TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025104663
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023222619
出願日
2023-12-28
発明の名称
重ね溶接継手及びその製造方法
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
,
個人
主分類
B23K
26/21 20140101AFI20250703BHJP(工作機械;他に分類されない金属加工)
要約
【課題】簡素な装置構成によってギャップを解消可能な重ね溶接継手及びその製造方法を提供する。
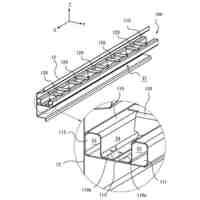
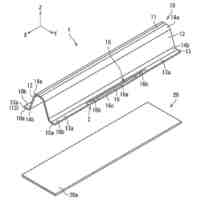
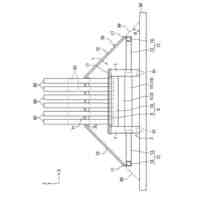
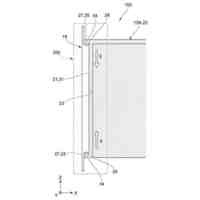
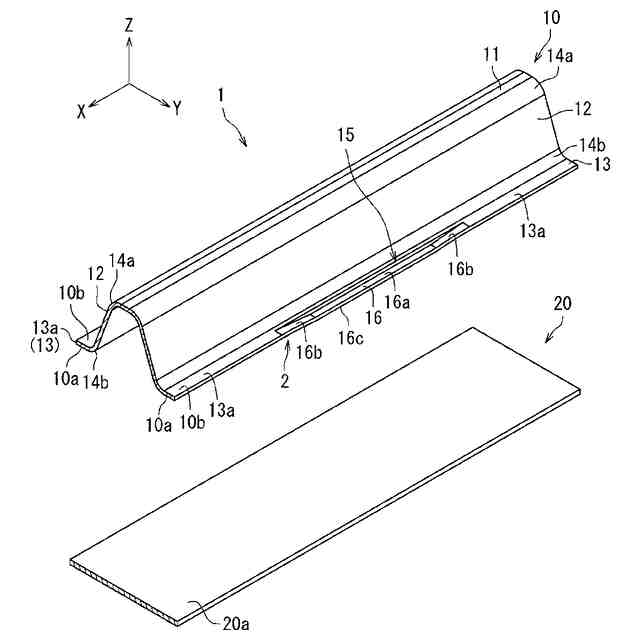
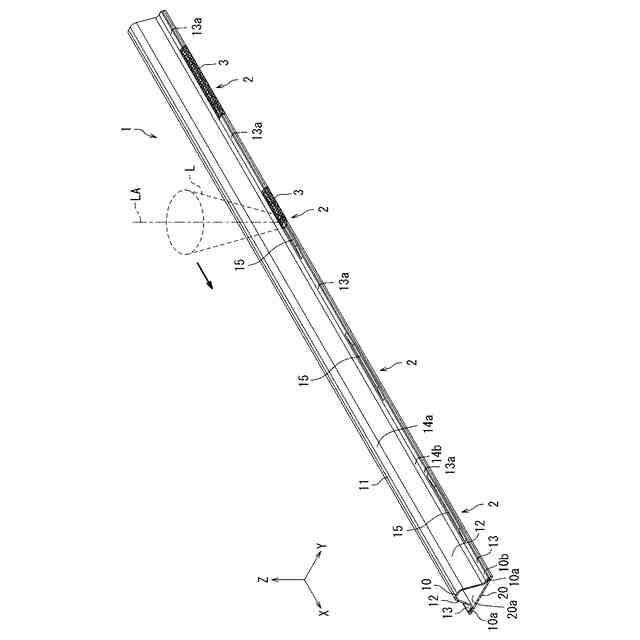
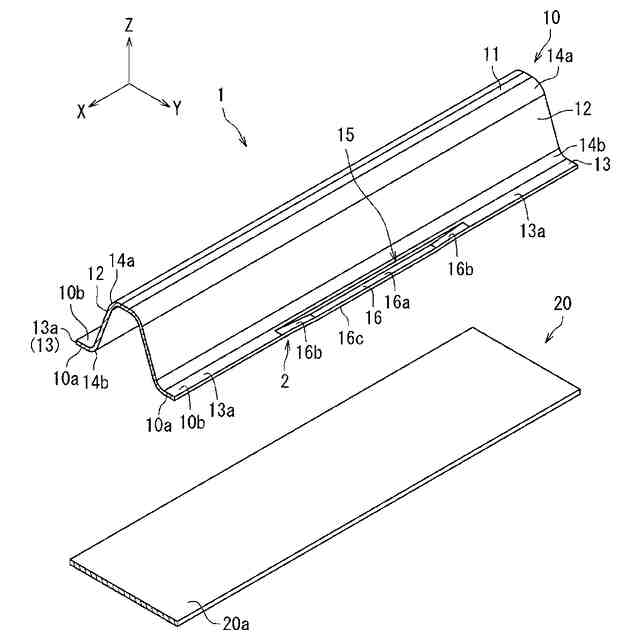
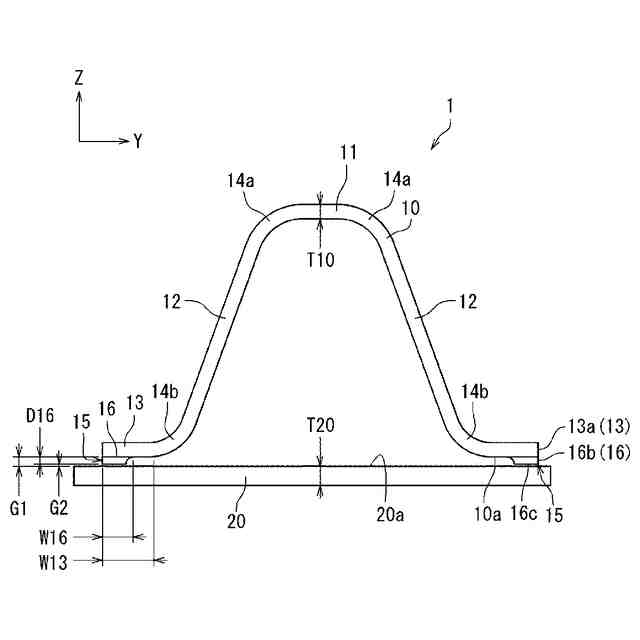
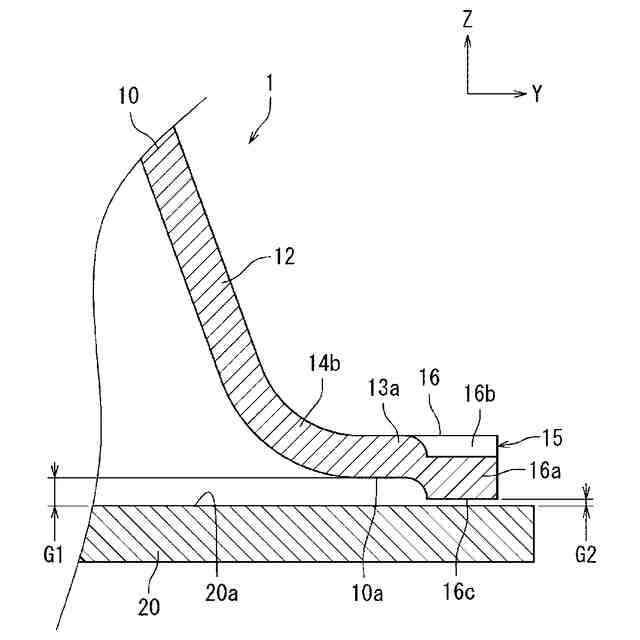
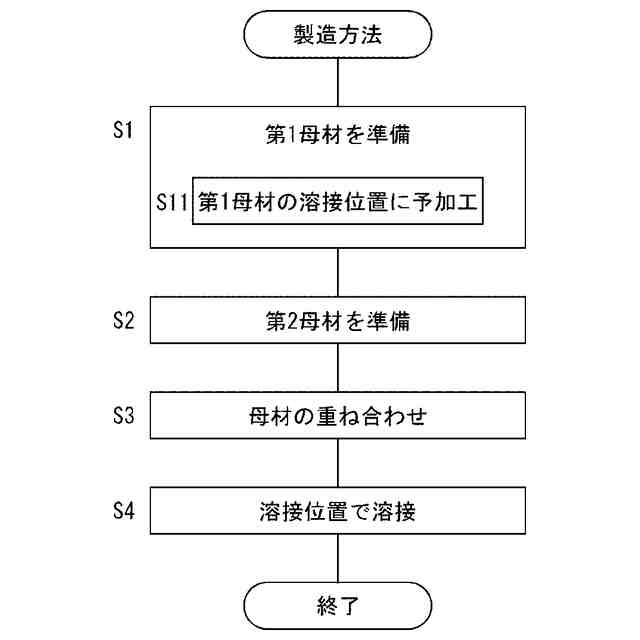
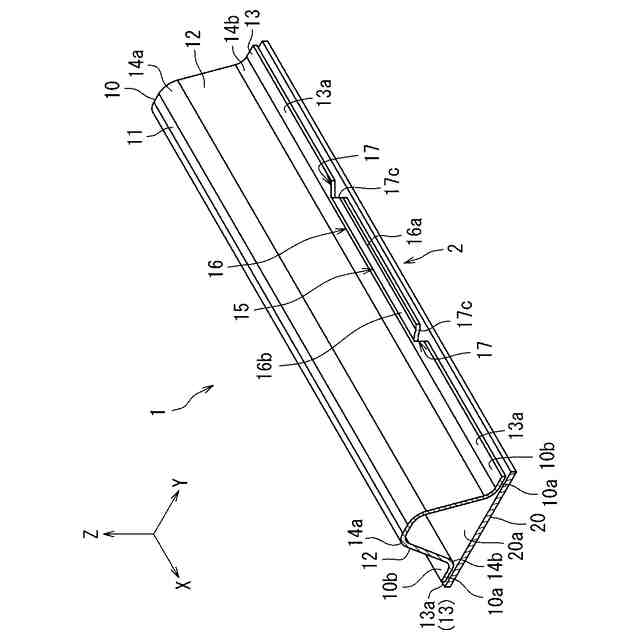
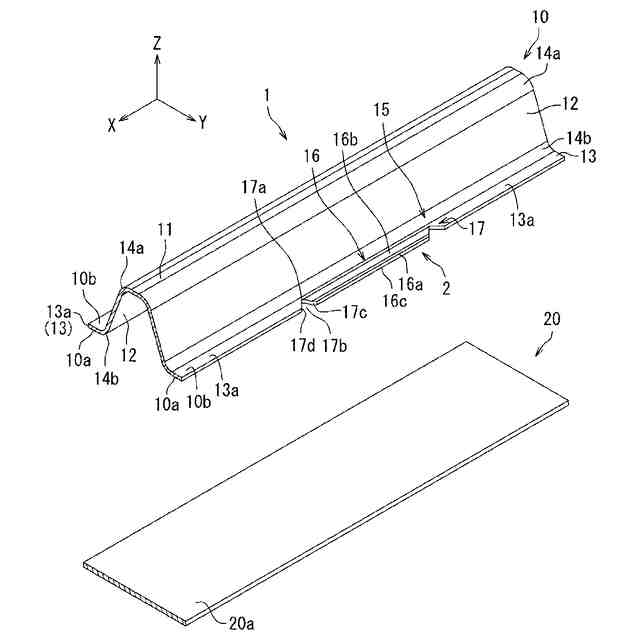
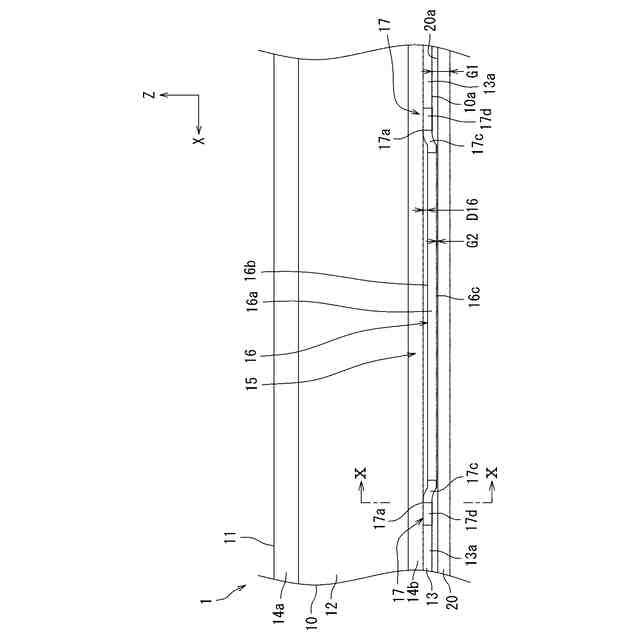
【解決手段】重ね溶接継手1の製造に際し、第1母材10及び第2母材20が準備され、第1母材10が第2母材20に重ね合わされ、溶接位置2で第1母材10及び第2母材20が互いに溶接される。第1母材10の準備に際し、第1母材10の溶接位置2に該当する部位である予加工部15に、予加工が施される。予加工には、第1母材10と第2母材20とのギャップG2を詰める側に、予加工部15を曲げる曲げ加工が含まれる。
【選択図】図2
特許請求の範囲
【請求項1】
第1母材を準備し、
第2母材を準備し、
前記第1母材と前記第2母材とを互いに重ね合わせ、
溶接位置で前記第1母材及び前記第2母材を互いに溶接する、
ことを備え、
前記第1母材の準備には、前記第1母材の前記溶接位置に該当する部位である予加工部に、予加工を施すことが含まれ、
前記予加工には、前記第1母材と前記第2母材とのギャップを詰める側に、前記予加工部を曲げる曲げ加工が含まれる、
重ね溶接継手の製造方法。
続きを表示(約 450 文字)
【請求項2】
前記予加工には、前記予加工部の両端部にノッチを形成することが含まれる、
請求項1に記載の重ね溶接継手の製造方法。
【請求項3】
前記第1母材及び前記第2母材が、アルミニウム合金で成形される、
請求項1又は2に記載の重ね溶接継手の製造方法。
【請求項4】
前記第1母材が、ハット形の断面を有し、前記第1母材のフランジが、前記第2母材に重ね合わされる、
請求項3に記載の重ね溶接継手の製造方法。
【請求項5】
前記フランジの幅が、2mm~10mmの範囲内にある、
請求項4に記載の重ね溶接継手の製造方法。
【請求項6】
第1母材と、
溶接位置で前記第1母材と重ね溶接されている第2母材と、
を備え、
前記第1母材が、前記溶接位置に該当する部位に予加工部を有し、前記予加工部が、前記第1母材と前記第2母材とのギャップを詰める側に曲げられている、
重ね溶接継手。
発明の詳細な説明
【技術分野】
【0001】
本発明は、重ね溶接継手及びその製造方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
特許文献1は、重ね合わせ溶接対象物の重合部をレーザ溶接する方法を開示している。この方法においては、溶接対象物間のギャップの解消のため、溶接対象物間のギャップ量が計測され、計測されたギャップ量に対応してレーザビームの照射位置が溶接対象物の隅肉溶接位置より内側へ変更される。
【先行技術文献】
【特許文献】
【0003】
特開2014-174570号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の方法を使用する場合、ギャップ量に応じたレーザビームの照射位置の適切な変更を実現するために、レーザ溶接装置がハードウェア及びソフトウェアの両面で複雑化する。
【0005】
本発明は、簡素な装置構成によってギャップを解消可能な重ね溶接継手及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明の一態様は、第1母材を準備し、第2母材を準備し、前記第1母材と前記第2母材とを互いに重ね合わせ、溶接位置で前記第1母材及び前記第2母材を互いに溶接する、ことを備え、前記第1母材の準備には、前記第1母材の前記溶接位置に該当する部位である予加工部に、予加工を施すことが含まれ、前記予加工には、前記第1母材と前記第2母材とのギャップを詰める側に、前記予加工部を曲げる曲げ加工が含まれる、重ね溶接継手の製造方法を提供する。
【0007】
上記構成によれば、部材の寸法ばらつき等に起因して、第1母材と第2母材との間にギャップを生じ得る場合においても、少なくとも溶接位置では、予加工部がギャップを詰める側に曲げられているため、ギャップを局所的に詰めることができる。
【0008】
前記予加工には、前記予加工部の両端部にノッチを形成することが含まれてもよい。
【0009】
上記構成によれば、第1母材と第2母材とを互いに重ね合わせるときに、予加工部が板バネのように機能する。溶接位置でギャップを詰めつつ、第1母材の予加工部以外の部位の変形を抑制できる。
【0010】
前記第1母材及び前記第2母材が、アルミニウム合金で成形されてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
混合装置
21日前
株式会社神戸製鋼所
混練装置
21日前
株式会社神戸製鋼所
銅合金板
13日前
株式会社神戸製鋼所
成膜方法
1か月前
株式会社神戸製鋼所
回転機械
1日前
株式会社神戸製鋼所
冷却システム
5日前
株式会社神戸製鋼所
冷却システム
5日前
株式会社神戸製鋼所
水素吸蔵合金容器
1か月前
株式会社神戸製鋼所
サイドシル補強構造
12日前
株式会社神戸製鋼所
太陽光集熱システム
14日前
株式会社神戸製鋼所
取鍋への合金投入方法
1か月前
株式会社神戸製鋼所
アルミニウム合金鍛造材
1か月前
株式会社神戸製鋼所
電磁部品鉄心の製造方法
1か月前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
1か月前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
1か月前
株式会社神戸製鋼所
重ね溶接継手及びその製造方法
1か月前
株式会社神戸製鋼所
防カビ性塗膜、部材および製品
14日前
株式会社神戸製鋼所
クレーンの制御装置及びクレーン
12日前
株式会社神戸製鋼所
コイル用パレット及びコイル固定方法
14日前
株式会社神戸製鋼所
中空構造体及び中空構造体の製造方法
8日前
株式会社神戸製鋼所
被覆アーク溶接棒、溶接継手及び溶接金属
1か月前
株式会社神戸製鋼所
接合体、接合構造体及びバッテリーフレーム
1か月前
株式会社神戸製鋼所
水電解水素生成方法及び水電解水素生成装置
1か月前
株式会社神戸製鋼所
軟磁性線材および軟磁性棒鋼ならびに軟磁性部品
今日
株式会社神戸製鋼所
カバー付きインペラ、遠心圧縮機およびタービン
15日前
株式会社神戸製鋼所
押出部材、押出部材の製造方法及び構造体の製造方法
9日前
株式会社神戸製鋼所
アルミニウム合金材の製造方法及びクラッド材の製造方法
12日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
26日前
株式会社神戸製鋼所
銑鉄製造方法及び鉱石原料
29日前
株式会社神戸製鋼所
回転工具、回転工具の位置姿勢算出方法及び回転工具の位置姿勢算出システム
1日前
株式会社神戸製鋼所
炭素酸化物の還元方法、鉄鋼の製造方法、炭素酸化物の還元装置、及び鉄鋼の製造装置
今日
株式会社神戸製鋼所
レシプロ式の圧縮機ユニット及び圧縮機ユニットの運転方法
27日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
5日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
5日前
株式会社神戸製鋼所
アルミドロスの処理方法、低ハロゲン化アルミドロスの製造方法、ハロゲン化物の製造方法、アルミニウム溶湯の精錬方法、アルミニウム材料の製造方法、高炉出銑口用マッド材の製造方法および耐火物成型体の製造方法
1か月前
個人
タップ
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ