方向に隣り合う前記軸受部と前記スリーブ突出部との間に隙間が形成されることを特徴とする請求項7に記載の混練機の軸受構造。
【請求項9】
前記軸受部には、前記軸受部の前記ロータ軸側の隙間をシールする第1パイルシールが、前記第1シール材よりも前記ロータ本体側に設けられていることを特徴とする請求項1~5の何れか1項に記載の混練機の軸受構造。
【請求項10】
前記軸受部には、前記軸受部の前記固定部側の隙間をシールする第2パイルシールが、前記第2シール材よりも前記ロータ本体側に設けられていることを特徴とする請求項9に記載の混練機の軸受構造。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練を行う混練機の軸受構造に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1には、混練機のロータ軸の排出側の端に、ビスコシールを設けた混練機のローラ軸封装置が開示されている。特許文献1では、ビスコシールのネジ溝における溝深さを、圧力側から大気側に向かって大きく形成することで、混練材料の漏れを抑制している。
【先行技術文献】
【特許文献】
【0003】
特開平6-87119号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練を行う混練機では、従来よりもチャンバ内の気密性を高く保つ必要がある。よって、ロータの軸部のシール性能を従来よりも高くする必要がある。一方、シール材は消耗品であるため、操業中におけるシール材の交換を容易にして、メンテナンス性を向上させることも重要である。
【0005】
特許文献1では、ビスコシールは、ロータ軸に挿入された状態で、ロータとともにチャンバ内に配置される。よって、ビスコシールの交換時には、ロータをチャンバ内から取り出す必要があり、メンテナンス性が悪かった。
【0006】
従来の混練機の軸受構造801の断面図を図14に示す。この混練機では、超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練が行われる。この軸受構造801では、ロータ60のロータ軸61とチャンバ70との間の隙間がバリシール80でシールされる。チャンバ70は、複数の部材71で構成されている。バリシール80はチャンバ70に固定されている。よって、バリシール80の交換時には、ロータ60をチャンバ70内から取り出し、チャンバ70を分解する必要があり、メンテナンス性が悪い。
【0007】
本発明の目的は、シール材の交換を容易にして、メンテナンス性を向上させることが可能な混練機の軸受構造を提供することである。
【課題を解決するための手段】
【0008】
本発明は、超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練を行う混練機の軸受構造であって、前記混練機のチャンバ内に着脱可能に設けられ、前記チャンバ内に設けられたロータのロータ軸を回転可能に支持する軸受部と、前記チャンバ内において、前記軸受部を挟んで前記ロータ軸とは反対側に設けられ、前記軸受部を支持する固定部と、前記軸受部に設けられ、前記軸受部と前記ロータ軸との隙間をシールする第1シール材と、前記軸受部と前記固定部との隙間をシールする第2シール材と、を有し、前記ロータのロータ本体を前記ロータ軸から分離可能であり、前記ロータ本体が前記ロータ軸から分離された際に、前記固定部と前記ロータ軸との間から前記軸受部を前記ロータの軸方向に挿抜可能になることを特徴とする。
【発明の効果】
【0009】
本発明によると、ロータ本体がロータ軸から分離された際に、固定部とロータ軸との間から、ロータの軸方向に軸受部を挿抜可能になる。よって、ロータ本体をロータ軸から分離し、固定部とロータ軸との間から軸受部を抜き出すことで、第1シール材および第2シール材を容易に交換することができる。これにより、メンテナンス性を向上させることができる。また、第1シール材や第2シール材の交換時に、ロータ軸をチャンバ内から取り出す必要がないので、ロータ本体およびロータ軸をチャンバ内から取り出す場合に比べて、混練機の設置場所におけるロータ軸の正面のスペースを有効活用することができる。
【図面の簡単な説明】
【0010】
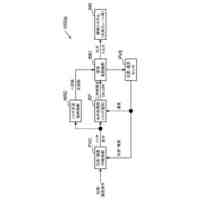
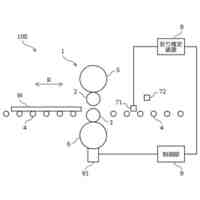
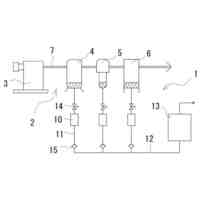
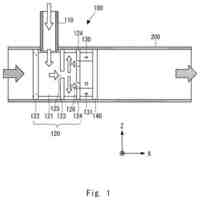
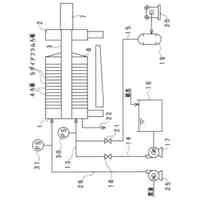
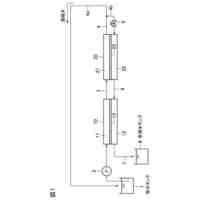
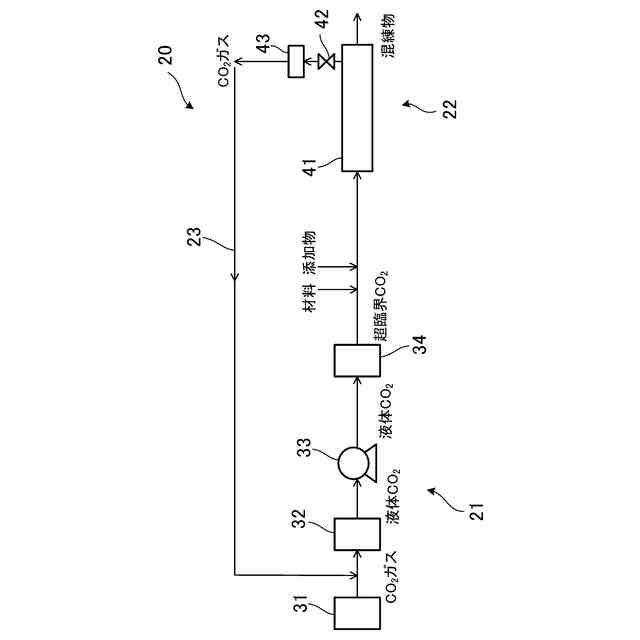
混練装置を示すブロック図である。
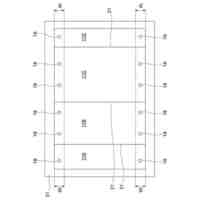
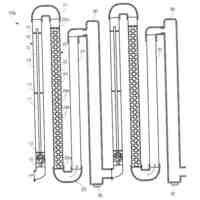
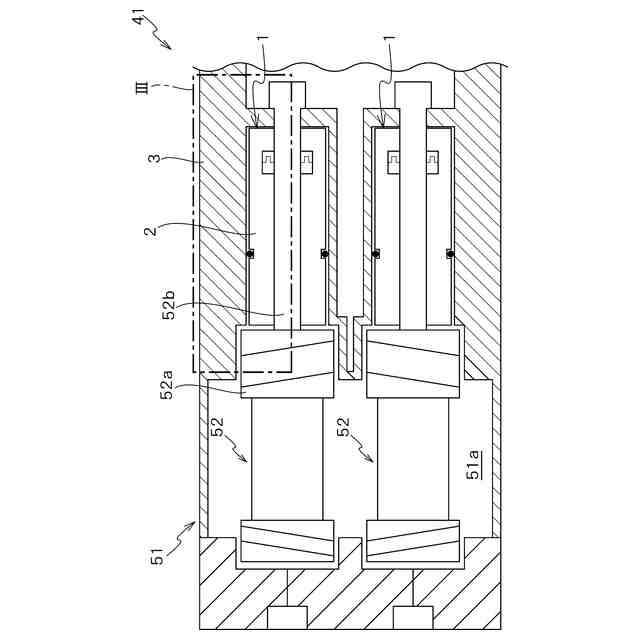
図1に示す混練機全体の断面図(ロータの軸方向に沿った断面図)である。
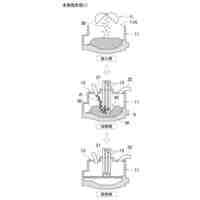
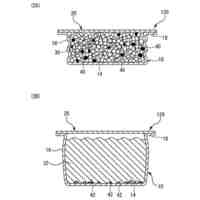
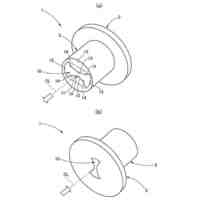
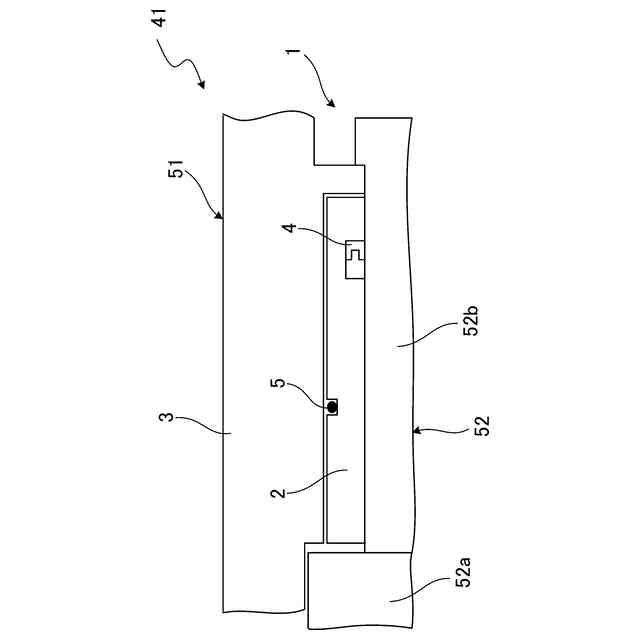
第1実施形態における混練機の断面図であり、ロータ本体がロータ軸に結合された状態を示す図である。
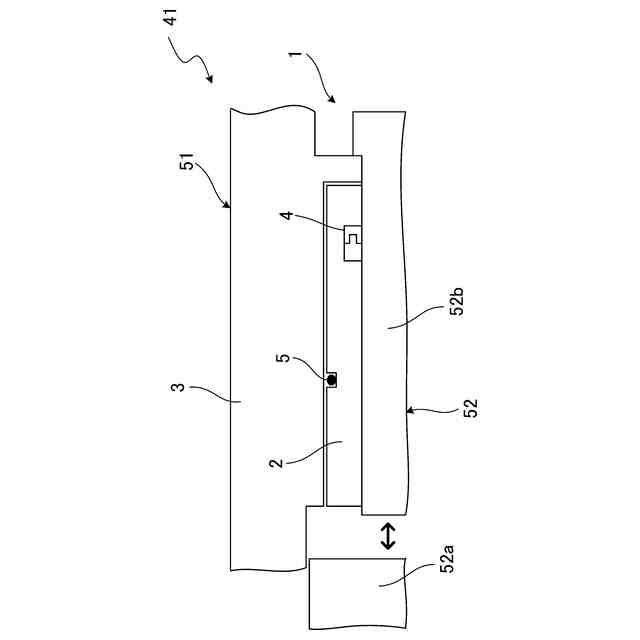
第1実施形態における混練機の断面図であり、ロータ本体がロータ軸から分離された状態を示す図である。
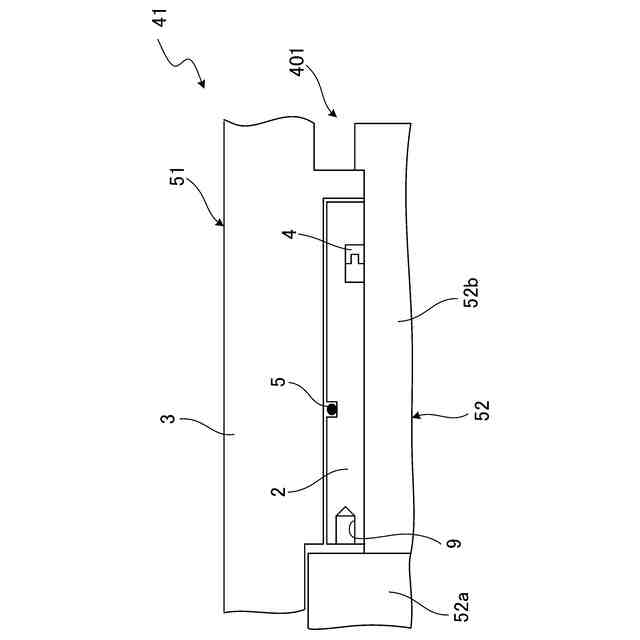
第2実施形態における混練機の断面図である。
第3実施形態における混練機の断面図である。
第4実施形態における混練機の断面図である。
第5実施形態における混練機の断面図である。
第6実施形態における混練機の断面図である。
第7実施形態における混練機の断面図である。
第7実施形態の変形例における混練機の断面図である。
第8実施形態における混練機の断面図である。
第8実施形態の変形例における混練機の断面図である。
従来の混練機の軸受構造の断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
構造部材の製造方法
1か月前
株式会社神戸製鋼所
構造部材の製造方法
1か月前
株式会社神戸製鋼所
取鍋への合金投入方法
18日前
株式会社神戸製鋼所
電磁部品鉄心の製造方法
20日前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
18日前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
18日前
株式会社神戸製鋼所
複合構造体及びその製造方法
1か月前
株式会社神戸製鋼所
重ね溶接継手及びその製造方法
17日前
株式会社神戸製鋼所
取鍋内溶鋼へのガス吹き込み方法
24日前
株式会社神戸製鋼所
タンディッシュ内への溶鋼の注入方法
1か月前
株式会社神戸製鋼所
接合体、接合構造体及びバッテリーフレーム
2日前
株式会社神戸製鋼所
フラックス入りワイヤ、溶接継手及び溶接金属
25日前
株式会社神戸製鋼所
誘導電動機制御装置および誘導電動機システム
1か月前
株式会社神戸製鋼所
電動機および当該電動機を構成する電機子の製造方法
1か月前
株式会社神戸製鋼所
ソリッドワイヤ、積層造形物の製造方法及び多層盛溶接方法
25日前
株式会社神戸製鋼所
鋼板圧延方法、鋼板圧延システム、反り推定装置、及びプログラム
26日前
株式会社神戸製鋼所
積層造形装置の制御方法、積層造形装置の制御装置、及びプログラム
24日前
株式会社神戸製鋼所
缶蓋用アルミニウム合金塗装板
26日前
株式会社神戸製鋼所
ローラ軸受け診断方法、ローラ軸受け診断プログラム、記録媒体および情報処理装置
1か月前
株式会社神戸製鋼所
破壊じん性値の予測方法、予測装置、及びプログラム並びに局所破壊限界応力の取得方法
1か月前
東ソー株式会社
捕捉剤
1か月前
プライミクス株式会社
攪拌装置
1か月前
株式会社日本触媒
二酸化炭素吸着剤
2日前
個人
二酸化炭素吸着分離装置
4日前
株式会社フクハラ
CO2分離方法
1か月前
株式会社近畿理研
吸引・収集装置
25日前
白元アース株式会社
除湿容器
4日前
東ソー株式会社
カルボニル化合物の捕捉剤
1か月前
トヨタ自動車株式会社
ガスミキサー
5日前
日本バイリーン株式会社
円筒型フィルター
25日前
株式会社石垣
フィルタープレスの運転方法
10日前
株式会社Tornada
気泡発生装置
24日前
個人
循環槽用フィルタ及び浄化システム
26日前
東ソー株式会社
二酸化炭素分離用アミン組成物
1か月前
東ソー株式会社
二酸化炭素分離用アミン組成物
2日前
栗田工業株式会社
溶液の濃縮方法
2日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ