TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097445
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023213648
出願日
2023-12-19
発明の名称
マルテンサイト系ステンレス鋼板およびその製造方法並びにブレーキディスク
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20250624BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】耐摩耗性および耐食性に優れるとともに、靭性にも優れるマルテンサイト系ステンレス鋼板およびその製造方法並びにブレーキディスクを提供する。
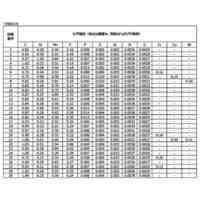
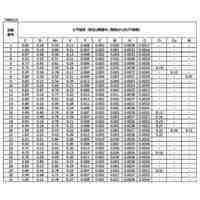
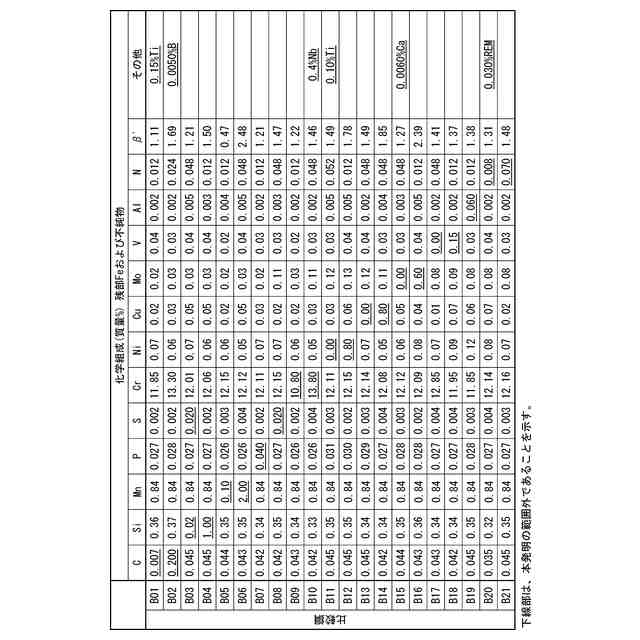
【解決手段】C:0.030~0.090%以下、Si:0.05~0.80%、Mn:0.20~1.50%、P:0.035%以下、S:0.015%以下、Cr:11.00~13.50%、Ni:0.01~0.50%、Cu:0.01~0.70%、Mo:0.01~0.50%、Al:0.05%以下、V:0.01~0.10%、N:0.010~0.060%を含有し、残部Feおよび不純物からなり、硬さが31.0HRC~39.0HRCであり、板厚中心部の結晶方位が(200)ND方位の集積度でランダム方位に対して1.2以上であり、0℃のシャルピー衝撃値が40J/cm
2
以上である、マルテンサイト系ステンレス鋼板を採用する。
【選択図】なし
特許請求の範囲
【請求項1】
化学組成が、質量%で、
C :0.030~0.090%、
Si:0.05~0.80%、
Mn:0.20~1.50%、
P :0.035%以下、
S :0.015%以下、
Cr:11.00~13.50%、
Ni:0.01~0.50%、
Cu:0.01~0.70%、
Mo:0.01~0.50%、
Al:0.05%以下、
V:0.01~0.10%、
N:0.010~0.060%を含有し、
残部Feおよび不純物からなり、
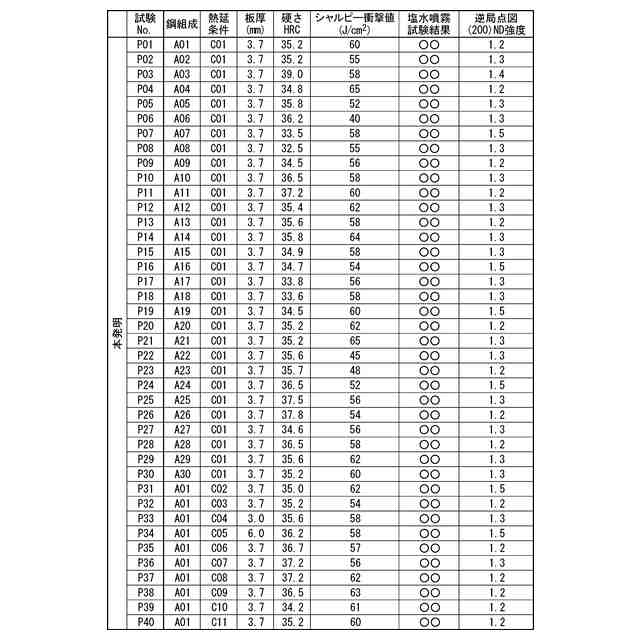
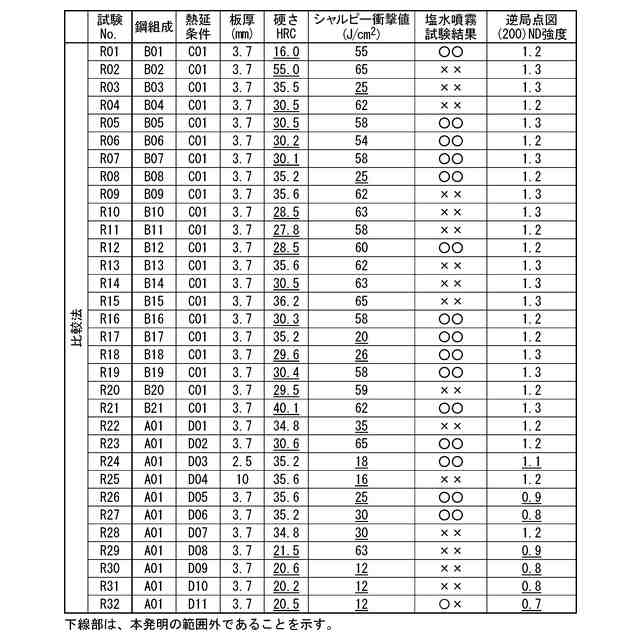
硬さが31.0HRC~39.0HRCであり、
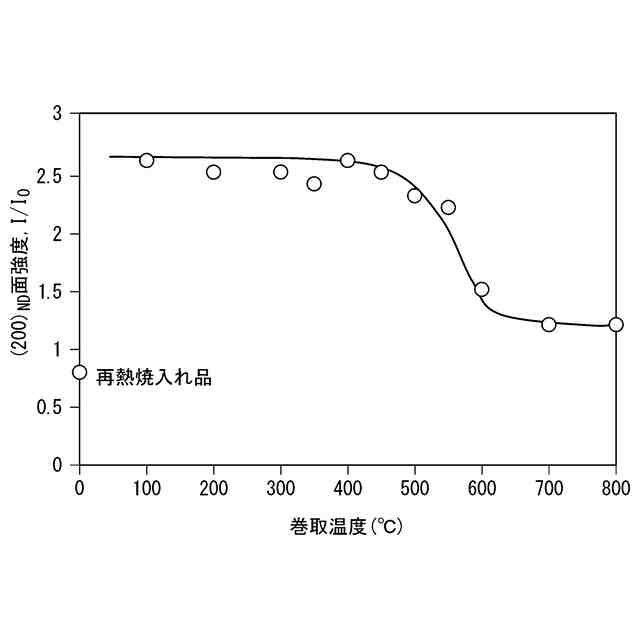
板厚中心部の結晶方位が(200)ND方位の集積度でランダム方位に対して1.2以上であり、
0℃のシャルピー衝撃値が40J/cm
2
以上であることを特徴とする、マルテンサイト系ステンレス鋼板。
続きを表示(約 1,300 文字)
【請求項2】
更に、下記のA群、B群、C群またはD群の1群または2群以上の元素を含有することを特徴とする請求項1に記載のマルテンサイト系ステンレス鋼板。
(A群)Sn:0.001%以上、0.1%以下、Co:0.001%以上、0.1%以下の1種または2種の元素。
(B群)Nb:0.005%以上、0.2%以下、Ti:0.005%以上、0.05%以下、Zr:0.005%以上、0.1%以下の1種または2種以上の元素。
(C群)B:0.0003%以上、0.003%以下。
(D群)Ca:0.0001~0.0040%、Mg:0.0001~0.0040%、REM:0.001~0.020%の1種または2種以上の元素。
【請求項3】
請求項1または請求項2に記載の化学組成を有するとともに厚さが150~250mmであるスラブを、1100~1250℃に加熱する工程と、
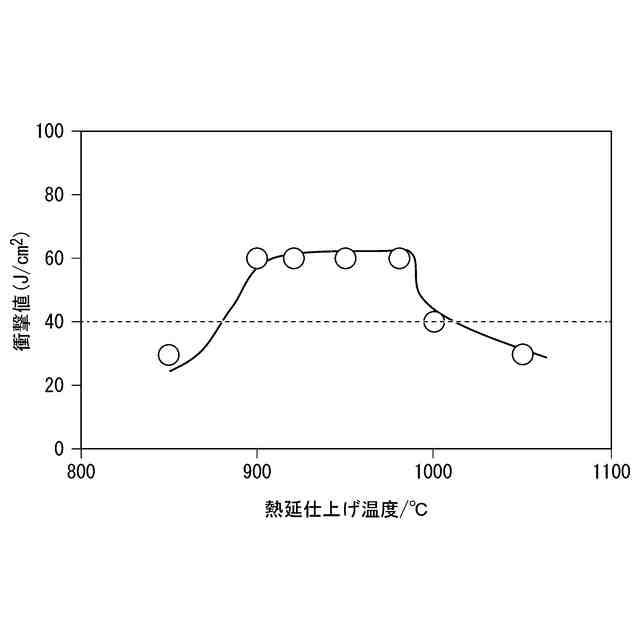
加熱後の前記スラブに対して仕上げ圧延温度が900~1000℃となる熱間圧延を行って板厚を3.0~8.0mmにする熱間圧延工程と、
熱間圧延の終了直後から冷却を開始して、20℃/s以上の平均冷却速度で冷却する工程と、
300~550℃で巻き取る工程と、を備えることを特徴とするマルテンサイト系ステンレス鋼板の製造方法。
【請求項4】
化学組成が、質量%で、
C :0.030~0.090%以下、
Si:0.05~0.80%、
Mn:0.20~1.50%、
P :0.035%以下、
S :0.015%以下、
Cr:11.00~13.50%、
Ni:0.01~0.50%、
Cu:0.01~0.70%、
Mo:0.01~0.50%、
Al:0.05%以下、
V:0.01~0.10%、
N:0.010~0.060%を含有し、
残部Feおよび不純物からなり、
硬さが31.0HRC~39.0HRCであり、
板厚中心部の結晶方位が(200)ND方位の集積度でランダム方位に対して1.2以上であり、
0℃のシャルピー衝撃値が40J/cm
2
以上のマルテンサイト系ステンレス鋼よりなるブレーキディスク。
【請求項5】
更に、下記のA群、B群、C群またはD群の1群または2群以上の元素を含有することを特徴とする請求項4に記載のブレーキディスク。
(A群)Sn:0.001%以上、0.1%以下、Co:0.001%以上、0.1%以下の1種または2種の元素。
(B群)Nb:0.005%以上、0.2%以下、Ti:0.005%以上、0.05%以下、Zr:0.005%以上、0.1%以下の1種または2種以上の元素。
(C群)B:0.0003%以上、0.003%以下。
(D群)Ca:0.0001~0.0040%、Mg:0.0001~0.0040%、REM:0.001~0.020%の1種または2種以上の元素。
発明の詳細な説明
【技術分野】
【0001】
本発明は、マルテンサイト系ステンレス鋼板およびその製造方法並びにブレーキディスクに関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
自動二輪車などのブレーキディスクには、耐摩耗性と耐食性が求められるため、SUS410、SUS410S、SUS420J2等のマルテンサイト系ステンレス鋼板がブレーキディスクの素材として用いられている。鋼板は、円盤状に打ちぬかれた後、高周波誘導加熱で外周部のみ950~1050℃に加熱され、金型焼入れされて、必要とされる硬さが造りこまれる。しかしながら、昨今では、自動車や自動二輪車などの主要工業製品において、素材製造時や部品製造時における二酸化炭素排出量の削減が求められている。そのため、ブレーキディスクの製造工程において、焼入れ工程の省略化によるCO
2
削減が望まれている。マルテンサイト系ステンレス鋼の焼入れ省略について、数例の報告がある。
【0003】
特許文献1には、焼入れ処理を施すことなく、硬度をHV=250~300とするために、熱延板焼鈍によって熱延鋼板をフェライト単相組織としてから、圧下率15~70%で冷間圧延することが示されている。しかしながら、この方法では、熱延鋼板を焼鈍、酸洗、冷間圧延することが必要になり、追加工程による生産性低下やコストの増加が問題とされる。
【0004】
また、特許文献2には、マルテンサイト系ステンレス鋼帯を冷間圧延後にオーステナイト温度域まで加熱して冷却することで、焼入れ鋼帯とすることが示されている。特許文献2の場合、熱延板焼鈍、酸洗、冷間圧延工程が追加されると共に、冷延板焼鈍で焼入れをするために、打ち抜きプレス加工したブレーキディスクを焼入れするよりは、生産性に優れる。しかし、焼鈍工程における二酸化炭素の排出があるため、CO
2
排出量の削減効果は乏しかった。
【0005】
一方で、特許文献3には、フェライト相を含んだマルテンサイト系ステンレス鋼を、1150℃以下の温度域に加熱後、少なくとも1000℃以下での圧下率が10%以上で、且つ800℃以上の温度域で仕上がる熱間圧延を施し、該熱間圧延後、直ちに5℃/sec以上の冷却速度で、100℃以下の温度域まで冷却することを特徴とする高靭性マルテンサイト系ステンレス鋼板の製造方法が示されている。この方法では、オーステナイトとフェライトの二相温度域で熱間圧延し、熱間圧延後の冷却過程で焼入れるため、追加工程を付与することなくCO
2
削減に効果的な手段と考えられる。しかし、熱間圧延後に100℃以下まで冷却することは、厚板工場では容易でも、薄板製造工程における一般的な熱延工場では、板形状の乱れや、それに起因する表面疵の増加により、実現は難しい。また、疵以外にもマルテンサイト化した熱延鋼帯の巻き戻し、形状矯正、ブランキングや穴あけ加工の際には脆性的な割れを生じやすかった。
【先行技術文献】
【特許文献】
【0006】
特開2001-262282号公報
特開2005-220400号公報
特開平07-207342号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記事情に鑑みてなされたものであって、耐摩耗性および耐食性に優れるとともに、靭性にも優れるマルテンサイト系ステンレス鋼板およびその製造方法並びにブレーキディスクを提供することを課題とする。
【課題を解決するための手段】
【0008】
マルテンサイト系ステンレス鋼板の焼入れ時のCO
2
削減と共に、鋼板製造時のCO
2
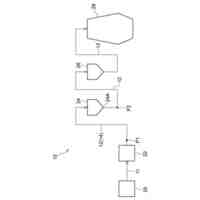
排出量も削減するために、一部再結晶オーステナイト組織となる仕上げ温度で仕上げ熱延した直後の熱延鋼帯を、例えば、ランナウトテーブル(ROT:Run-Out-Table)上で急冷し、ついで、オーステナイト単相組織、または一部マルテンサイト組織として巻取ることで、熱延コイルの冷却過程でフェライト変態させることなく、常温でマルテンサイト組織の熱延コイルとすることを着想した。
【0009】
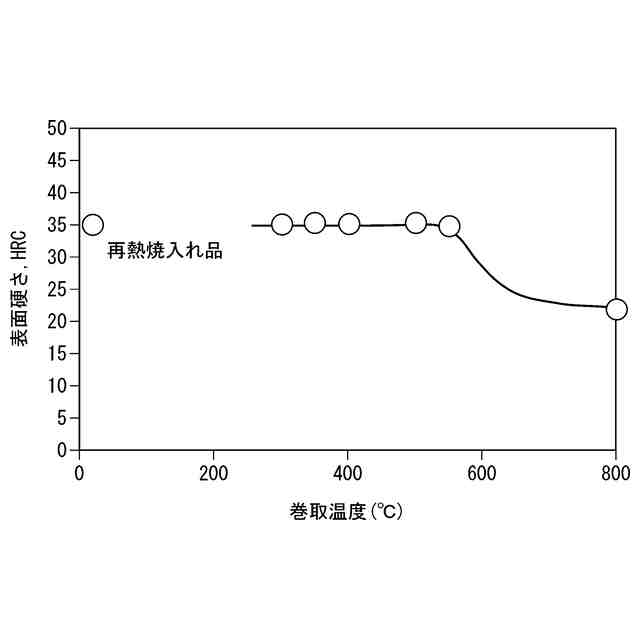
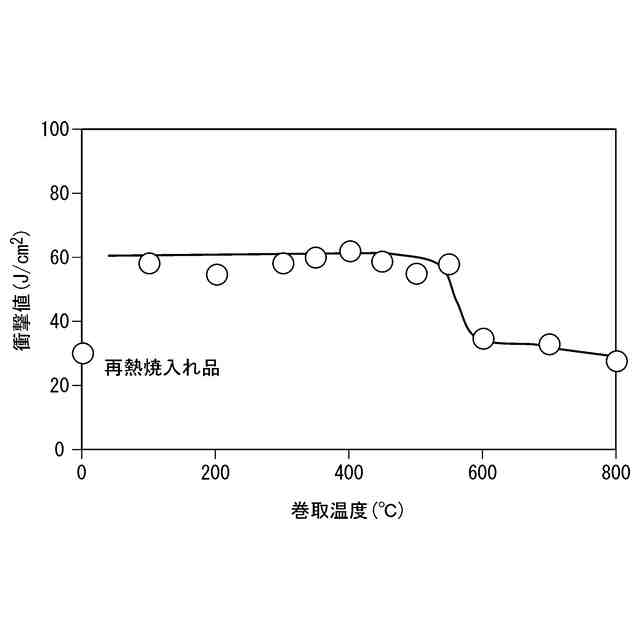
オーステナイトを主組織として巻取り、熱延コイルの冷却過程でオーステナイトからフェライトへの変態を生じさせないためには、巻取温度を550℃以下にすることが必要である。また、熱延鋼帯をROTで冷却する際に、板形状を乱さず巻取り時の疵発生を防止するためには、巻取温度を300℃以上にすることが必要になる。SUS410のMs点は概ね400℃前後であるため、巻取温度を400℃以上550℃以下にすることが、全長にわたって鋼帯の冷却条件を揃え均一な材質を得るためには好ましい。
【0010】
また、巻取り時は、ほぼオーステナイト単相の熱延コイルであるが、コイルの冷却過程においてベイナイト変態が生じてはいけないため、変態を遅らせる合金設計が必要となる。主要合金元素としてCr、Mn、Si、Ni、Mo、Cu、C、N含有量を最適化することにより、ベイナイト変態を遅延させることが可能となる。一方で、これら主要元素の過剰な含有は、熱延加熱時のδフェライト形成による硬さや耐食性の低下、残留オーステナイトの増加による硬さの低下など、合金コストの増加以外にも各種の課題が生じるので、成分の最適化が必要である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
10日前
日本製鉄株式会社
鋼線
10日前
日本製鉄株式会社
床構造
17日前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
溶接継手
24日前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
評価方法
18日前
日本製鉄株式会社
直流電気炉
5日前
日本製鉄株式会社
直流電気炉
5日前
日本製鉄株式会社
軸受用鋼管
25日前
日本製鉄株式会社
金属溶解方法
5日前
日本製鉄株式会社
鋼の製造方法
12日前
日本製鉄株式会社
直流電気溶解炉
5日前
日本製鉄株式会社
高炉の操業方法
27日前
日本製鉄株式会社
高炉の操業方法
3日前
日本製鉄株式会社
溶銑の脱りん方法
10日前
日本製鉄株式会社
焼結鉱の製造方法
13日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
棒製品の製造方法
12日前
日本製鉄株式会社
焼結鉱の製造方法
13日前
日本製鉄株式会社
補強H形鋼有孔梁
6日前
日本製鉄株式会社
制御装置及び制御方法
6日前
日本製鉄株式会社
ガス漏洩部の補修方法
4日前
日本製鉄株式会社
耐火被覆梁及び床構造
1か月前
日本製鉄株式会社
肥料及び肥料の製造方法
17日前
日本製鉄株式会社
床構造及び床構造の施工方法
1か月前
日本製鉄株式会社
表面検査装置及び表面検査方法
18日前
日本製鉄株式会社
スポット溶接継手の性能推定方法
3日前
日本製鉄株式会社
金属缶の製造方法及び金型セット
17日前
日本製鉄株式会社
塩害コンクリート構造物の補修工法
10日前
日本製鉄株式会社
疲労評価方法及び疲労評価プログラム
17日前
日本製鉄株式会社
ヤード検査ロボットおよびプログラム
5日前
日本製鉄株式会社
ノリ養殖用施肥筒およびノリ養殖施肥方法
19日前
日本製鉄株式会社
コークス品質管理方法、及び高炉操業方法
20日前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法、および圧延鋼材の製造方法
1か月前
日本製鉄株式会社
フェライト系ステンレス鋼板とその製造方法および部品
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ