TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025089621
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204347
出願日
2023-12-04
発明の名称
モールド部材の製造方法および製造装置の制御方法
出願人
キヤノン株式会社
代理人
弁理士法人谷・阿部特許事務所
主分類
B29C
45/16 20060101AFI20250609BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】組み合わさった部品全体のガタつきを抑制し、かつ、組付け工程のタクトタイムを短縮すること。
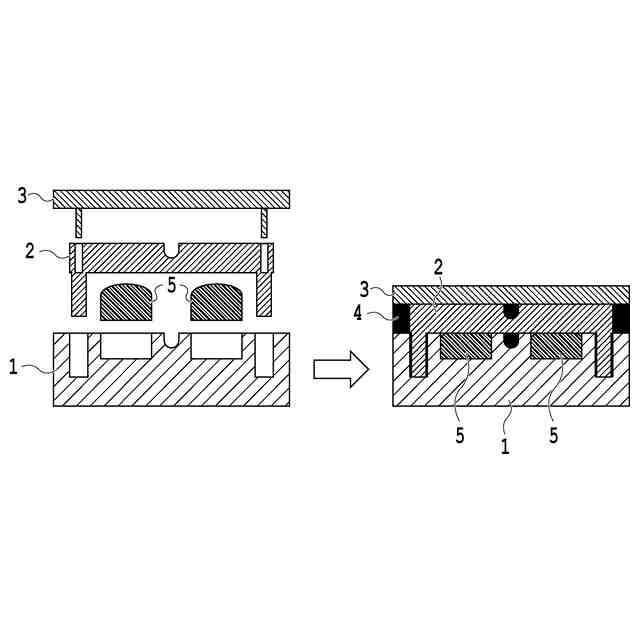
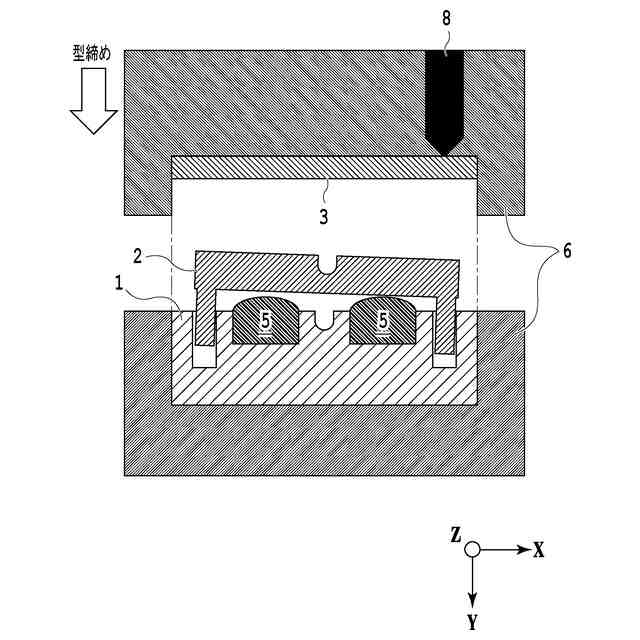
【解決手段】モールド部材を製造する製造方法は、第1の型に残るように成形される第1の成形品および第2の成形品と、第2の型に残るように成形される第3の成形品と、を成形する工程と、成形された第1の成形品に、成形された第2の成形品を組付ける工程と、第1の型に残された第1の成形品と、第2の型に残された第3の成形品と、が対向するように、第1の型および第2の型のうちの少なくとも一つを移動させる工程と、第2の成形品が組み付けられた第1の成形品と第3の成形品とが組み合わされ、かつ、第1の型と第2の型とが組み合わされることで接合用形状部を形成し、接合用形状部に接合樹脂を流し込むことで接合を行う工程と、を有する。
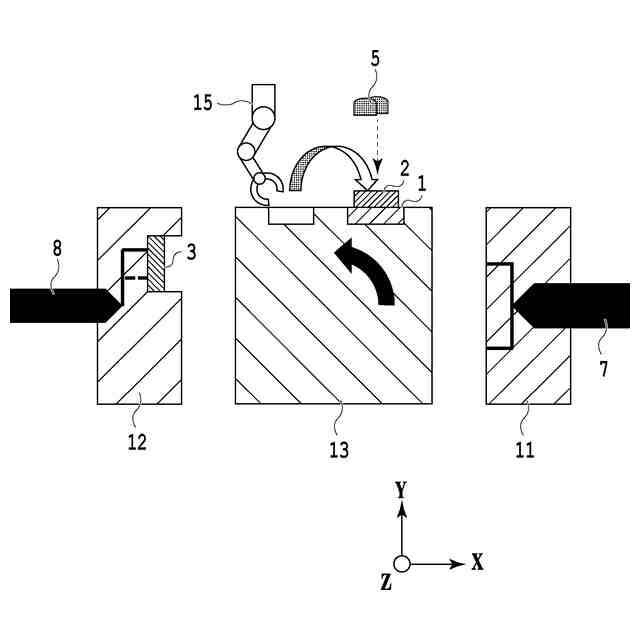
【選択図】図5
特許請求の範囲
【請求項1】
対向する第1の型および第2の型を有する金型を使用して、少なくとも3つ以上の成形品を成形し、前記成形品を接合樹脂により接合することでモールド部材を製造する製造方法であって、
前記第1の型に残るように成形される第1の成形品および第2の成形品と、前記第2の型に残るように成形される第3の成形品と、を成形する工程と、
成形された前記第1の成形品に、成形された前記第2の成形品を組付ける工程と、
前記第1の型に残された、前記第2の成形品が組み付けられた前記第1の成形品と、前記第2の型に残された第3の成形品と、が対向するように、前記第1の型および前記第2の型のうちの少なくとも一つを移動させる工程と、
前記第2の成形品が組み付けられた前記第1の成形品と前記第3の成形品とが組み合わされ、かつ、前記第1の型と前記第2の型とが組み合わされることで接合用形状部を形成し、前記接合用形状部に前記接合樹脂を流し込むことで接合を行う工程と、
を有することを特徴とするモールド部材の製造方法。
続きを表示(約 1,600 文字)
【請求項2】
対向する第1の型および第2の型と、前記第1の型および前記第2の型の間に設けられた中間型と、を有する金型を使用して、少なくとも3つ以上の成形品を成形し、前記成形品を接合樹脂により接合することでモールド部材を製造する製造方法であって、
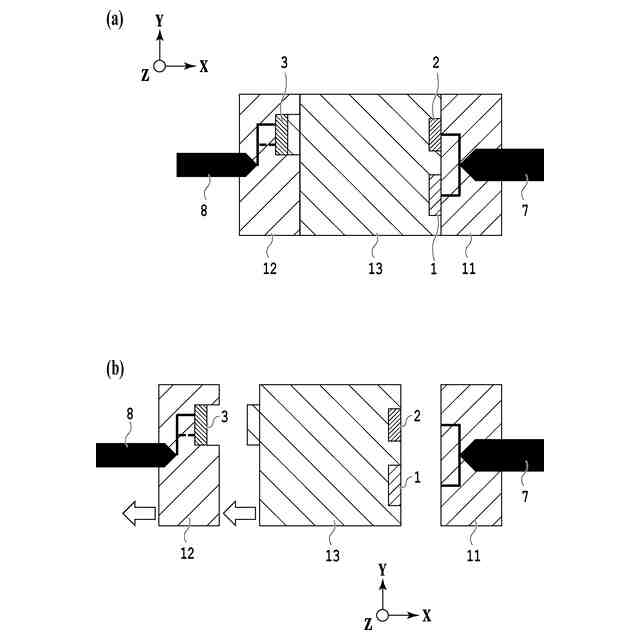
前記第1の型と前記中間型との間で成形され、かつ、前記中間型に残るように成形される第1の成形品および第2の成形品と、前記第2の型と前記中間型との間で成形され、かつ、前記第2の型に残るように成形される第3の成形品と、を成形する工程と、
成形された前記第1の成形品に、成形された前記第2の成形品を組付ける工程と、
前記中間型に残された、前記第2の成形品が組み付けられた前記第1の成形品と、前記第2の型に残された第3の成形品と、が対向するように、前記中間型および前記第2の型のうちの少なくとも一つを移動させる工程と、
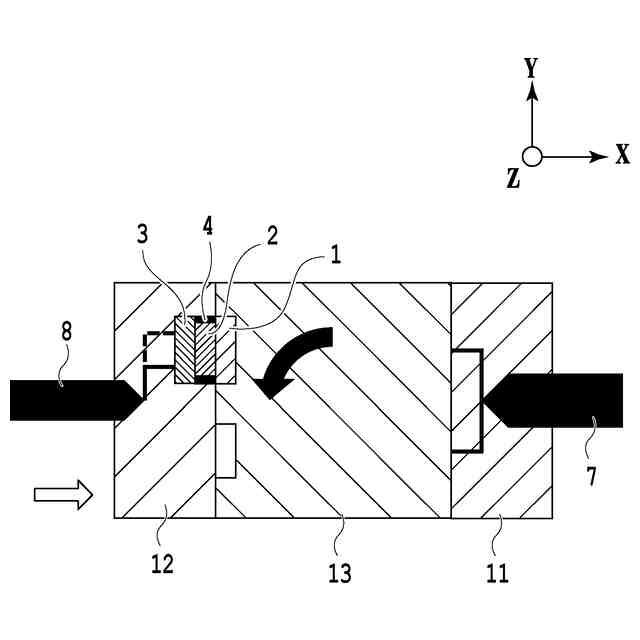
前記第2の成形品が組み付けられた前記第1の成形品と前記第3の成形品とが組み合わされ、かつ、前記中間型と前記第2の型とが組み合わされることで接合用形状部を形成し、前記接合用形状部に前記接合樹脂を流し込むことで接合を行う工程と、
を有することを特徴とするモールド部材の製造方法。
【請求項3】
前記中間型は、型開閉方向に直交する軸を中心に回転する、請求項2に記載のモールド部材の製造方法。
【請求項4】
前記中間型は、前記第2の型に連動して型開閉方向に移動可能である、請求項2または3に記載のモールド部材の製造方法。
【請求項5】
前記組み付ける工程では、前記成形する工程において成形された前記第2の成形品を前記金型から取り出し、取り出した前記第2の成形品を前記第1の成形品に組付ける、請求項1または2に記載のモールド部材の製造方法。
【請求項6】
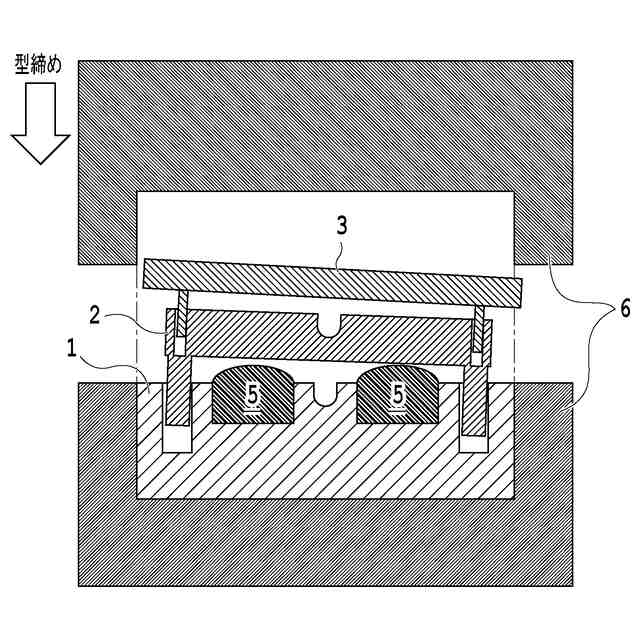
前記接合を行う工程では、前記型を締める型締め動作によって、前記第2の成形品の位置ずれおよび傾きを矯正しながら、前記第2の成形品と、前記第1の成形品および前記第3の成形品との位置を決めて、接合を行う、請求項1または2に記載のモールド部材の製造方法。
【請求項7】
前記第2の成形品は、前記接合を行う工程の間、側面が前記金型で保持されていない、請求項1または2に記載のモールド部材の製造方法。
【請求項8】
前記組付け工程は、前記成形する工程において成形された1次成形品に異種部材をインサートすることを含む、請求項1または2に記載のモールド部材の製造方法。
【請求項9】
前記接合樹脂は、溶解樹脂である、請求項1または2に記載のモールド部材の製造方法。
【請求項10】
対向する第1の型および第2の型を有する金型を使用して、少なくとも3つ以上の成形品を成形し、前記成形品を接合樹脂により接合することでモールド部材を製造する製造装置の制御方法であって、
前記第1の型に残るように成形される第1の成形品および第2の成形品と、前記第2の型に残るように成形される第3の成形品と、を成形する工程と、
成形された前記第1の成形品に、成形された前記第2の成形品を組付ける工程と、
前記第1の型に残された、前記第2の成形品が組み付けられた前記第1の成形品と、前記第2の型に残された第3の成形品と、が対向するように、前記第1の型および前記第2の型のうちの少なくとも一つを移動させる工程と、
前記第2の成形品が組み付けられた前記第1の成形品と前記第3の成形品とが組み合わされ、かつ、前記第1の型と前記第2の型とが組み合わされることで接合用形状部を形成し、前記接合用形状部に前記接合樹脂を流し込むことで接合を行う工程と、
を有することを特徴とする製造装置の制御方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、モールド部材の製造方法および製造装置の制御方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
近年、射出成形に代表される成形方法で供された成形品同士を接合する際に、接合の信頼性、接合強度の向上、および装置コスト抑制を目的として、溶融樹脂を用いる方式が採られている。具体的には、まず射出成形機で複数の単部品を成形する。その後、一旦金型を開いて単部品同士が対向した位置となるよう金型を移動する。その状態で再度型閉じを行い、成形単部品同士が組み合うことで、接合のための空間を形成する。そして、この空間に溶融樹脂を流し、接合を行う。この方式を採用することで、一台の射出成形機内で接合工程まで完了させることができる。また、金型上に形成された成形品同士を、金型を移動させて対向させることで、部品同士の相対位置および平行度といった位置精度向上が期待できる。更に、部品同士の圧接のために、射出成形機の型締め力を活用することができる。
【0003】
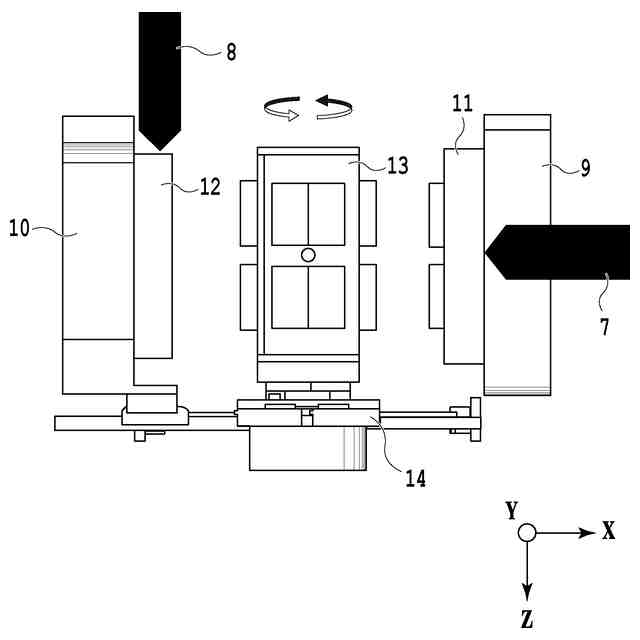
しかしながら、上記の方式の場合、成形品を形成する工程と溶融樹脂を流す工程とは、同時に実施することができない。そこで回転可能な中間型を設けることで、片方の型と中間型の第一の面とで成形品を形成し、その成形品を中間型に残し、その中間型を180度回転させることで、その成形品を中間型の第二の面に移動させる。そして、もう一方の型と中間型の第二の面とで溶融樹脂を行う方法が採られることがある。これにより、両方の面において同時並行で各工程を進めることができるので、生産性が向上する。このとき、中間型を90度ごとに動かすことで、成形機の操作側および反操作側において、供給装置を用いて型上の部品の組付けを行ったり、別部品を挿入したり、あるいは、物品の排出を行ったりすることも考えられる。
【0004】
特許文献1には、第1の部品と、第2の部品と、第3の部品と、を接合用樹脂により接合する成形品に関する技術が開示されている。特許文献2には、ダイスライドによって相対的に金型の位置が移動する技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2018-27686号公報
特開2016-215561号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1では、成形品を製造する金型を用いて、次の工程が行われる。即ち、第1の部品と、第2の部品と、第3の部品を成形する1次成形工程と、3つの部品を金型内で組付ける組付け工程と、組み付けた3つの部品間に形成される接合用形状部に接合用樹脂を充填する2次成形工程とが行われる。特許文献1の技術では、組付け工程において3つの部品を1つに組み合わせるには、2回の組付け作業が必要となる。
【0007】
ここで、例えば特許文献2に記載されているようにダイスライドによって相対的に金型の位置が移動すれば、各部品を容易に組付けることができるが、部品点数が多いとその数だけスライド機構が必要となり、複雑かつ大規模な金型となってしまう。
【0008】
また、インサート部材があるような場合には、スライドによる組付けを行うことができない。この場合には、ロボット等を使用して成形品を一度金型から取り出して組付けることが望ましい。このとき、組付ける部品と組み付けられる部品との間にはクリアランスが必要であるため、組付けた部品間にはガタつきが生じる。このガタつきは組み合わせる部品間それぞれに生じるため、組付け回数が増えるほど全体としてのガタつきは大きくなる。
【0009】
特許文献1において組付け工程において重ねられた3つの部品は、2次成形工程において再度型締めされることによって2次成形用空間部内に収められ、接合用樹脂で接合される。しかし、組付けられた部品同士のガタつきにより、組付けられた部品間に形成される接合用形状部が正しく形成されず、接合用樹脂が漏れてしまう虞がある。また、3つの部品が2次成形工程の型締め動作時に空間部内に収まらず、成形品が削れたり、金型に挟み込んだりしてしまう虞がある。また、組付け回数が多いと、組付け工程にかかる時間が増え、タクトタイムが延びてしまう。
【0010】
本開示は、組み合わさった部品全体のガタつきを抑制し、かつ、組付け工程のタクトタイムを短縮することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
キヤノン株式会社
トナー
5日前
キヤノン株式会社
移動体
5日前
キヤノン株式会社
トナー
5日前
キヤノン株式会社
顕微鏡
6日前
キヤノン株式会社
撮像装置
1日前
キヤノン株式会社
撮像装置
1か月前
キヤノン株式会社
撮像装置
1日前
キヤノン株式会社
記録装置
22日前
キヤノン株式会社
撮像装置
6日前
キヤノン株式会社
処理装置
5日前
キヤノン株式会社
清掃装置
1か月前
キヤノン株式会社
撮像装置
8日前
キヤノン株式会社
通信装置
22日前
キヤノン株式会社
撮像装置
25日前
キヤノン株式会社
撮像装置
21日前
キヤノン株式会社
記録装置
5日前
キヤノン株式会社
光学装置
12日前
キヤノン株式会社
撮像装置
25日前
キヤノン株式会社
通信装置
1か月前
キヤノン株式会社
記憶装置
5日前
キヤノン株式会社
電子機器
1か月前
キヤノン株式会社
現像装置
1か月前
キヤノン株式会社
記録装置
5日前
キヤノン株式会社
現像装置
1か月前
キヤノン株式会社
現像装置
1か月前
キヤノン株式会社
光走査装置
27日前
キヤノン株式会社
光走査装置
14日前
キヤノン株式会社
光学センサ
11日前
キヤノン株式会社
静電捕集装置
1か月前
キヤノン株式会社
画像形成装置
6日前
キヤノン株式会社
画像処理装置
15日前
キヤノン株式会社
画像形成装置
1か月前
キヤノン株式会社
画像形成装置
15日前
キヤノン株式会社
画像処理装置
15日前
キヤノン株式会社
画像形成装置
1か月前
キヤノン株式会社
画像形成装置
7日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ