TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097067
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023213132
出願日
2023-12-18
発明の名称
制御装置及び制御方法
出願人
日本製鉄株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
C21B
5/00 20060101AFI20250623BHJP(鉄冶金)
要約
【課題】高炉への操作や外乱に対して比較的遅い時間応答で観測可能な観測量の観測結果を待つことなく、高炉の操作量を適切に決定する制御を実行できるようにする技術を実現する。
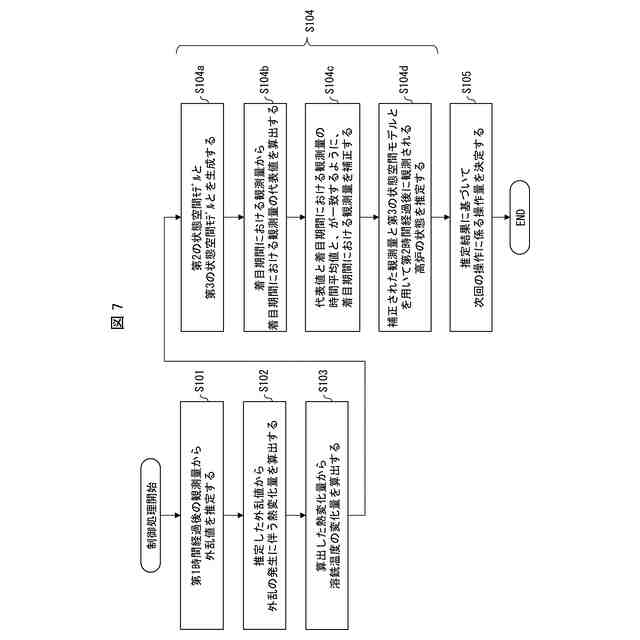
【解決手段】制御装置の状態観測量推定部は、高炉からの出銑のサイクルに応じ、外乱の重畳する状態が異なる期間をTAPとして区別した場合に、1又は複数のTAPに跨る期間である着目期間における比較的遅い時間応答で観測可能な観測量から、着目期間における比較的遅い時間応答で観測可能な観測量の代表値を算出する代表値算出部と、代表値と、着目期間における比較的遅い時間応答で観測可能な観測量の時間平均値と、が一致するように、着目期間における比較的遅い時間応答で観測可能な観測量を補正する観測量補正部と、補正された着目期間における比較的遅い時間応答で観測可能な観測量と第3の状態空間モデルと、を用いて、高炉の状態を推定する状態推定部と、を有する。
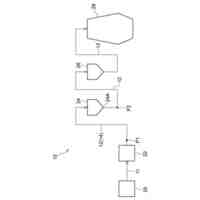
【選択図】図7
特許請求の範囲
【請求項1】
高炉のプロセスを制御する制御装置であって、
高炉への操作や外乱に対して比較的早い時間応答で観測可能な観測量及び前記比較的早い時間応答で観測可能な観測量に対応する高炉の状態を推定する第1の状態空間モデルと、外乱推定オブザーバとを用い、高炉への操作後、第1の時間が経過したときに観測された観測量から、外乱値を推定する外乱推定部と、
前記推定した外乱値から、外乱の発生に伴う熱変化量を算出する熱変化量算出部と、
前記熱変化量から、溶銑温度の変化量を算出する温度変化量算出部と、
高炉への操作や外乱に対して比較的遅い時間応答で観測可能な観測量を含む観測量及び前記比較的遅い時間応答で観測可能な観測量を含む観測量に対応する高炉の状態を推定する第2の状態空間モデルと、前記溶銑温度の変化量を用いて第3の状態空間モデルを生成し、
前記第3の状態空間モデルを用いて、高炉への操作後、前記第1の時間より長い第2の時間が経過したときに観測される観測量及び前記観測量に対応する高炉の状態を推定する状態観測量推定部と、
前記状態観測量推定部の推定結果に基づいて、次回の高炉への操作に係る操作量を決定する操作量決定部と、
を有し、
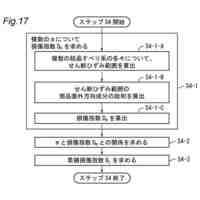
前記状態観測量推定部は、
前記高炉からの出銑のサイクルに応じ、外乱の重畳する状態が異なる期間をTAPとして区別した場合に、
1又は複数のTAPに跨る期間である着目期間における比較的遅い時間応答で観測可能な観測量から、前記着目期間における比較的遅い時間応答で観測可能な観測量の代表値を算出する代表値算出部と、
前記代表値と、前記着目期間における比較的遅い時間応答で観測可能な観測量の時間平均値と、が一致するように、前記着目期間における比較的遅い時間応答で観測可能な観測量を補正する観測量補正部と、
補正された着目期間における比較的遅い時間応答で観測可能な観測量と前記第3の状態空間モデル、とを用いて、高炉の状態を推定する状態推定部と、
を有する、制御装置。
続きを表示(約 1,600 文字)
【請求項2】
前記代表値算出部は、
前記着目期間における比較的遅い時間応答で観測可能な観測量の、平均値、トリム平均値、又は、中央値のいずれかを前記代表値とする、請求項1に記載の制御装置。
【請求項3】
前記観測量補正部は、
前記代表値と、前記着目期間における比較的遅い時間応答で観測可能な観測量を前記第3の状態空間モデルに適用して得られた前記着目期間における観測量の推定値の時間平均値と、が一致するように、前記着目期間における観測量の推定値の各値に同一の定数を加算又は減算し、
得られた値を、前記第2の時間が経過したときに観測される比較的遅い時間応答で観測可能な観測量とする補正を行う、請求項1又は2に記載の制御装置。
【請求項4】
高炉のプロセスを制御する制御装置の制御方法であって、
高炉への操作や外乱に対して比較的早い時間応答で観測可能な観測量及び前記比較的早い時間応答で観測可能な観測量に対応する高炉の状態を推定する第1の状態空間モデルと、外乱推定オブザーバとを用い、高炉への操作後、第1の時間が経過したときに観測された観測量から、外乱値を推定する外乱推定ステップと、
前記推定した外乱値から、外乱の発生に伴う熱変化量を算出する熱変化量算出ステップと、
前記熱変化量から、溶銑温度の変化量を算出する温度変化量算出ステップと、
高炉への操作や外乱に対して比較的遅い時間応答で観測可能な観測量を含む観測量及び前記比較的遅い時間応答で観測可能な観測量を含む観測量に対応する高炉の状態を推定する第2の状態空間モデルと、前記溶銑温度の変化量を用いて第3の状態空間モデルを生成し、
前記第3の状態空間モデルを用いて、高炉への操作後、前記第1の時間より長い第2の時間が経過したときに観測される観測量及び前記観測量に基づく高炉の状態を推定する状態観測量推定ステップと、
前記状態観測量推定ステップの推定結果に基づいて、次回の高炉への操作に係る操作量を決定する操作量決定ステップと、
を有し、
前記状態観測量推定ステップは、
前記高炉からの出銑のサイクルに応じ、外乱の重畳する状態が異なる期間をTAPとして区別した場合に、
1又は複数のTAPに跨る期間である着目期間における比較的遅い時間応答で観測可能な観測量から、前記着目期間における比較的遅い時間応答で観測可能な観測量の代表値を算出する代表値算出ステップと、
前記代表値と、前記着目期間における比較的遅い時間応答で観測可能な観測量の時間平均値と、が一致するように、前記着目期間における比較的遅い時間応答で観測可能な観測量を補正する観測量補正ステップと、
補正された着目期間における比較的遅い時間応答で観測可能な観測量と前記第3の状態空間モデル、とを用いて、高炉の状態を推定する状態推定ステップと、
を有する、制御方法。
【請求項5】
前記代表値算出ステップは、
前記着目期間における比較的遅い時間応答で観測可能な観測量の、平均値、トリム平均値、又は、中央値のいずれかを前記代表値とする、請求項4に記載の制御方法。
【請求項6】
前記観測量補正ステップは、
前記代表値と、前記着目期間における比較的遅い時間応答で観測可能な観測量を前記第3の状態空間モデルに適用して得られた前記着目期間における観測量の推定値の時間平均値と、が一致するように、前記着目期間における観測量の推定値の各値に同一の定数を加算又は減算し、
得られた値を、前記第2の時間が経過したときに観測される比較的遅い時間応答で観測可能な観測量とする補正を行う、請求項4又は5に記載の制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、制御装置及び制御方法に関し、高炉への操作や外乱に対して比較的遅い時間応答で観測可能な観測量の観測結果を待つことなく、高炉の操作量を適切に決定する制御を実行できる制御装置及び制御方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年の高炉プロセスにおいては、安価な鉄鉱石の利用や低還元材比条件下での操業が指向されており、高炉の炉況を安定化させたいというニーズが高まっている。
【0003】
しかしながら、安価で低品質の原材料や低還元材等を用いた操業は、炉況の不安定につながりやすく、生産量の変動や炉熱の低下の原因となってしまうことがある。例えば、鉄鉱石やコークス等の装入原料に起因して、多様な種類の外乱が発生し、高炉操業の変動が引き起こされることが知られている。そのため、安定な高炉操業の実現のためには、これらの外乱を考慮して操業する必要がある。
【0004】
また、高炉操業においては、材料の投入や条件の変更等、高炉に対して種々の操作がなされているが、高炉操業を適正化するために、操作の結果として生じる変化を観測量として観測し、観測量をフィードバックすることで次回に行う操作の操作量を調整するといった制御が行われている。
【0005】
高炉操業に関する技術としては、高炉内の状態を計算可能な物理モデルを用いて高炉における溶銑温度を予測する手法が提案されている(非特許文献1参照)。
【0006】
例えば、特許文献1には、高炉操業において、装入物由来の外乱の影響は一定時間が経過したときに初めて実測される場合が多いことに鑑みて、過去の所定区間における物理モデルの出力変数とその実測値との誤差を、出力変数をステップ的に変化させた際の出力変数の応答によりフィッテングしておき、出力変数の誤差を補償できるようにすることで、溶銑温度の予測精度を向上させる技術が開示されている。
【0007】
また、特許文献2には、物理モデルを用いて溶銑温度を予測する際には、鉄鉱石の被還元性やガス偏流等のモデル化が困難な外乱の影響によって溶銑温度の予測精度が低下する場合があることに鑑みて、溶銑温度以外の出力変数の過去区間における誤差の時間変化率に基づいて、計算値と実績値との差分を溶銑温度の計算誤差として算出し、操作変数の操作量が計算時点から変化したことに由来する予測誤差の影響を取り除くことで、溶銑温度の変化量の予測精度を向上させて溶銑温度の予測精度を向上させる技術が開示されている。
【先行技術文献】
【特許文献】
【0008】
特開2018-24935
特開2019-19385
【非特許文献】
【0009】
萩原:ディジタル制御入門、コロナ社、1999
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、操作や外乱の結果が反映されて観測される観測量には、操作後の比較的遅いタイミングで観測される観測量(操作や外乱に対して比較的遅い時間応答で観測可能な観測量)と、比較的早いタイミング(操作や外乱に対して比較的早い時間応答で観測可能な観測量)で観測される観測量とがある。
このため、比較的早いタイミングで観測される観測量を単純にフィードバックすることで次回に行う操作の操作量を調整したとしても、比較的遅いタイミングで観測される観測量を反映した適切な制御を行うことができず、また、比較的遅いタイミングで観測される観測量を単純にフィードバックすることで次回に行う操作の操作量を調整したとしても、対応が後手に回り、手遅れとなってしまうという課題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
線材
8日前
日本製鉄株式会社
鋼線
8日前
日本製鉄株式会社
床構造
15日前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
評価方法
16日前
日本製鉄株式会社
溶接継手
22日前
日本製鉄株式会社
軸受用鋼管
23日前
日本製鉄株式会社
直流電気炉
3日前
日本製鉄株式会社
直流電気炉
3日前
日本製鉄株式会社
金属溶解方法
3日前
日本製鉄株式会社
鋼の製造方法
10日前
日本製鉄株式会社
直流電気溶解炉
3日前
日本製鉄株式会社
高炉の操業方法
25日前
日本製鉄株式会社
高炉の操業方法
1日前
日本製鉄株式会社
棒製品の製造方法
10日前
日本製鉄株式会社
焼結鉱の製造方法
29日前
日本製鉄株式会社
焼結鉱の製造方法
11日前
日本製鉄株式会社
焼結鉱の製造方法
11日前
日本製鉄株式会社
溶銑の脱りん方法
8日前
日本製鉄株式会社
補強H形鋼有孔梁
4日前
日本製鉄株式会社
ガス漏洩部の補修方法
2日前
日本製鉄株式会社
耐火被覆梁及び床構造
28日前
日本製鉄株式会社
制御装置及び制御方法
4日前
日本製鉄株式会社
肥料及び肥料の製造方法
15日前
日本製鉄株式会社
床構造及び床構造の施工方法
28日前
日本製鉄株式会社
表面検査装置及び表面検査方法
16日前
日本製鉄株式会社
スポット溶接継手の性能推定方法
1日前
日本製鉄株式会社
金属缶の製造方法及び金型セット
15日前
日本製鉄株式会社
塩害コンクリート構造物の補修工法
8日前
日本製鉄株式会社
ヤード検査ロボットおよびプログラム
3日前
日本製鉄株式会社
疲労評価方法及び疲労評価プログラム
15日前
日本製鉄株式会社
ノリ養殖用施肥筒およびノリ養殖施肥方法
17日前
日本製鉄株式会社
コークス品質管理方法、及び高炉操業方法
18日前
日本製鉄株式会社
フェライト系ステンレス鋼板とその製造方法および部品
8日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ