TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025093107
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208634
出願日
2023-12-11
発明の名称
ウェーハ加工システム
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20250616BHJP(基本的電気素子)
要約
【課題】スループットを向上させることができるウェーハ加工システムを提供する。
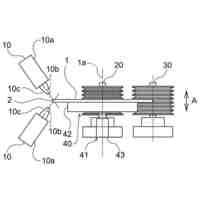
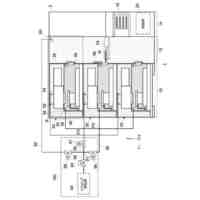
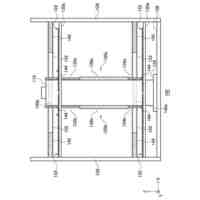
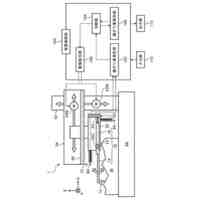
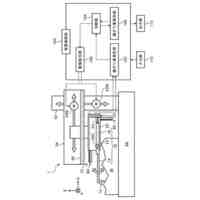
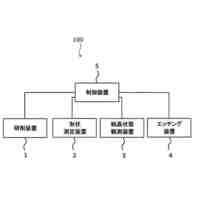
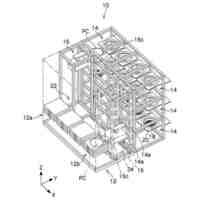
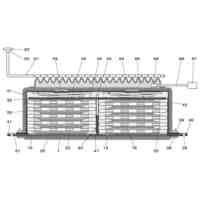
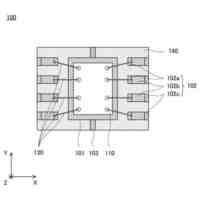
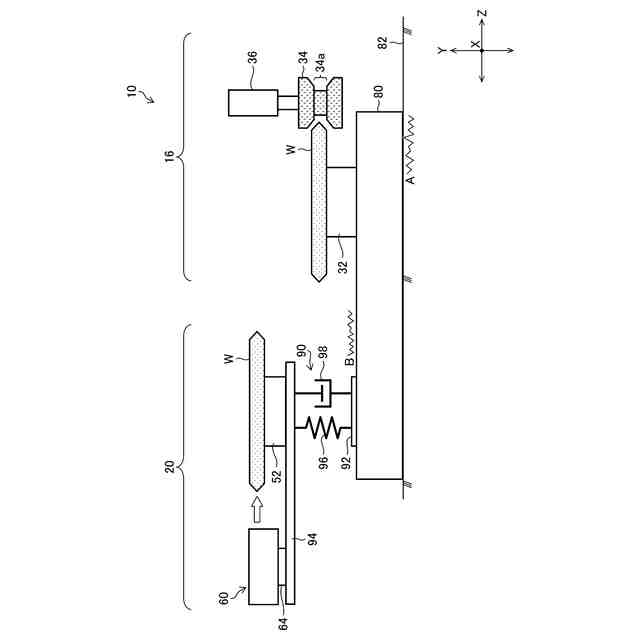
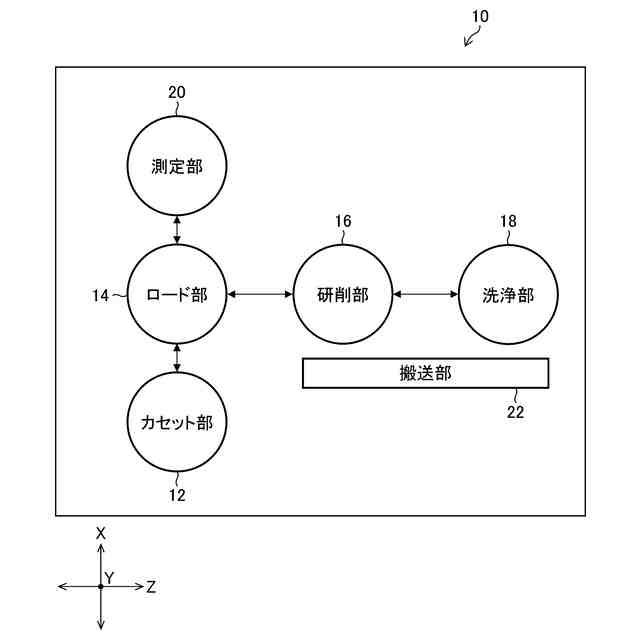
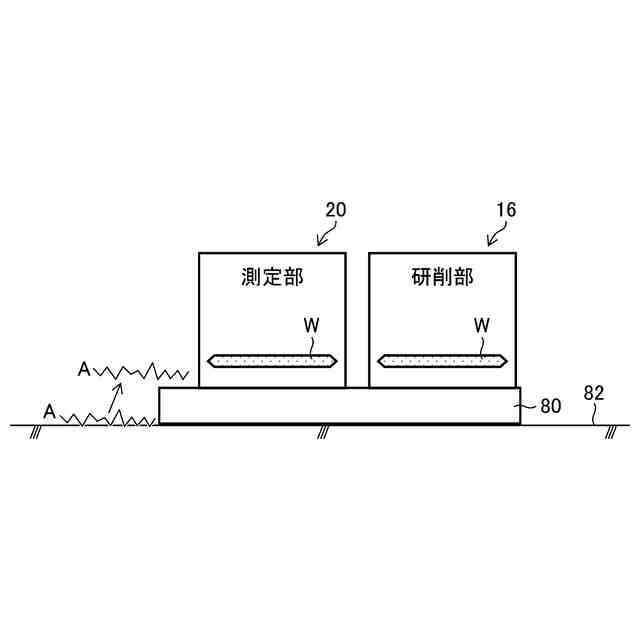
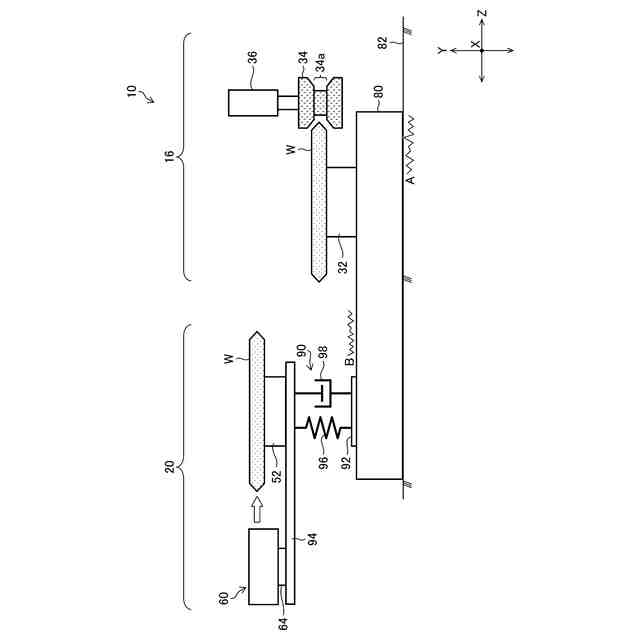
【解決手段】本発明のウェーハ加工システムは、定盤80、定盤80に搭載され、ウェーハWの端部WAを研削加工する研削部16と、定盤80に搭載され、研削加工されたウェーハWの端部WAの形状を測定する測定部20と、研削部16と測定部20との間でウェーハWを搬送するロード部14と、定盤80と測定部20との間に配置された除振台90と、を備える。
【選択図】図9
特許請求の範囲
【請求項1】
定盤と、
前記定盤に搭載され、ウェーハの端部を研削加工する研削部と、
前記定盤に搭載され、前記研削加工された前記ウェーハの端部の形状を測定する測定部と、
前記研削部と前記測定部との間で前記ウェーハを搬送する搬送部と、
前記定盤と前記測定部との間に配置された除振台と、
を備える、ウェーハ加工システム。
続きを表示(約 780 文字)
【請求項2】
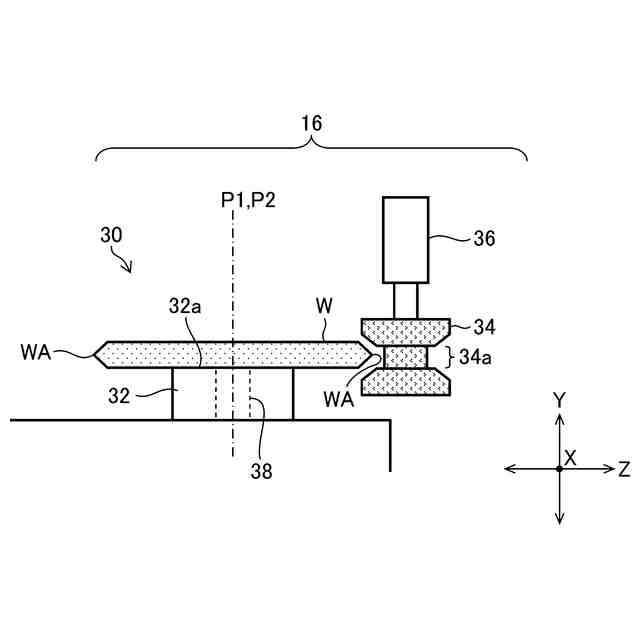
前記研削部は、
前記ウェーハが載置され、前記ウェーハを回転させる研削テーブルと、
前記研削テーブルに載置された前記ウェーハの端部に相対的に接触されて前記端部を研削加工する砥石と、
を有し、
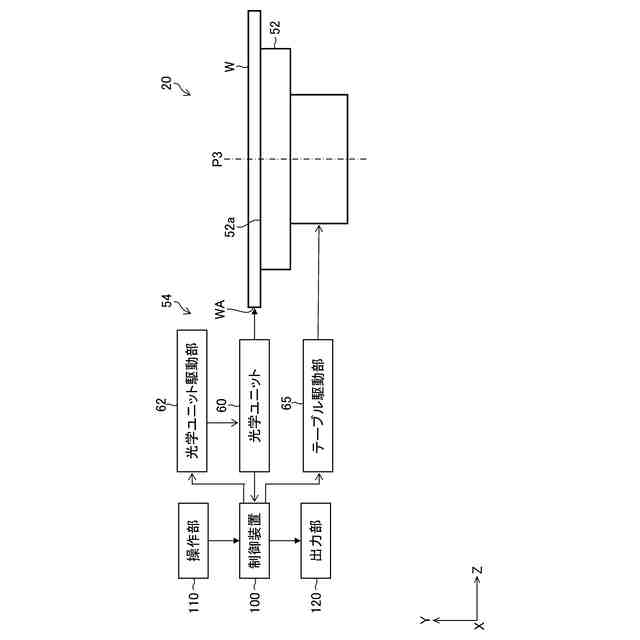
前記測定部は、
前記ウェーハが載置され、前記ウェーハを回転させる測定テーブルと、
前記測定テーブルに載置された前記ウェーハの端部の形状を測定する形状測定装置と、
を有する、
請求項1に記載のウェーハ加工システム。
【請求項3】
前記測定部は、
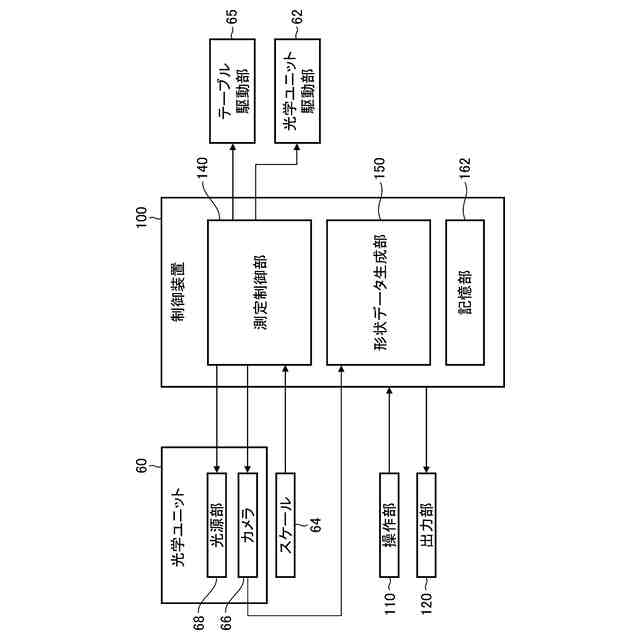
前記ウェーハの直径と、前記測定テーブルを基準とした前記ウェーハの中心位置を測定するための第1のセンサを有し、
前記定盤は、
前記定盤を基準とした前記ウェーハの中心位置を測定するための第2のセンサを有し、
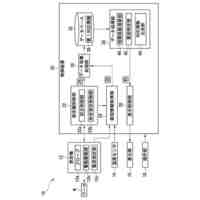
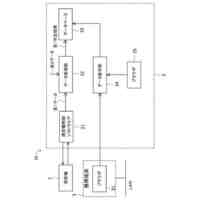
前記第1のセンサ及び前記第2のセンサによって測定された2つの中心位置の差と、あらかじめ設定された前記測定テーブルと前記研削テーブルのそれぞれの回転中心の相対位置とに基づいて、前記搬送部による前記ウェーハの搬送量を制御する制御装置を有する、
請求項2に記載のウェーハ加工システム。
【請求項4】
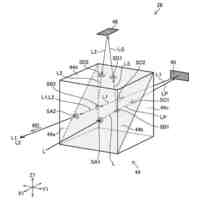
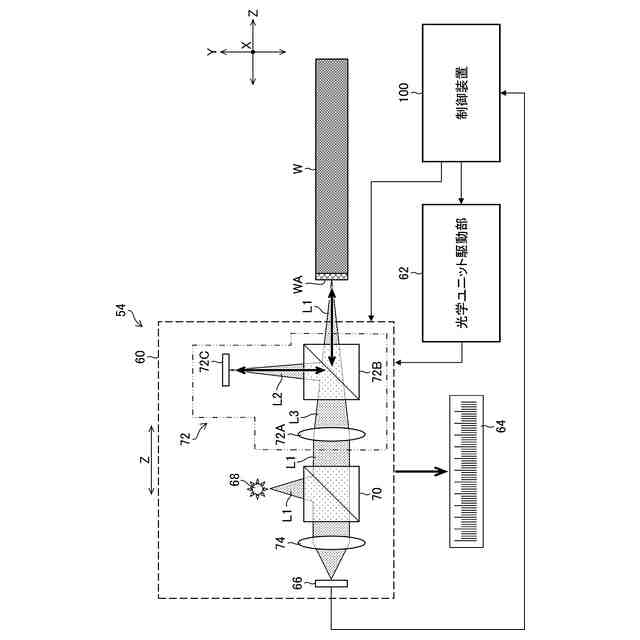
前記測定部には、形状測定装置が設けられ、
前記形状測定装置は、白色干渉顕微鏡である光学ユニットを備える、
請求項1から3のいずれか1項に記載のウェーハ加工システム。
【請求項5】
前記除振台は、非動作位置である着座位置と、前記着座位置の上方に位置し動作位置である浮上位置との間で移動され、
前記除振台を前記浮上位置で固定し、且つ前記固定を解除するロック部材を有する、
請求項1から3のいずれか1項に記載のウェーハ加工システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの端部を研削加工する研削部とウェーハの端部の形状を測定する測定部とを備えたウェーハ加工システムに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
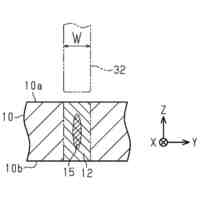
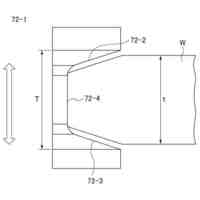
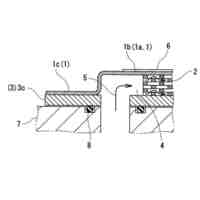
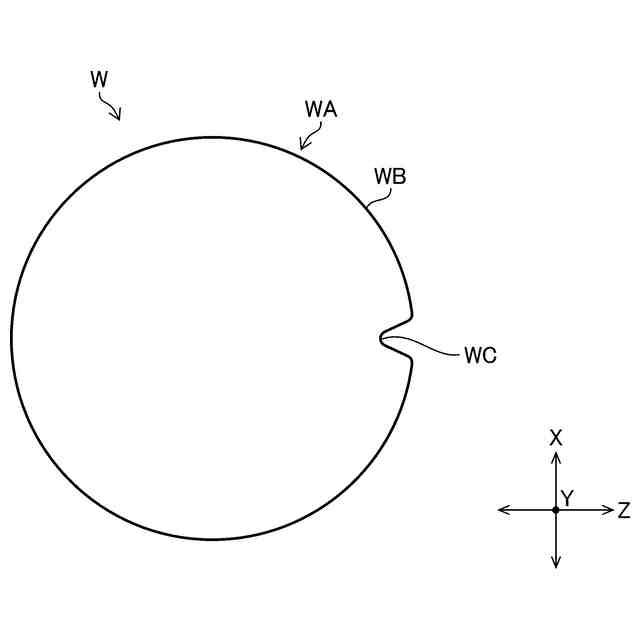
円板状のウェーハを研磨装置によって表面加工した場合、ウェーハの端部が先鋭状に加工されるためウェーハの割れ又は欠けの原因となる。このため、ウェーハの端部の先鋭部を除去し、端部をラウンド形状又は面取り形状とする研削加工(面取り加工とも言う。)がウェーハに施される(特許文献1参照)。
【0003】
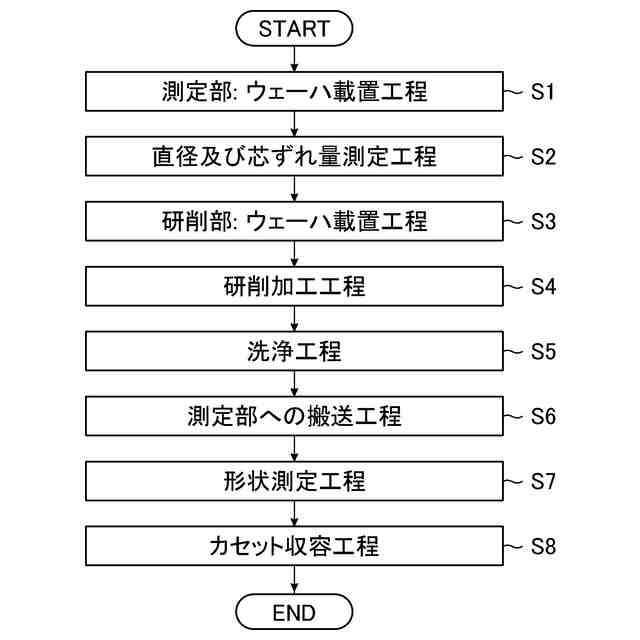
研削加工によって成形されるウェーハの端部の形状及び寸法は、業界団体が定める規格又はクライアントの要求により規定されるため、その規定範囲内に端部を研削加工する必要がある。このようなことから、ウェーハの製造工程では、研削加工後にウェーハの端部の形状を測定し、端部の形状が規定範囲内にあるか否かを検査するための形状測定が行われる。
【0004】
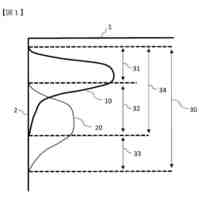
特許文献2には、ウェーハの端部の形状を光投影測定法によって測定する形状測定装置が開示されている。この形状測定装置は、研削加工されたウェーハの端部に対し、ウェーハの表裏各面に略平行な方向から光を投光するとともに、その投光方向に対向する方向からカメラによってウェーハの端部の投影像を撮像し、その投影像に基づいてウェーハの端部の形状を測定する。
【先行技術文献】
【特許文献】
【0005】
特開2009-78326号公報
特開2009-168634号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
一般に、ウェーハの研削加工は、加工現場に設置された研削装置にて行われる。また、研削加工後に行われるウェーハの端部の形状測定は、加工現場とは異なる場所の精密測定室に設置された形状測定装置にて行われる。この理由は、加工現場よりも精密測定室の方が、床振動が小さく、床振動に起因する測定誤差を回避するためである。
【0007】
このように、従来では、研削加工と形状測定とが別々の場所で実施される。このため、加工現場と精密測定室との間でウェーハを搬送するウェーハ搬送工程を、ウェーハ製造工程の中に設けなければならないので、ウェーハの単位時間あたりの生産量(スループット)が低下するという問題がある。具体的に説明すると、従来は、研削加工後のウェーハをカセットに順次収容し、このカセットに1ロット分の複数のウェーハを収容する。この後、このカセットを加工現場から精密測定室に搬送し、カセットからウェーハを取り出して形状測定装置にて形状を測定する必要があった。この場合、研削加工不足があった場合でも、形状測定装置から研削装置にウェーハを戻すのには更に時間を要していた。
【0008】
本発明は、このような事情に鑑みてなされたもので、スループットを向上させることができるウェーハ加工システムを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、上記目的を達成するために以下の態様からなる。
【0010】
第1態様に係るウェーハ加工システムは、定盤と、定盤に搭載され、ウェーハの端部を研削加工する研削部と、定盤に搭載され、研削加工されたウェーハの端部の形状を測定する測定部と、研削部と測定部との間でウェーハを搬送する搬送部と、定盤と測定部との間に配置された除振台と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
10日前
株式会社東京精密
研削装置
27日前
株式会社東京精密
ロッカー
21日前
株式会社東京精密
プローバ
10日前
株式会社東京精密
プローバ
今日
株式会社東京精密
加工装置
10日前
株式会社東京精密
電池検査装置
今日
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
スラリー供給装置
11日前
株式会社東京精密
検査装置、及び、検査方法
1か月前
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
CMP装置、及び、CMP方法
1か月前
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
測定機の管理方法及び管理装置
今日
株式会社東京精密
プローバ、及び、プローブ検査方法
20日前
株式会社東京精密
コントローラ、及び、監視システム
3日前
株式会社東京精密
ダイシング方法およびダイシングシステム
21日前
株式会社東京精密
エッチングシステム、及び、エッチング方法
3日前
株式会社東京精密
スタイラス姿勢決定方法及びスタイラス姿勢決定装置
26日前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
光変調装置
27日前
株式会社東京精密
ウェーハ試験装置のチャックの表面処理方法及びウェーハ試験装置のチャック
今日
株式会社東京精密
面取り研削方法及び面取り研削装置
18日前
個人
安全なNAS電池
24日前
個人
フリー型プラグ安全カバー
1か月前
日本発條株式会社
積層体
今日
東レ株式会社
多孔質炭素シート
19日前
ローム株式会社
半導体装置
19日前
エイブリック株式会社
半導体装置
21日前
個人
防雪防塵カバー
今日
エイブリック株式会社
半導体装置
21日前
キヤノン株式会社
電子機器
19日前
株式会社ティラド
面接触型熱交換器
11日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ