TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093816
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2023209711
出願日
2023-12-12
発明の名称
ガラス基板の欠陥検査装置、及びガラス基板の製造方法
出願人
日本電気硝子株式会社
代理人
弁理士法人矢野内外国特許事務所
主分類
G01N
21/958 20060101AFI20250617BHJP(測定;試験)
要約
【課題】ガラス基板の欠陥を検査するガラス基板の欠陥検査装置、及び当該欠陥検査装置を用いた検査工程を備えるガラス基板の製造方法であって、ガラス基板の外周縁部における欠陥の有無を精度良く検査することができる、ガラス基板の欠陥検査装置、及びガラス基板の製造方法を提供する。
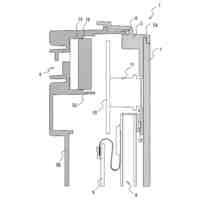
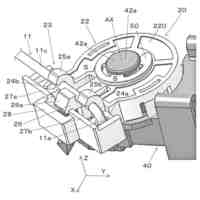
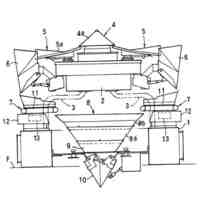
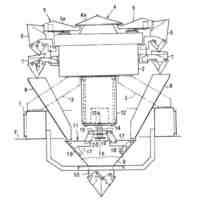
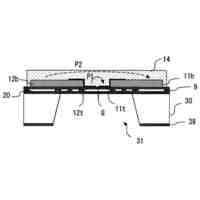
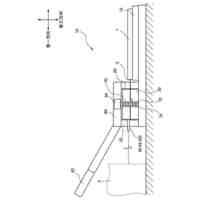
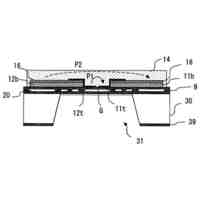
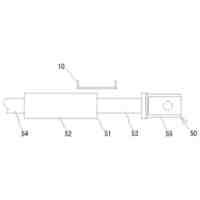
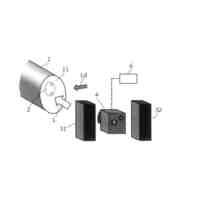
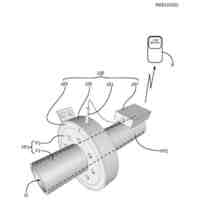
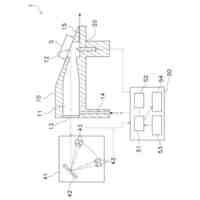
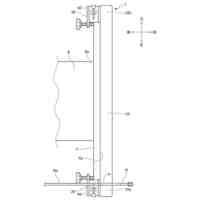
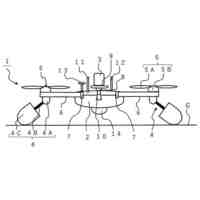
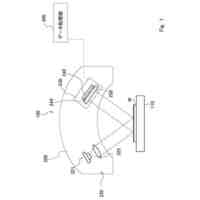
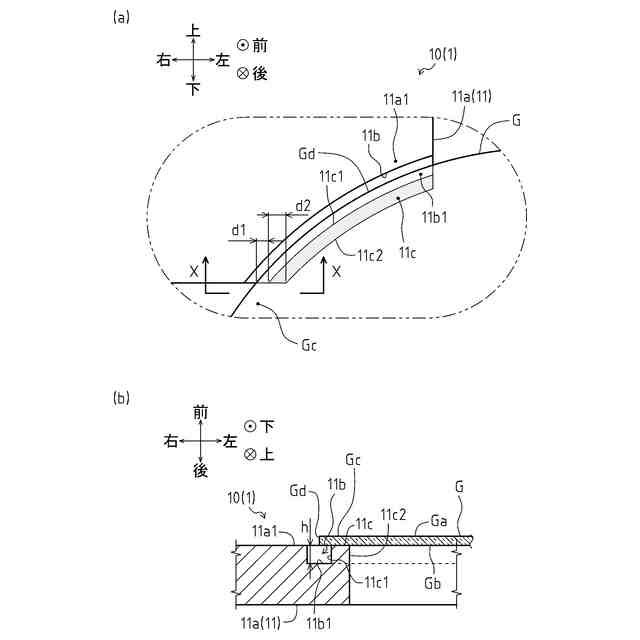
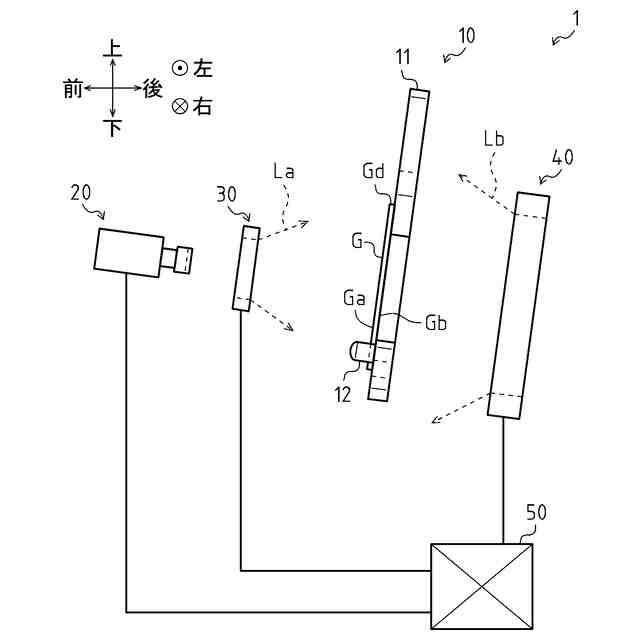
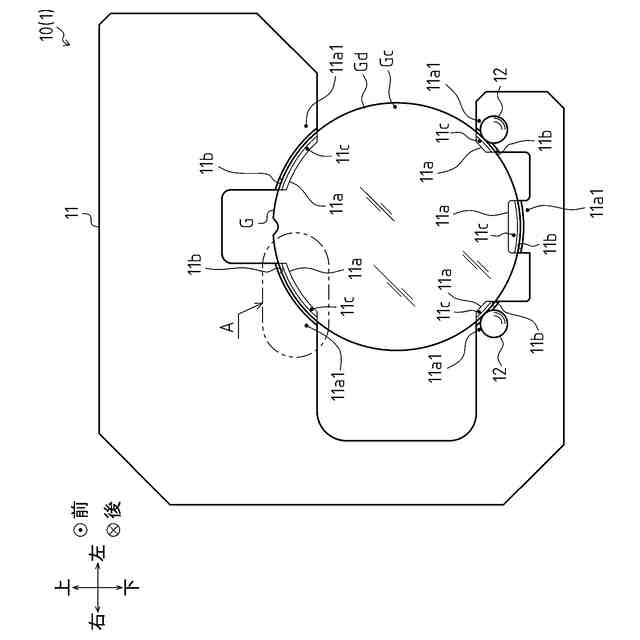
【解決手段】ガラス基板Gを支持するステージ10と、当該ガラス基板Gを一方の主面(表面Ga)側から撮像する撮像手段20と、撮像手段20によって撮像された画像データに基づき、ガラス基板Gの外周端面Gdの状態を判定する制御部50とを備え、ステージ10は、ガラス基板Gの他方の主面(裏面Gb)側よりガラス基板Gの外周縁部Gcを支持する支持面11a1を有し、支持面11a1は、ガラス基板Gの外周端面Gdに沿って設けられ、且つ外周端面Gdに対してガラス基板Gの中央側に離れた位置にて、ガラス基板Gと接触する接触領域11cを有する。
【選択図】図3
特許請求の範囲
【請求項1】
ガラス基板の欠陥を検査するガラス基板の欠陥検査装置であって、
ガラス基板を支持するステージと、
前記ステージによって支持されたガラス基板を一方の主面側から撮像する撮像手段と、
前記撮像手段によって撮像された画像データに基づき、前記ガラス基板の外周縁部の状態を判定する制御部とを備え、
前記ステージは、
前記ガラス基板の他方の主面側より当該ガラス基板の外周縁部を支持する支持面を有し、
前記支持面は、
前記ガラス基板の外周端面に沿って設けられ、且つ当該外周端面に対してガラス基板の中央側に離れた位置にて、ガラス基板と接触する接触領域を有する、
ことを特徴とするガラス基板の欠陥検査装置。
続きを表示(約 940 文字)
【請求項2】
前記ステージは、傾斜した縦姿勢の状態で前記ガラス基板を支持する、
ことを特徴とする、請求項1に記載のガラス基板の欠陥検査装置。
【請求項3】
前記ステージによってガラス基板を支持した状態において、
前記支持面は、
前記一方の主面側から見て、前記ガラス基板の外周端面と重なる位置に設けられ、且つ当該外周端面に沿って形成される溝部を有する、
ことを特徴とする、請求項1または請求項2に記載のガラス基板の欠陥検査装置。
【請求項4】
前記ステージによってガラス基板を支持した状態において、
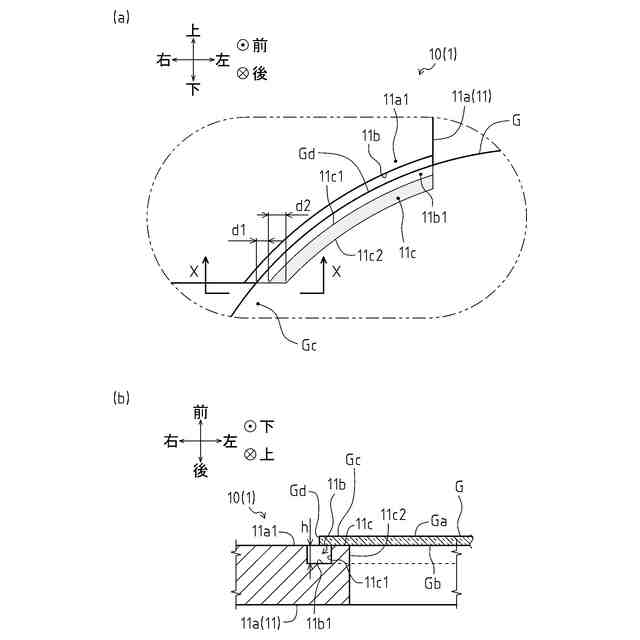
前記ガラス基板の一方の主面側から見た、前記ガラス基板の外周端面と、前記接触領域における当該外周端面側の第1端面との間の寸法は、0.5mm以上3mm以下である、
ことを特徴とする、請求項1または請求項2に記載のガラス基板の欠陥検査装置。
【請求項5】
前記支持面において、
前記接触領域における、前記ガラス基板の外周端面側の第1端面と、前記ガラス基板の中央側の第2端面との間の幅寸法は、0.5mm以上3mm以下である、
ことを特徴とする、請求項1または請求項2に記載のガラス基板の欠陥検査装置。
【請求項6】
前記ステージによってガラス基板を支持した状態において、
前記支持面は、
前記一方の主面側から見て、前記ガラス基板の外周端面と重なる位置に設けられ、且つ当該外周端面に沿って形成されるとともに、
前記接触領域に対して、前記ガラス基板の他方の主面側に離間した離間領域を有し、
前記接触領域と前記離間領域との間の離間寸法は、1mm以上である、
ことを特徴とする、請求項1または請求項2に記載のガラス基板の欠陥検査装置。
【請求項7】
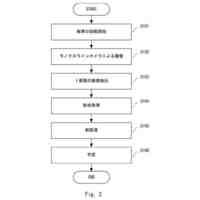
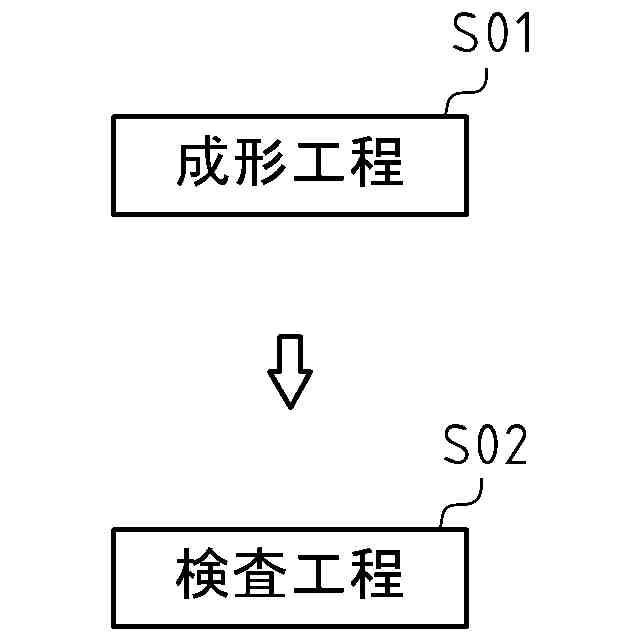
ガラス基板を成形する成形工程と、
前記成形工程の終了後、請求項1または請求項2に記載の欠陥検査装置を用いて、得られたガラス基板を検査対象物として、当該ガラス基板の欠陥を検査する検査工程とを備える、
ことを特徴とする、ガラス基板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガラス基板の欠陥検査装置、及び当該欠陥検査装置を用いた検査工程を備えるガラス基板の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来より、薄板状のガラス基板の製造工程において、作製されたガラス基板の欠陥の有無を検査する、ガラス基板の欠陥検査装置が知られている。
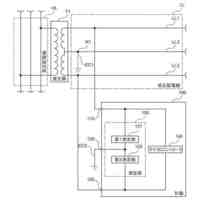
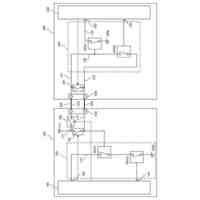
例えば、その一例として、特許文献1においては、やや傾斜させた縦姿勢の状態でガラスワーク(ガラス基板)を支持する支持部(ステージ)と、ステージによって支持されたガラス基板に光を照射して照明する光照射部(照明手段)と、照明手段によって照明されたガラス基板を撮像して画像データを取得する画像情報取得部(撮像手段)と、撮像手段によって取得された画像データに基づきガラス基板の欠陥の有無を検査する判定制御部(制御部)とを備える、検査装置(欠陥検査装置)が開示されている。
【0003】
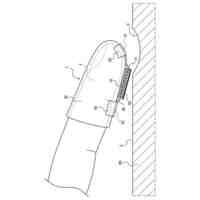
上記の欠陥検査装置において、ガラス基板は、一方の主面(以下、適宜「表面」と記載)を撮像手段に対向させた状態で、ステージによって支持される。
また、ガラス基板は、他方の主面(以下、適宜「裏面」と記載)において、外周縁部の一部をステージに接触させた状態で、当該ステージによって支持される。
【0004】
そして、欠陥検査装置は、ガラス基板の外周縁部が撮像された画像データに基づき、例えば二値化処理等を施して当該外周縁部の端面(外周端面)の形状をトレースした輪郭線を抽出し、当該輪郭線上において、破断個所等が確認された場合には、ガラス基板の外周端面に、傷や欠けや汚れ等の欠陥が存在すると判断する。
【先行技術文献】
【特許文献】
【0005】
特開2021-156756号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前述した従来の欠陥検査装置において、例えば経年変化等によって、ステージにおけるガラス基板の裏面の外周縁部と接触する箇所に、塗装の剥離や細かい傷等の欠陥が生じた場合、撮像手段によってガラス基板を撮像する際に、照明手段から照射された光が当該欠陥に反射し、画像データ上における外周端面と重なる位置に、反射光が予期せず写り込むことがある。
この場合、二値化処理が施された画像データ上において、ガラス基板の外周端面の輪郭線は、上記反射光によって破断された状態で抽出される。
【0007】
その結果、欠陥検査装置は、反射光による輪郭線の破断個所を、ガラス基板の外周端面に生じた欠陥であると誤判断することとなり、ガラス基板の外周縁部における欠陥の有無を、精度良く検査することが困難となる虞があった。
【0008】
本発明は、以上に示した現状の問題点を鑑みてなされたものであり、ガラス基板の欠陥を検査するガラス基板の欠陥検査装置、及び当該欠陥検査装置を用いた検査工程を備えるガラス基板の製造方法であって、ガラス基板の外周縁部における欠陥の有無を、精度良く検査することができる、ガラス基板の欠陥検査装置、及びガラス基板の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0010】
即ち、本発明の態様1に係るガラス基板の欠陥検査装置は、ガラス基板の欠陥を検査するガラス基板の欠陥検査装置であって、ガラス基板を支持するステージと、前記ステージによって支持されたガラス基板を一方の主面側から撮像する撮像手段と、前記撮像手段によって撮像された画像データに基づき、前記ガラス基板の外周縁部の状態を判定する制御部とを備え、前記ステージは、前記ガラス基板の他方の主面側より当該ガラス基板の外周縁部を支持する支持面を有し、前記支持面は、前記ガラス基板の外周端面に沿って設けられ、且つ当該外周端面に対してガラス基板の中央側に離れた位置にて、ガラス基板と接触する接触領域を有することを特徴とする。
このような構成からなる、本発明に係るガラス基板の欠陥検査装置によれば、ガラス基板の外周縁部を支持するステージの支持面において、当該ガラス基板と接触する接触領域が、ガラス基板の外周端面に対して、当該ガラス基板の中央側に離れた位置に設けられることとなり、例えば、経年変化等による塗装の剥離や細かい傷等の欠陥が当該接触領域に生じた場合であっても、画像データ上において、当該欠陥に反射した反射光が、ガラス基板の外周端面と重なる位置に写り込むのを抑制することができる。
従って、例えば二値化処理が施された画像データ上において、抽出されたガラス基板の外周端面の輪郭線上に、反射光を要因とする破断個所が発生するのを防止し、ガラス基板の外周縁部における欠陥の有無を、精度良く検査することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
計器装置
4日前
株式会社東光高岳
計器
今日
日本精機株式会社
液面検出装置
6日前
大和製衡株式会社
組合せ秤
6日前
大和製衡株式会社
組合せ秤
12日前
大和製衡株式会社
組合せ秤
6日前
個人
フロートレス液面センサー
19日前
日本特殊陶業株式会社
ガスセンサ
7日前
日本特殊陶業株式会社
ガスセンサ
18日前
ダイハツ工業株式会社
試験用治具
12日前
日本特殊陶業株式会社
ガスセンサ
7日前
キヤノン株式会社
放射線撮像装置
21日前
大同特殊鋼株式会社
座標系較正方法
21日前
株式会社クボタ
作業車
11日前
TDK株式会社
計測装置
5日前
株式会社ノーリツ
通信システム
4日前
新電元メカトロニクス株式会社
位置検出装置
4日前
大同特殊鋼株式会社
ラベル色特定方法
21日前
トヨタ自動車株式会社
歯車の検査方法
7日前
旭光電機株式会社
漏出検出装置
18日前
株式会社フジキン
流量測定装置
13日前
住友化学株式会社
積層基板
18日前
日本電気株式会社
測位装置及びその方法
今日
株式会社島津製作所
発光分析装置
4日前
株式会社アステックス
ラック型負荷装置
19日前
大和ハウス工業株式会社
計測用治具
18日前
SMC株式会社
位置検出センサ
11日前
株式会社デンソー
電流センサ
18日前
パイオニア株式会社
評価装置
11日前
トヨタ自動車株式会社
異音判定装置
20日前
日本製鉄株式会社
評価方法
19日前
DIC株式会社
凹凸増幅用具
4日前
タカハタプレシジョン株式会社
水道メータ
4日前
株式会社セシアテクノ
気象観測装置
今日
株式会社ミツトヨ
非接触表面性状評価装置
20日前
東芝ライテック株式会社
センサ装置
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ