TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025123854
公報種別
公開特許公報(A)
公開日
2025-08-25
出願番号
2024019590
出願日
2024-02-13
発明の名称
押出部材、押出部材の製造方法及び構造体の製造方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B21C
23/14 20060101AFI20250818BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】工程の簡略化を図りつつ、高精度に位置決めして他の構造部材と接合できる押出部材、押出部材の製造方法及び構造体の製造方法を提供する。
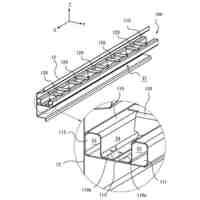
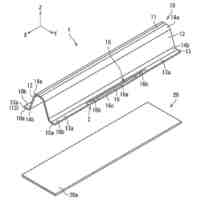
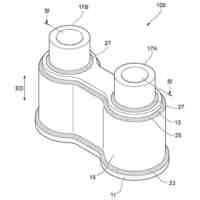
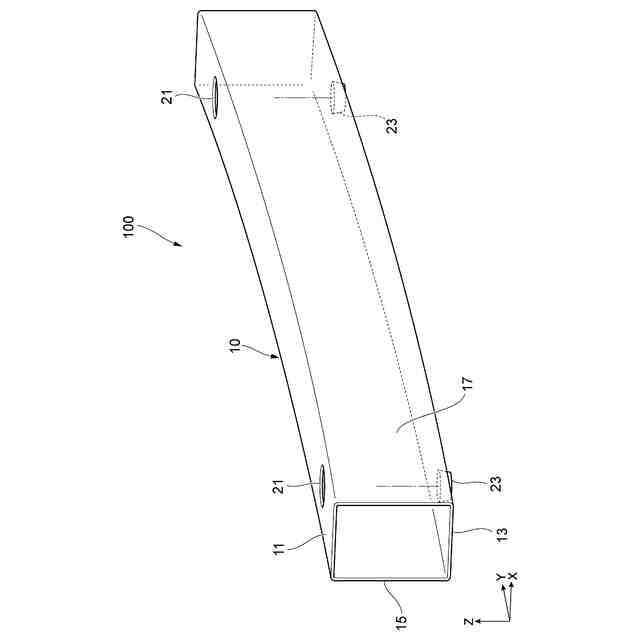
【解決手段】押出部材100は、押出方向に直交する断面視において互いに間隔をあけて対向配置された一対のウェブ11,13が、その一対のウェブ11,13に交差するリブ15,17によって連結された押出材からなる本体部10を備える。本体部10は、一対のウェブ11,13のうち一方のウェブ11に複数の開口部21が形成される。一対のウェブ11,13のうち他方のウェブ13における複数の開口部21と対向する位置には、一方のウェブ11と反対側へ突出する第1エンボス23がそれぞれ形成される。複数の第1エンボス23の突出先端は、それぞれ同一平面上に配置されている。
る。
【選択図】図1
特許請求の範囲
【請求項1】
押出方向に直交する断面視において互いに間隔をあけて対向配置された一対のウェブが、該一対のウェブに交差するリブによって連結された押出材からなる本体部を備え、
前記本体部は、
前記一対のウェブのうち一方のウェブに複数の開口部が形成され、
前記一対のウェブのうち他方のウェブにおける前記複数の開口部と対向する位置には、前記一方のウェブと反対側へ突出する第1エンボスがそれぞれ形成され、
複数の前記第1エンボスの突出先端は、それぞれ同一平面上に配置されている、
押出部材。
続きを表示(約 1,500 文字)
【請求項2】
前記リブには、前記本体部の外側に向けて突出する複数の第2エンボスが形成され、
複数の前記第2エンボスの突出先端は、それぞれ同一平面上に配置されている、
請求項1に記載の押出部材。
【請求項3】
押出方向に直交する断面視において互いに間隔をあけて対向配置された一対のウェブが、該一対のウェブに交差するリブによって連結された押出材からなる本体部を備え、
前記本体部は、
前記一対のウェブの一方と他方のうち前記他方のウェブに、前記断面視における両端から前記他方のウェブに沿って前記本体部の外側へ延びる一対のフランジ部が形成され、
前記一対のフランジ部には、前記一方のウェブの反対側に向けて突出する複数の第1エンボスが形成され、
複数の前記第1エンボスの突出先端は、それぞれ同一平面上に配置されている、
押出部材。
【請求項4】
前記リブには、前記本体部の外側に向けて突出する複数の第2エンボスが形成され、
複数の前記第2エンボスの突出先端は、それぞれ同一平面上に配置されている、
請求項3に記載の押出部材。
【請求項5】
前記開口部は、前記ウェブを厚さ方向に貫通する穿設孔である、
請求項1に記載の押出部材。
【請求項6】
前記開口部は、前記本体部の前記一方のウェブにおける前記第1エンボスに対向する部分を含む領域が切り欠かれた切欠き部である、
請求項1に記載の押出部材。
【請求項7】
前記断面視で前記一対のウェブと連結された前記リブの両端から、前記リブに沿って前記本体部の外側へ延びる一対のフランジ部が形成され、
前記一対のフランジ部には、前記フランジ部の厚さ方向のいずれか一方の側に突出する複数の第2エンボスが形成され、
複数の前記第2エンボスの突出先端は、それぞれ同一平面上に配置されている、
請求項1に記載の押出部材。
【請求項8】
押出方向に直交する断面視において互いに間隔をあけて対向配置された一対のウェブが、該一対のウェブに交差するリブによって連結された本体部を有する押出材を準備し、
前記本体部の前記一対のウェブのうち一方のウェブに複数の開口部を形成し、
前記一対のウェブのうち他方のウェブにおける前記複数の開口部と対向するそれぞれの位置に、前記一方のウェブと反対側へ突出し、突出先端がそれぞれ同一平面上に配置された第1エンボスを形成する、
押出部材の製造方法。
【請求項9】
押出方向に直交する断面視において互いに間隔をあけて対向配置された一対のウェブが、該一対のウェブに交差するリブによって連結された本体部を有する押出材を準備し、
前記本体部の前記一対のウェブの一方と他方のうち前記他方のウェブに、前記断面視における両端から前記他方のウェブに沿って前記本体部の外側へ延びる一対のフランジ部を形成し、
前記一対のフランジ部に、前記一方のウェブの反対側に向けて突出し、突出先端がそれぞれ同一平面上に配置された複数の第1エンボスを形成する、
押出部材の製造方法。
【請求項10】
前記リブに、前記本体部の外側に向けて突出し、突出先端がそれぞれ同一平面上に配置された複数の第2エンボスを形成する、
請求項8又は9に記載の押出部材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、押出部材、押出部材の製造方法及び構造体の製造方法に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
従来より、車両における乗員の安全性向上が求められており、係る目的のために車体の強度を向上させてきた。他方、地球温暖化問題等の深刻化を背景に、自動車の燃費改善の動きが加速している。燃費改善には車体の軽量化が有効であることが知られている。
【0003】
一方で、電力により走行する車両(電気自動車、ハイブリッド自動車等を含む)、及び自走式ロボット等の機器の開発も進展している。このような車両又は機器に搭載する電池システムは、一般的に、多数のバッテリー(電池、電池セル)が、例えば、アルミニウムの押出材を接合させた構造部材からなるバッテリートレイに収容されている。
【0004】
特許文献1には、押出材を接合した構造体として、長尺状のサイドメンバと、サイドメンバの端部に配置され、他の部材であるクロスメンバと連結される連結部材と、を備えるものが開示されている。この構造体では、連結部材におけるクロスメンバに接合する接合面に寸法精度を向上させるための寸法精度調整が施され、これにより、連結部材に対してクロスメンバを正しく位置決めした状態で接合でき、構造体の寸法精度を向上させている。
【先行技術文献】
【特許文献】
【0005】
特開2021-138318号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上記の特許文献1に記載の技術では、構造体の寸法精度を向上できるが、寸法精度を向上させるための寸法精度調整が施されたダイキャスト部材を準備する必要があり、接合条件によっては構造体の組付け工程が煩雑になることがあった。
【0007】
そこで本発明は、工程の簡略化を図りつつ、高精度に位置決めして他の構造部材と接合できる押出部材、押出部材の製造方法及び構造体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は下記の構成からなる。
(1) 押出方向に直交する断面視において互いに間隔をあけて対向配置された一対のウェブが、該一対のウェブに交差するリブによって連結された押出材からなる本体部を備え、
前記本体部は、
前記一対のウェブのうち一方のウェブに複数の開口部が形成され、
前記一対のウェブのうち他方のウェブにおける前記複数の開口部と対向する位置には、前記一方のウェブと反対側へ突出する第1エンボスがそれぞれ形成され、
複数の前記第1エンボスの突出先端は、それぞれ同一平面上に配置されている、
押出部材。
(2) 押出方向に直交する断面視において互いに間隔をあけて対向配置された一対のウェブが、該一対のウェブに交差するリブによって連結された押出材からなる本体部を備え、
前記本体部は、
前記一対のウェブの一方と他方のうち前記他方のウェブに、前記断面視における両端から前記他方のウェブに沿って前記本体部の外側へ延びる一対のフランジ部が形成され、
前記一対のフランジ部には、前記一方のウェブの反対側に向けて突出する複数の第1エンボスが形成され、
複数の前記第1エンボスの突出先端は、それぞれ同一平面上に配置されている、
押出部材。
(3) 押出方向に直交する断面視において互いに間隔をあけて対向配置された一対のウェブが、該一対のウェブに交差するリブによって連結された本体部を有する押出材を準備し、
前記本体部の前記一対のウェブのうち一方のウェブに複数の開口部を形成し、
前記一対のウェブのうち他方のウェブにおける前記複数の開口部と対向するそれぞれの位置に、前記一方のウェブと反対側へ突出し、突出先端がそれぞれ同一平面上に配置された第1エンボスを形成する、
押出部材の製造方法。
(4) 押出方向に直交する断面視において互いに間隔をあけて対向配置された一対のウェブが、該一対のウェブに交差するリブによって連結された本体部を有する押出材を準備し、
前記本体部の前記一対のウェブの一方と他方のうち前記他方のウェブに、前記断面視における両端から前記他方のウェブに沿って前記本体部の外側へ延びる一対のフランジ部を形成し、
前記一対のフランジ部に、前記一方のウェブの反対側に向けて突出し、突出先端がそれぞれ同一平面上に配置された複数の第1エンボスを形成する、
押出部材の製造方法。
(5) (1)又は(2)に記載の押出部材を含む構造体の製造方法であって、
前記押出部材の複数の前記第1エンボスの突出先端を、位置決め治具の第1基準面に当接させて固定し、
前記押出部材とは異なる他の接合部材を前記押出部材に突き当てて前記位置決め治具に固定し、
前記押出部材と前記接合部材とを前記位置決め治具に固定したまま接合する、
構造体の製造方法。
【発明の効果】
【0009】
本発明によれば、工程の簡略化を図りつつ、高精度に位置決めして押出材を他の構造部材と接合できる。
【図面の簡単な説明】
【0010】
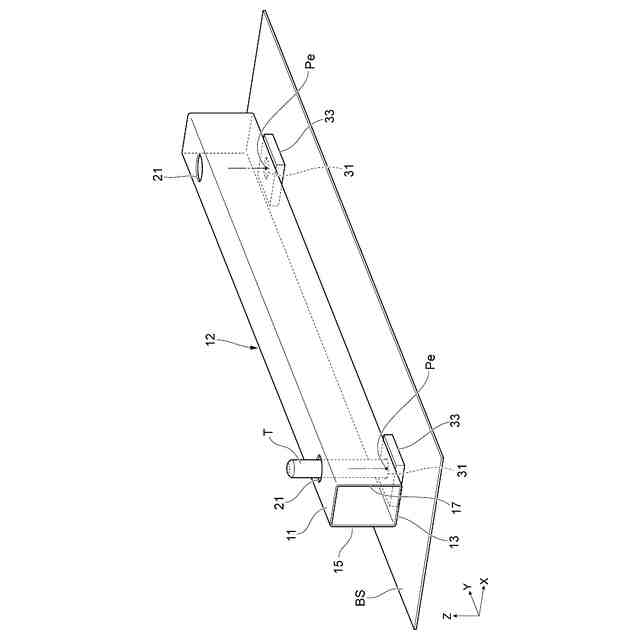
図1は、第1実施形態に係る押出部材の模式的な斜視図である。
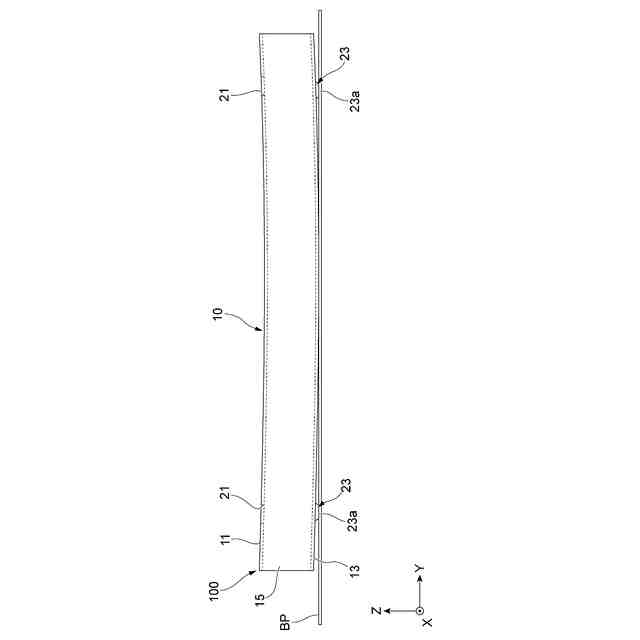
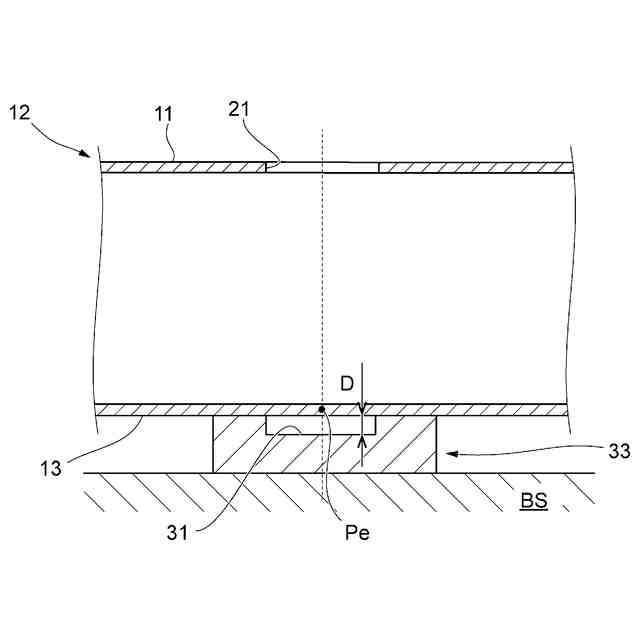
図2は、ベースプレート上に配置した押出部材をX方向から見た正面図である。
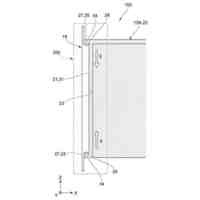
図3は、図2に示す押出部材の長手方向の一端部におけるウェブとベースプレートとを示す拡大断面図である。
図4は、押出材がベースプレート上に配置された状態をX方向から見た正面図である。
図5Aは、第1エンボスを形成する工程の概略を示す工程説明図(その1)である。
図5Bは、第1エンボスを形成する工程の概略を示す工程説明図(その2)である。
図5Cは、第1エンボスを形成する工程の概略を示す工程説明図(その3)である。
図6は、図1に示す押出部材の第1エンボスを形成する際の具体的な加工の様子を示す工程説明図である。
図7は、変形例1に係る押出部材の斜視図である。
図8は、図7に示す押出部材のベースプレート上に配置した状態をX方向から見た正面図である。
互いに異なる突出高さのエンボスを形成する手順を示す工程説明図である。
互いに異なる突出高さのエンボスを形成する手順を示す工程説明図である。
図10は、変形例2に係る押出部材の斜視図である。
図11は、図10に示す押出部材をベースプレート上に配置した状態をX方向から見た正面図である。
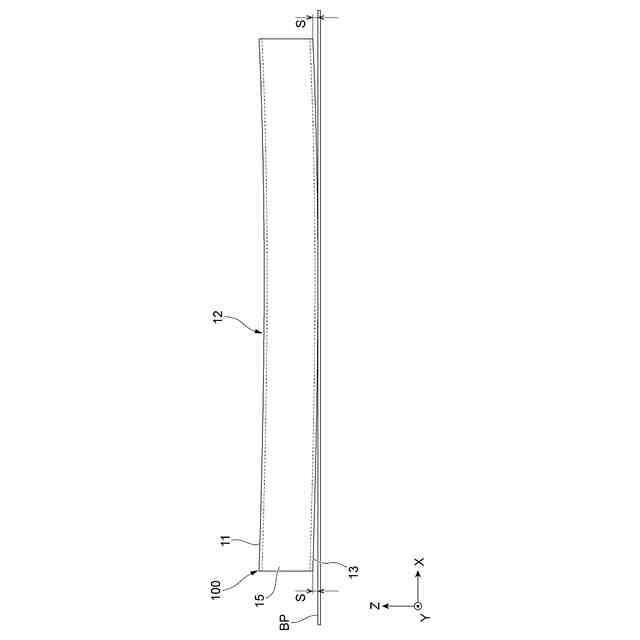
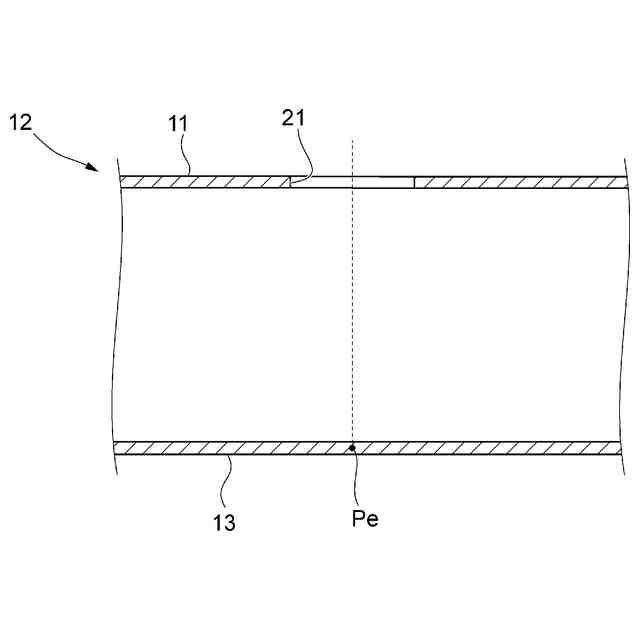
図12は、第2実施形態に係る押出部材の斜視図である。
図13は、図12に示す押出部材をベースプレート上に配置した状態をX方向から見た正面図である。
図14は、第3実施形態の押出部材の斜視図である。
図15は、図14に示す押出部材を下方から見た斜視図である。
図16は、図14に示す押出部材をベースプレート上に配置した状態を示す側面図である。
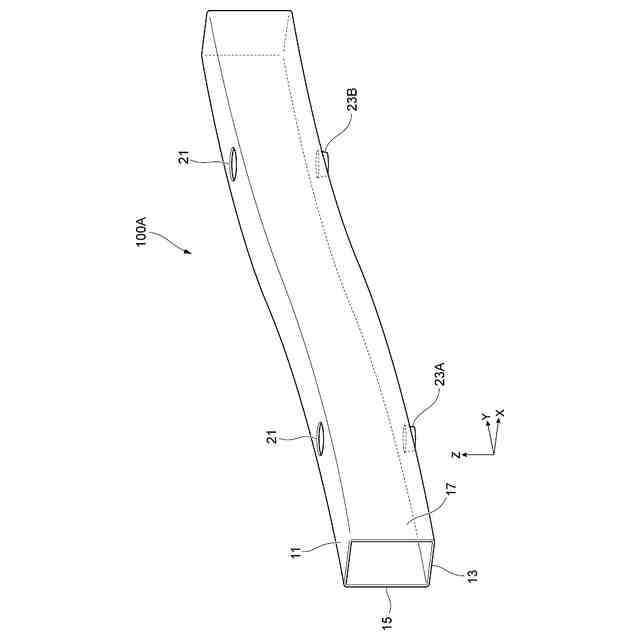
図17は、第4実施形態に係る押出部材の斜視図である。
図18は、図17に示す押出部材をベースプレート上に配置するとともに、壁体に押し当てた状態を示す側面図である。
図19は、第5実施形態の押出部材の斜視図である。
図20は、図19に示す押出部材をX方向から見た正面図である。
図21は、図19に示す押出部材をベースプレート上に配置するとともに、壁体に押し当てた状態を示す側面図である。
図22は、構造体の斜視図である。
図23は、図22に示す構造体を下方から見た斜視図である。
図24は、構造体を製造する際に各押出部材を位置決め治具に組み付けた状態を示す工程説明図である。
図25は、図24のVB方向の矢視図であって、平板プレートとL型プレートによって押出部材が位置決めされた状態を示す側面図である。
図26は、構造体の斜視図である。
図27は、構造体を製造する際に各押出部材を位置決め治具に組み付けた状態を示す工程説明図である。
図28は、図27のVC方向の矢視図であって、平板プレートと壁プレートによって押出部材が位置決めされた状態を示す側面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金板
9日前
株式会社神戸製鋼所
混練装置
17日前
株式会社神戸製鋼所
混合装置
17日前
株式会社神戸製鋼所
成膜方法
1か月前
株式会社神戸製鋼所
冷却システム
1日前
株式会社神戸製鋼所
冷却システム
1日前
株式会社神戸製鋼所
水素吸蔵合金容器
29日前
株式会社神戸製鋼所
太陽光集熱システム
10日前
株式会社神戸製鋼所
サイドシル補強構造
8日前
株式会社神戸製鋼所
アルミニウム合金鍛造材
1か月前
株式会社神戸製鋼所
重ね溶接継手及びその製造方法
1か月前
株式会社神戸製鋼所
防カビ性塗膜、部材および製品
10日前
株式会社神戸製鋼所
クレーンの制御装置及びクレーン
8日前
株式会社神戸製鋼所
コイル用パレット及びコイル固定方法
10日前
株式会社神戸製鋼所
中空構造体及び中空構造体の製造方法
4日前
株式会社神戸製鋼所
被覆アーク溶接棒、溶接継手及び溶接金属
29日前
株式会社神戸製鋼所
接合体、接合構造体及びバッテリーフレーム
1か月前
株式会社神戸製鋼所
水電解水素生成方法及び水電解水素生成装置
29日前
株式会社神戸製鋼所
カバー付きインペラ、遠心圧縮機およびタービン
11日前
株式会社神戸製鋼所
押出部材、押出部材の製造方法及び構造体の製造方法
5日前
株式会社神戸製鋼所
アルミニウム合金材の製造方法及びクラッド材の製造方法
8日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
22日前
株式会社神戸製鋼所
銑鉄製造方法及び鉱石原料
25日前
株式会社神戸製鋼所
レシプロ式の圧縮機ユニット及び圧縮機ユニットの運転方法
23日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
1日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
1日前
株式会社神戸製鋼所
アルミドロスの処理方法、低ハロゲン化アルミドロスの製造方法、ハロゲン化物の製造方法、アルミニウム溶湯の精錬方法、アルミニウム材料の製造方法、高炉出銑口用マッド材の製造方法および耐火物成型体の製造方法
1か月前
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
5か月前
株式会社不二越
NC転造盤
1か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
日伸工業株式会社
プレス加工装置
2か月前
株式会社不二越
NC転造盤
5か月前
オムロン株式会社
導線折り曲げ治具
2日前
工機ホールディングス株式会社
ニブラ
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ