TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103992
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023221790
出願日
2023-12-27
発明の名称
電気炉への還元鉄の装入方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人ATEN
主分類
C21C
5/52 20060101AFI20250702BHJP(鉄冶金)
要約
【課題】アーク式電気炉により溶鋼を製造する際、電力投入量の増大を抑える。
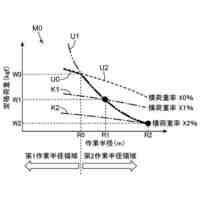
【解決手段】電極に通電していないとき炉本体に鉄源を装入する装入期の後、電極に通電することにより炉本体内の鉄源を溶解する溶解期において、電極に通電しながら、還元鉄を、炉本体内の鉄源に形成され、かつ、溶解鉄源と未溶解鉄源とに囲まれたボーリング孔に装入する。溶解期において下記(1)式を満たすとき還元鉄の装入を開始する。
E/(A+1.56×B)≦190 ・・・(1)
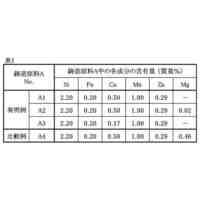
Aは、溶解期における還元鉄の装入開始前に、炉本体に装入された鉄源のうち還元鉄以外の鉄源の量(ton)である。Bは、溶解期における還元鉄装入開始前に、炉本体に装入された鉄源に含まれる還元鉄の量(ton)である。Eは、溶解期における還元鉄装入開始前に、前記アーク式電気炉に投入された電力量(kWh)である。
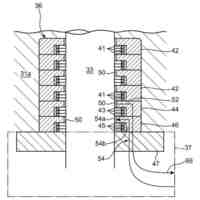
【選択図】図6
特許請求の範囲
【請求項1】
アーク式電気炉により還元鉄を含む鉄源を用いて溶鋼を製造するとき、前記アーク式電気炉に還元鉄を装入する方法であり、
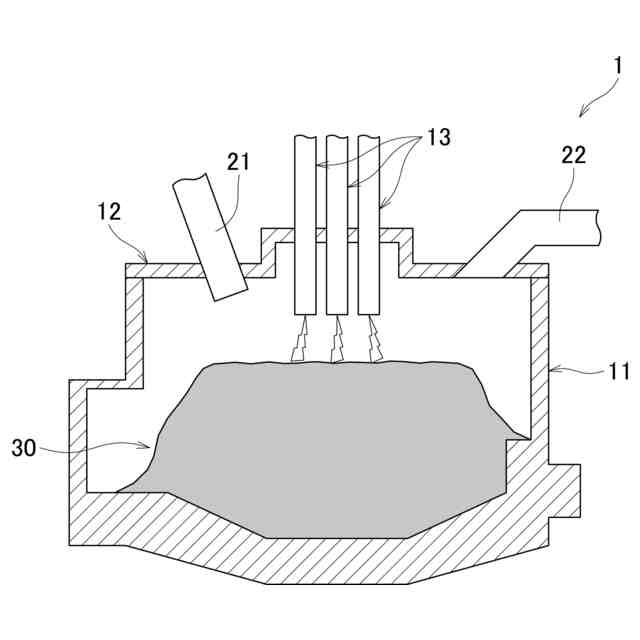
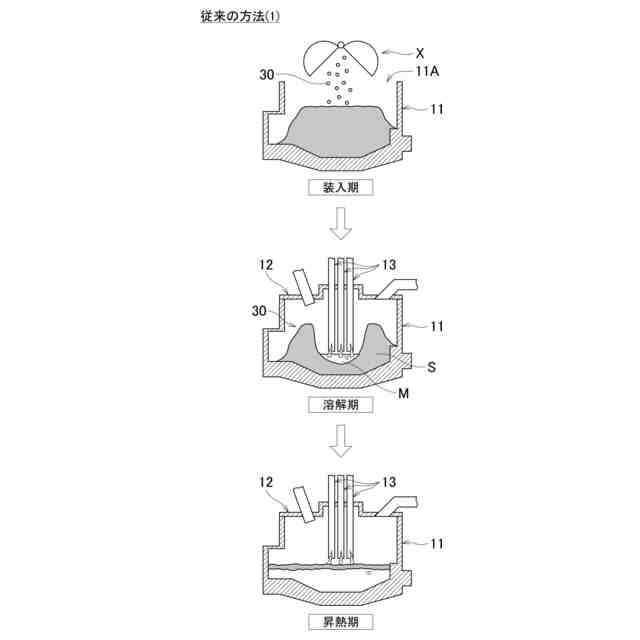
前記アーク式電気炉は、炉本体と、少なくとも前記炉本体の上方に設置された電極とを有し、
前記電極に通電していないとき前記炉本体に鉄源を装入する装入期の後に、前記電極に通電することにより前記炉本体内の鉄源を溶解する溶解期において、
前記電極に通電しながら、還元鉄を、前記炉本体内の鉄源に形成され、かつ、溶解鉄源と未溶解鉄源とに囲まれたボーリング孔に装入し、
前記溶解期において、下記(1)式を満たすとき還元鉄の装入を開始する
E/(A+1.56×B)≦190 ・・・(1)
ことを特徴とする電気炉への還元鉄の装入方法。
ここで、
Aは、前記溶解期における還元鉄装入開始前に、前記炉本体に装入された鉄源のうち還元鉄以外の鉄源の量(ton)であり、
Bは、前記溶解期における還元鉄装入開始前に、前記炉本体に装入された鉄源に含まれる還元鉄の量(ton)であり、
Eは、前記溶解期における還元鉄装入開始前に、前記アーク式電気炉に投入された電力量(kWh)である
発明の詳細な説明
【技術分野】
【0001】
本発明は、アーク式電気炉により還元鉄を含む鉄源を用いて溶鋼を製造するとき、アーク式に電気炉に還元鉄を装入する方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、スクラップなどの鉄源をアーク式電気炉へ装入し、溶鋼を製造する方法が知られている。電気炉には、少なくとも炉の上方に電極が設置されている。電極の下端部と炉内の鉄源との間でアークを発生させることにより炉内の鉄源を溶解し、溶鋼を製造する。
【0003】
炉内には、電極から近く、熱が伝わりやすいホットスポットと呼ばれる位置と、電極から遠く、熱が伝わりにくいコールドスポットと呼ばれる位置とが存在する。コールドスポットに位置する鉄源は未溶解のまま残り続けるため、電極の通電時間を長くするなどによりコールドスポットの鉄源を溶解している。しかし、通電時間の延長に伴う熱ロスの増大、電気炉への電力投入量の増大など、操業上の悪影響をもたらす。
【0004】
コールドスポットに位置する金属を溶融するため、例えば、炉内に向けて設置されたサイドバーナーからLNG(液化天然ガス)と酸素を供給してカッティングを行う方法が知られている。また、特許文献1には、鉄源の溶解中に炉を回転させることで、コールドスポットを電極に近付ける方法が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2016-89227号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
電気炉のコールドスポットとは、一般的に、炉内を上方からみたとき、水平方向について電極から遠い位置と説明されるが、それだけではない。電極の下端部近傍でアークが照射されることにより、炉内の鉄源は電極の下端部近傍から溶解し、電極の下端部近傍の鉄源の嵩が減少していく。それに応じて電極を降下させていくことから、電極の下端部近傍のアーク照射部位から遠い炉内上部もコールドスポットとなりうる。
【0007】
特許文献1に記載された方法は、炉内上部のコールドスポットでなく、炉内を上方からみて水平方向について電極から遠いコールドスポットの鉄源を溶解する方法である。炉内上部のコールドスポットに位置する鉄源を溶解するためには、やはり電極の通電時間を長くすることが必要であるため、電力投入量が増大する。
【0008】
また、上記特許文献1では、スクラップなどを鉄源とするが(特許文献1の[0002]参照)、近年、電気炉で溶解する鉄源として還元鉄を使用することが検討されている。しかし、本願発明者らの知見から、炉内のコールドスポットでは還元鉄はスクラップと異なる挙動を示すことがわかった。また、還元鉄は、スクラップと比較して熱伝導が悪く、着熱効率も悪い。そのため電気炉で溶解する鉄源として還元鉄を使用する場合、スクラップなどを鉄源とする場合とは異なる固有の操業が必要であると考えられる。
【0009】
本発明は、アーク式電気炉により還元鉄を含む鉄源を用いて溶鋼を製造するとき、熱効率を高め、電力投入量の増大を抑えることができる方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明では、アーク式電気炉で溶解する鉄源として還元鉄を含む鉄源を使用する。本願発明者らは還元鉄について以下の知見を得た。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金板
10日前
株式会社神戸製鋼所
混練装置
18日前
株式会社神戸製鋼所
混合装置
18日前
株式会社神戸製鋼所
成膜方法
1か月前
株式会社神戸製鋼所
冷却システム
2日前
株式会社神戸製鋼所
冷却システム
2日前
株式会社神戸製鋼所
水素吸蔵合金容器
1か月前
株式会社神戸製鋼所
太陽光集熱システム
11日前
株式会社神戸製鋼所
サイドシル補強構造
9日前
株式会社神戸製鋼所
アルミニウム合金鍛造材
1か月前
株式会社神戸製鋼所
重ね溶接継手及びその製造方法
1か月前
株式会社神戸製鋼所
防カビ性塗膜、部材および製品
11日前
株式会社神戸製鋼所
クレーンの制御装置及びクレーン
9日前
株式会社神戸製鋼所
コイル用パレット及びコイル固定方法
11日前
株式会社神戸製鋼所
中空構造体及び中空構造体の製造方法
5日前
株式会社神戸製鋼所
被覆アーク溶接棒、溶接継手及び溶接金属
1か月前
株式会社神戸製鋼所
接合体、接合構造体及びバッテリーフレーム
1か月前
株式会社神戸製鋼所
水電解水素生成方法及び水電解水素生成装置
1か月前
株式会社神戸製鋼所
カバー付きインペラ、遠心圧縮機およびタービン
12日前
株式会社神戸製鋼所
押出部材、押出部材の製造方法及び構造体の製造方法
6日前
株式会社神戸製鋼所
アルミニウム合金材の製造方法及びクラッド材の製造方法
9日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
23日前
株式会社神戸製鋼所
銑鉄製造方法及び鉱石原料
26日前
株式会社神戸製鋼所
レシプロ式の圧縮機ユニット及び圧縮機ユニットの運転方法
24日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
2日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
2日前
株式会社神戸製鋼所
アルミドロスの処理方法、低ハロゲン化アルミドロスの製造方法、ハロゲン化物の製造方法、アルミニウム溶湯の精錬方法、アルミニウム材料の製造方法、高炉出銑口用マッド材の製造方法および耐火物成型体の製造方法
1か月前
個人
バイオ水素製鉄方法
9日前
新和環境株式会社
炉システム
5か月前
新和環境株式会社
炉システム
5か月前
株式会社戸畑製作所
高炉用羽口
7か月前
日本製鉄株式会社
転炉精錬方法
4か月前
富士電子工業株式会社
焼入れ装置
26日前
日本製鉄株式会社
溶鋼の製造方法
26日前
日本製鉄株式会社
溶鋼の製造方法
5か月前
株式会社伊原工業
還元鉄の製造方法
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ