TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025095284
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023211198
出願日
2023-12-14
発明の名称
制御装置、溶接システム及び制御方法
出願人
三菱重工業株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B23K
9/12 20060101AFI20250619BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接ワイヤの送給状態の安定化を図る。
【解決手段】制御装置600は、溶接ワイヤを送給ケーブルの内部を移動させ、固定部に固定されたワイヤノズルから溶接位置に向けて溶接ワイヤを送給する制御を行う制御装置600であって、ワイヤノズルから送給する溶接ワイヤに生じた荷重値及びモーメント値を含むセンサ情報をセンサから取得する取得部631と、荷重値及びモーメント値に基づいて、溶接ワイヤの上下方向における先端部の位置及び送給速度を制御するワイヤ制御部632と、を備える。
【選択図】図5
特許請求の範囲
【請求項1】
溶接ワイヤを送給ケーブルの内部を移動させ、固定部に固定されたワイヤノズルから溶接位置に向けて前記溶接ワイヤを送給する制御を行う制御装置であって、
前記ワイヤノズルから送給する前記溶接ワイヤに生じた荷重値及びモーメント値を含むセンサ情報をセンサから取得する取得部と、
前記荷重値及び前記モーメント値に基づいて、前記溶接ワイヤの上下方向における先端部の位置及び送給速度を制御するワイヤ制御部と、
を備える、制御装置。
続きを表示(約 1,500 文字)
【請求項2】
前記ワイヤ制御部は、前記センサ情報の前記モーメント値と第1条件とを比較し、比較結果に基づいて前記溶接ワイヤの上下方向における前記先端部の位置を調整する、請求項1に記載の制御装置。
【請求項3】
前記第1条件は、前記モーメント値の正常範囲を含み、
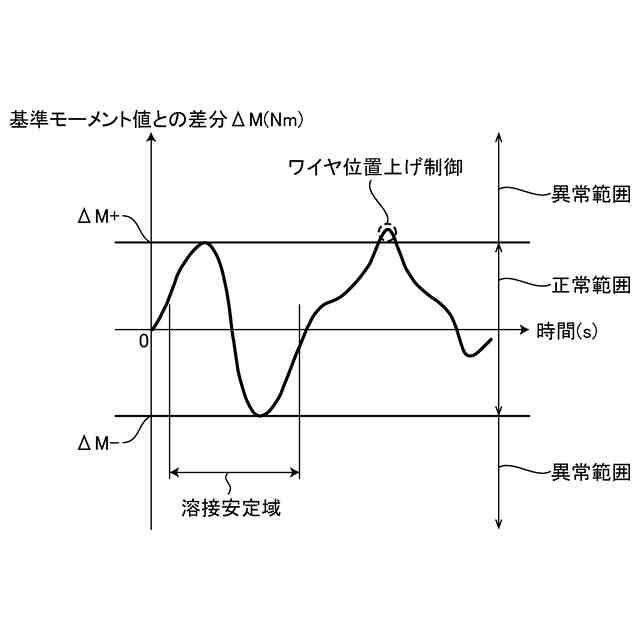
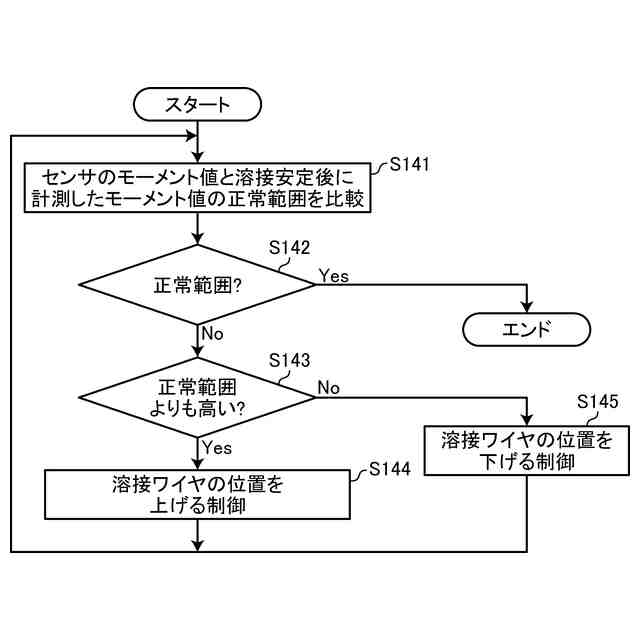
前記ワイヤ制御部は、前記モーメント値が前記正常範囲よりも高い場合に、前記溶接ワイヤの前記先端部の位置を上げるように供給装置を制御し、前記モーメント値が前記正常範囲よりも低い場合に、前記溶接ワイヤの前記先端部の位置を下げるように供給装置を制御する、請求項2に記載の制御装置。
【請求項4】
前記ワイヤ制御部は、溶接を開始してから溶接個所が安定した後に前記センサから取得した前記センサ情報に基づいて、前記モーメント値の前記正常範囲を推定する、請求項3に記載の制御装置。
【請求項5】
前記ワイヤ制御部は、前記センサ情報の前記荷重値と第2条件とを比較し、比較結果に基づいて前記溶接ワイヤの前記送給速度を調整する、請求項1から4のいずれか1項に記載の制御装置。
【請求項6】
前記第2条件は、前記荷重値の正常範囲を含み、
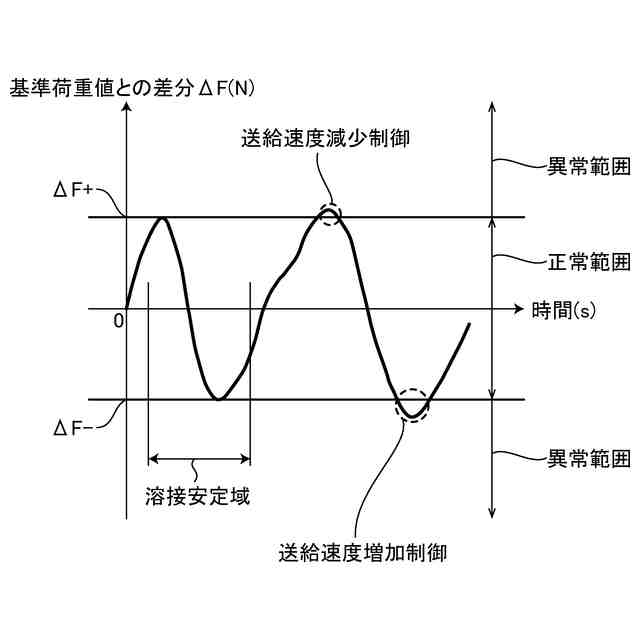
前記ワイヤ制御部は、前記荷重値が前記正常範囲よりも高い場合に、前記溶接ワイヤの前記送給速度を減少させるように供給装置を制御し、前記荷重値が前記正常範囲よりも低い場合に、前記溶接ワイヤの前記送給速度を増加させるように供給装置を制御する、請求項5に記載の制御装置。
【請求項7】
前記ワイヤ制御部は、溶接を開始してから溶接個所が安定した後にセンサから取得した前記センサ情報に基づいて、前記荷重値の前記正常範囲を推定する、請求項6に記載の制御装置。
【請求項8】
前記ワイヤ制御部は、前記溶接位置を撮像した画像情報に基づいて、前記溶接ワイヤと溶接電極との左右方向の位置を調整する、請求項7に記載の制御装置。
【請求項9】
溶接ワイヤを溶かして溶接する溶接装置と、
前記溶接ワイヤを送給する送給ケーブル、前記送給ケーブルに連通するワイヤノズル及び前記送給ケーブルと前記ワイヤノズルとの間に設けられ、他の部材に固定された固定部を有し、前記固定部に固定された前記ワイヤノズルから溶接位置に向けて前記溶接ワイヤを送給する供給装置と、
前記溶接ワイヤの先端部の荷重値及びモーメント値を含むセンサ情報を検出するセンサと、
前記ワイヤノズルから溶接位置に向けて前記溶接ワイヤを送給する制御を行う制御装置と、
を備え、
前記制御装置は、
前記ワイヤノズルから送給する前記溶接ワイヤに生じた荷重値及びモーメント値を含むセンサ情報を前記センサから取得する取得部と、
前記荷重値及び前記モーメント値に基づいて、前記溶接ワイヤの上下方向における先端部の位置及び送給速度を制御するワイヤ制御部と、
を備える、溶接システム。
【請求項10】
溶接ワイヤを送給ケーブルの内部を移動させ、固定部に固定されたワイヤノズルから溶接位置に向けて前記溶接ワイヤを送給する制御を行う制御装置が実行する制御方法であって、
前記ワイヤノズルから送給する前記溶接ワイヤに生じた荷重値及びモーメント値を含むセンサ情報をセンサから取得する取得ステップと、
前記荷重値及び前記モーメント値に基づいて、前記溶接ワイヤの上下方向における先端部の位置及び送給速度を制御するワイヤ制御ステップと、
を含む、制御方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、制御装置、溶接システム及び制御方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
溶接の自動化では、省人化、品質の安定化、仕損費の抑制等が期待されている。例えば特許文献1には、裏波形成に適した溶接条件において、溶接ワイヤの半溶接状態の先端部を溶融池の裏面側に押し出すに必要な送給抵抗になるように溶接ワイヤの送給速度を制御しながら溶接する旨が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開平8-1334号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、自動で溶接を制御する制御装置において、溶接に用いる溶接ワイヤを送給する際、溶接ワイヤの送給状態が不安定であると、溶接ワイヤと溶接部との位置関係が変動する、溶接対象の溶接状態が変動する、等の恐れがある。そのため、自動で溶接を制御する制御装置に関して、溶接ワイヤの送給状態の安定化を図ることが望ましい。
【0005】
本開示は、上述した課題を解決するものであり、溶接ワイヤの送給状態の安定化を図る制御装置、溶接システム及び制御方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
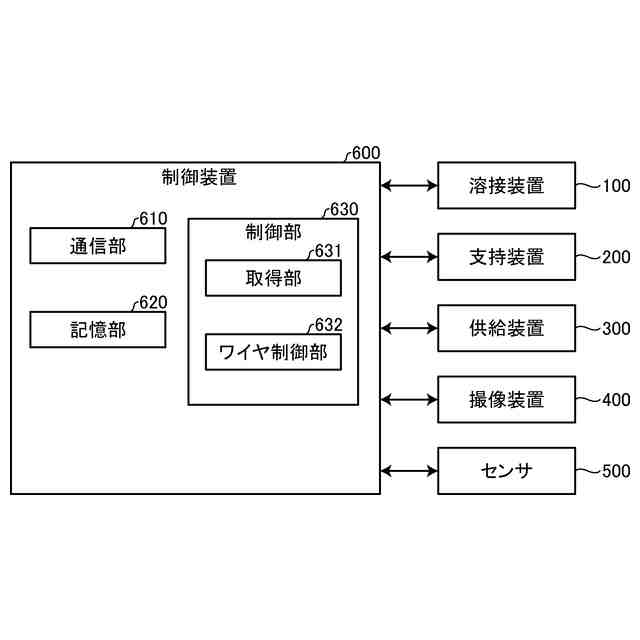
本開示に係る制御装置は、溶接ワイヤを送給ケーブルの内部を移動させ、固定部に固定されたワイヤノズルから溶接位置に向けて前記溶接ワイヤを送給する制御を行う制御装置であって、前記ワイヤノズルから送給する前記溶接ワイヤに生じた荷重値及びモーメント値を含むセンサ情報をセンサから取得する取得部と、前記荷重値及び前記モーメント値に基づいて、前記溶接ワイヤの上下方向における先端部の位置及び送給速度を制御するワイヤ制御部と、を備える。
【0007】
本開示に係る溶接システムは、溶接ワイヤを溶かして溶接する溶接装置と、前記溶接ワイヤを送給する送給ケーブル、前記送給ケーブルに連通するワイヤノズル及び前記送給ケーブルと前記ワイヤノズルとの間に設けられ、他の部材に固定された固定部を有し、前記固定部に固定された前記ワイヤノズルから溶接位置に向けて前記溶接ワイヤを送給する供給装置と、前記溶接ワイヤの先端部の荷重値及びモーメント値を含むセンサ情報を検出するセンサと、前記ワイヤノズルから溶接位置に向けて前記溶接ワイヤを送給する制御を行う制御装置と、を備え、前記制御装置は、前記ワイヤノズルから送給する前記溶接ワイヤに生じた荷重値及びモーメント値を含むセンサ情報を前記センサから取得する取得部と、前記荷重値及び前記モーメント値に基づいて、前記溶接ワイヤの上下方向における先端部の位置及び送給速度を制御するワイヤ制御部と、を備える。
【0008】
本開示に係る制御方法は、溶接ワイヤを送給ケーブルの内部を移動させ、固定部に固定されたワイヤノズルから溶接位置に向けて前記溶接ワイヤを送給する制御を行う制御装置が実行する制御方法であって、前記ワイヤノズルから送給する前記溶接ワイヤに生じた荷重値及びモーメント値を含むセンサ情報をセンサから取得する取得ステップと、前記荷重値及び前記モーメント値に基づいて、前記溶接ワイヤの上下方向における先端部の位置及び送給速度を制御するワイヤ制御ステップと、を含む。
【発明の効果】
【0009】
本開示によれば、溶接ワイヤの送給状態の安定化を図ることができる。
【図面の簡単な説明】
【0010】
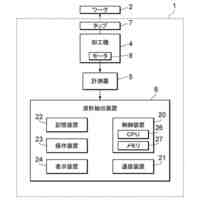
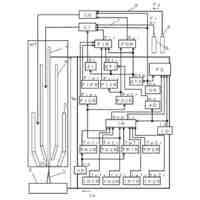
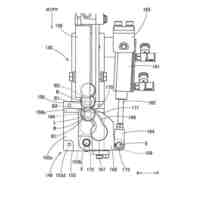
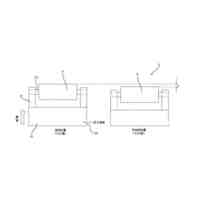
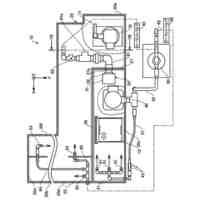
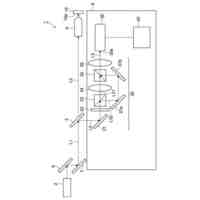
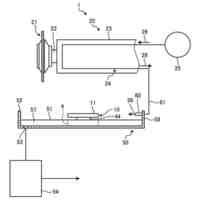
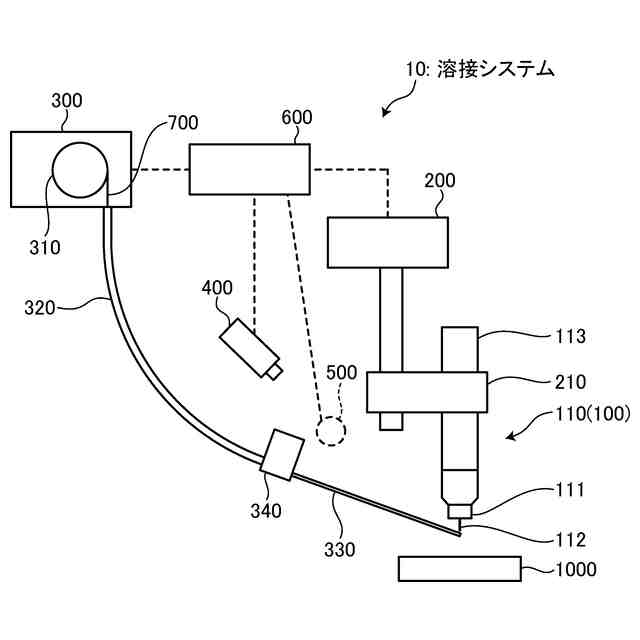
図1は、本実施形態に係る溶接システムの一例を示す模式図である。
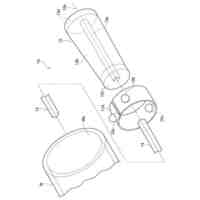
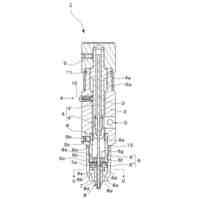
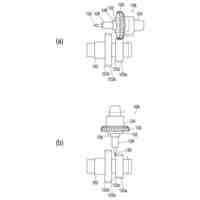
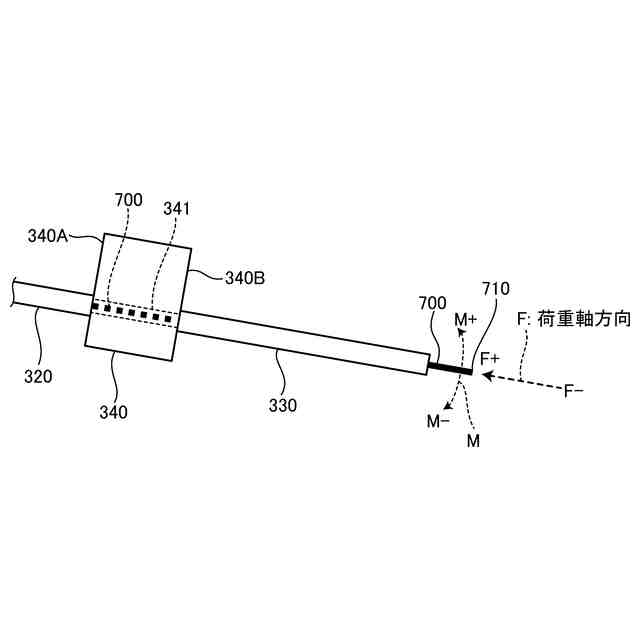
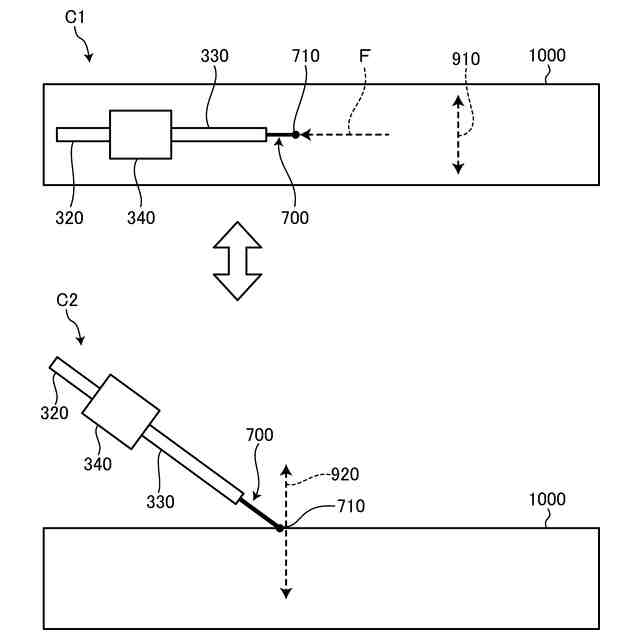
図2は、図1に示す供給装置の一部を拡大した模式図である。
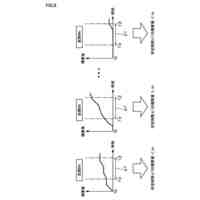
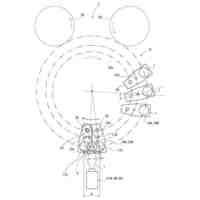
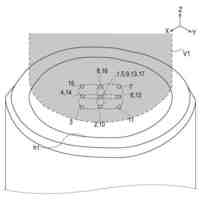
図3は、撮像装置が撮像した画像の一例を示す図である。
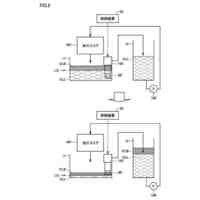
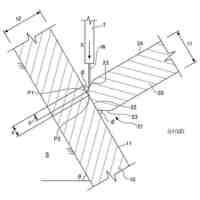
図4は、溶接ワイヤと溶接対象物との関係例を説明するための図である。
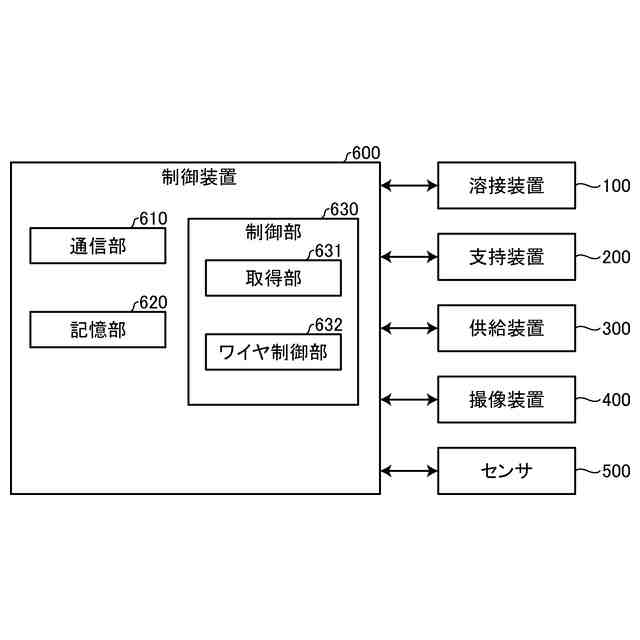
図5は、制御装置の模式的なブロック図である。
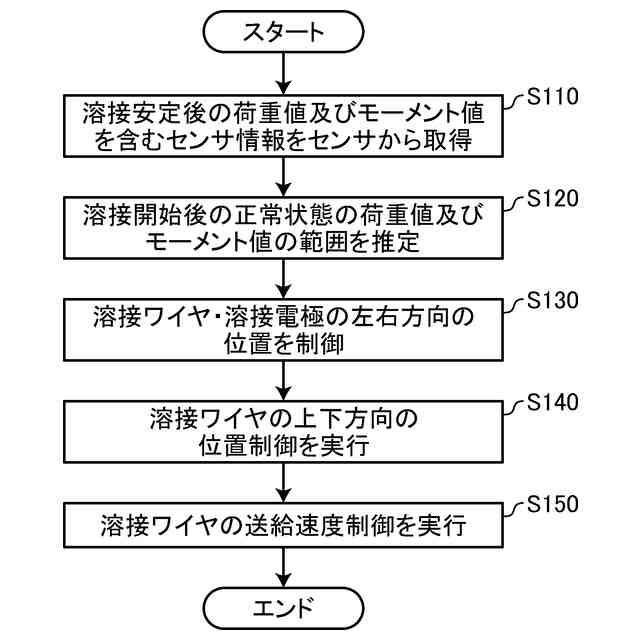
図6は、制御装置が実行する制御方法の処理手順の一例を示すフローチャートである。
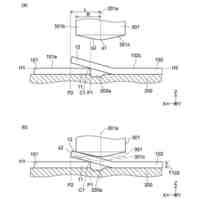
図7は、制御装置が用いる荷重値の正常範囲を説明するための図である。
図8は、制御装置が用いるモーメント値の正常範囲を説明するための図である。
図9は、図6に示す上下方向の位置制御の一例を示すフローチャートである。
図10は、図6に示す送給速度制御の一例を示すフローチャートである。
図11は、制御装置が実行する制御方法の処理手順の他の一例を示すフローチャートである。
図12は、図11に示す上下方向の位置制御の一例を示すフローチャートである。
図13は、図11に示す送給速度制御の一例を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社北川鉄工所
回転装置
22日前
日東精工株式会社
ねじ締め装置
3日前
株式会社FUJI
工作機械
7日前
トヨタ自動車株式会社
溶接マスク
3日前
株式会社不二越
波形抽出装置
14日前
日東精工株式会社
はんだこて先の製造方法
22日前
株式会社不二越
摩耗判定装置
14日前
株式会社ダイヘン
パルスアーク溶接制御方法
7日前
株式会社IHI
支持機構
7日前
DMG森精機株式会社
工作機械
10日前
株式会社ダイヘン
パルスアーク溶接制御方法
16日前
株式会社ダイヘン
2重シールドティグ溶接方法
16日前
株式会社ダイヘン
2重シールドティグ溶接方法
7日前
矢嶋工業株式会社
切出装置
2日前
株式会社ダイヘン
2重シールドティグ溶接方法
16日前
株式会社ダイヘン
2重シールドティグ溶接方法
7日前
株式会社エムテック
配管突合せ溶接用治具
22日前
兵庫県
コバルト基合金
21日前
日東工器株式会社
磁気吸着式タッピング装置
8日前
澁谷工業株式会社
レーザマーキング装置
2日前
千住金属工業株式会社
金属及び電子装置
7日前
株式会社東芝
接合方法及び接合装置
8日前
株式会社ムラタ溶研
TIG溶接用トーチ
8日前
株式会社鬨一精機
加工装置
14日前
株式会社タンガロイ
被覆切削工具
8日前
株式会社タンガロイ
締結部品
14日前
株式会社タンガロイ
締結部品
14日前
株式会社不二越
複合加工機およびツーリング
21日前
DMG森精機株式会社
工作機械およびタンク
10日前
株式会社ツガミ
クーラント装置及び工作機械
21日前
株式会社マキタ
マルノコ
8日前
三菱マテリアル株式会社
ドリル
17日前
浜松ホトニクス株式会社
レーザ加工装置
9日前
日産自動車株式会社
組み込み装置
14日前
大和ハウス工業株式会社
高電流アーク溶接方法
16日前
株式会社ディスコ
加工装置
2日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ