TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025104947
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223151
出願日
2023-12-28
発明の名称
結束部材
出願人
大和化成工業株式会社
代理人
個人
,
個人
,
個人
主分類
H02G
3/32 20060101AFI20250703BHJP(電力の発電,変換,配電)
要約
【課題】従来よりもバックル部の高さが低く、かつベルト結束時に弾性係止片にワイヤーハーネスが干渉しにくいベルトタイプの結束部材を提供する。
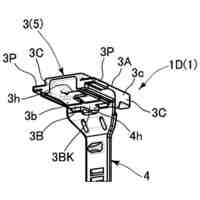
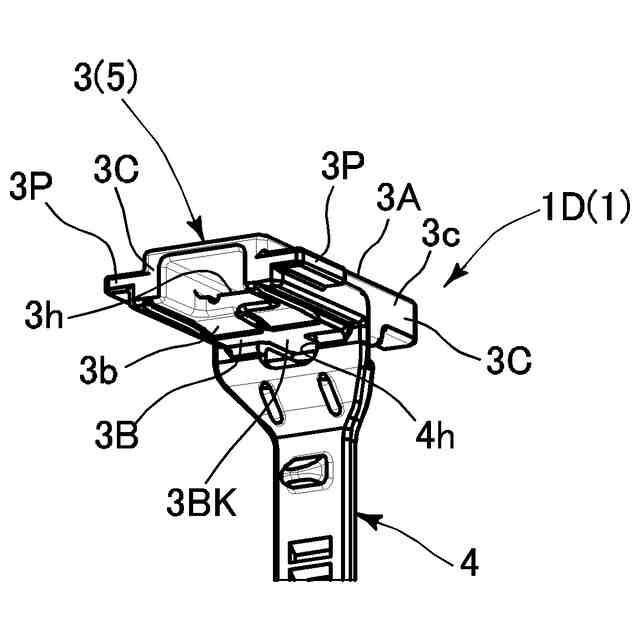
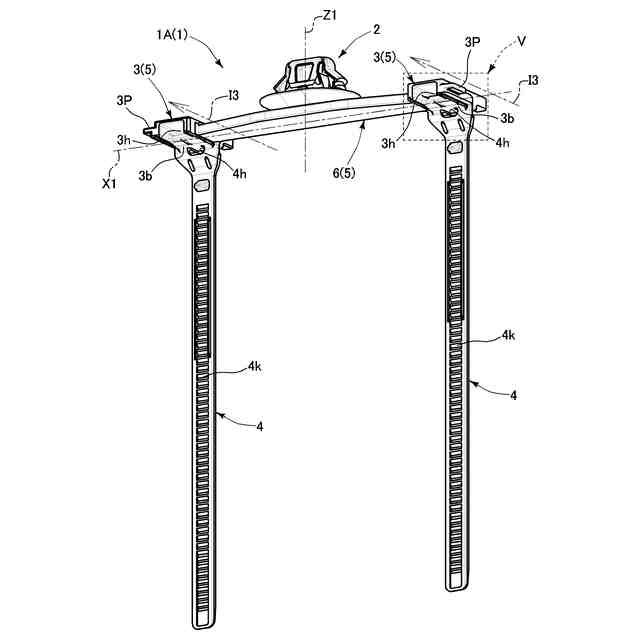
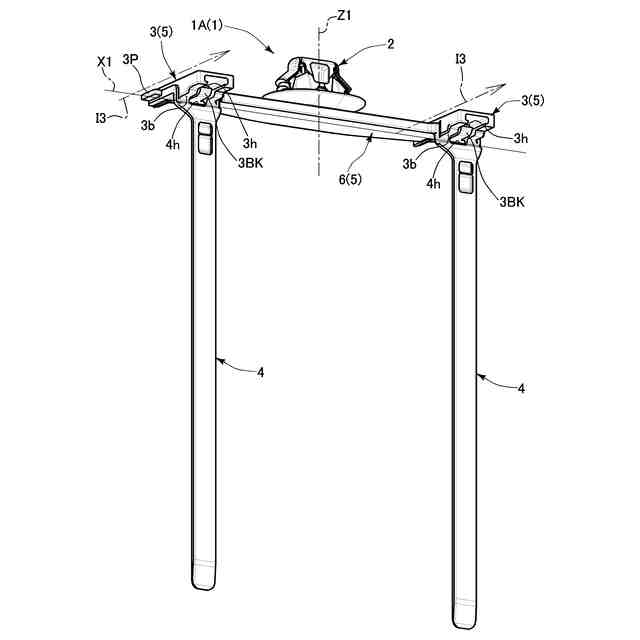
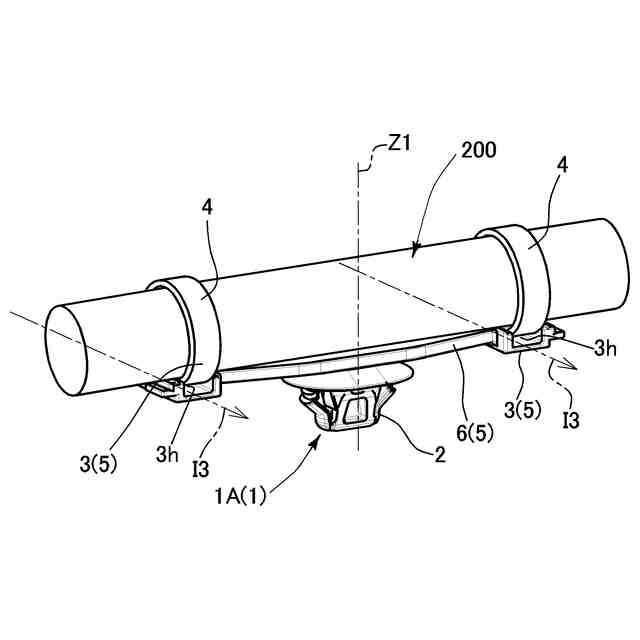
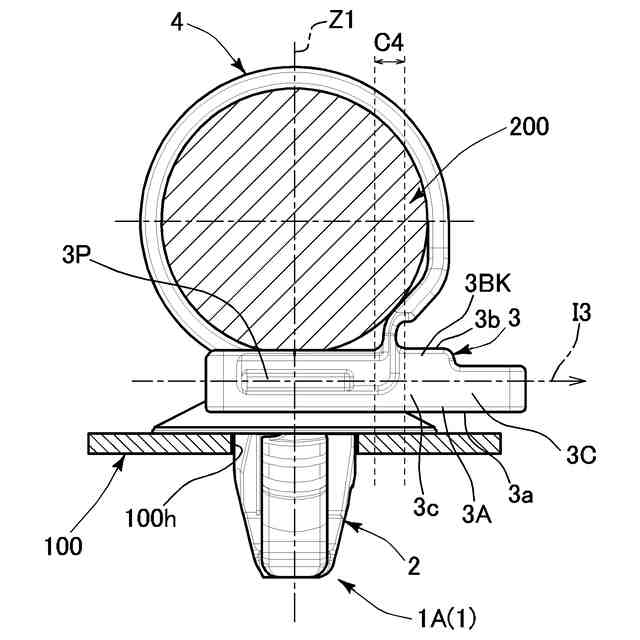
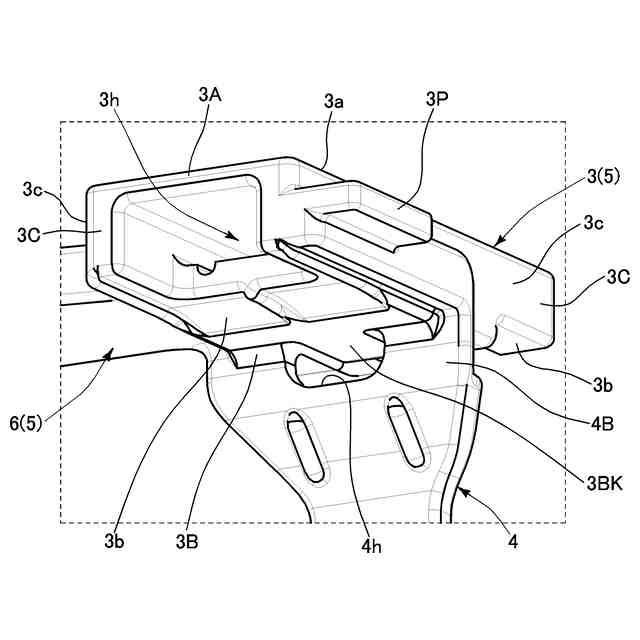
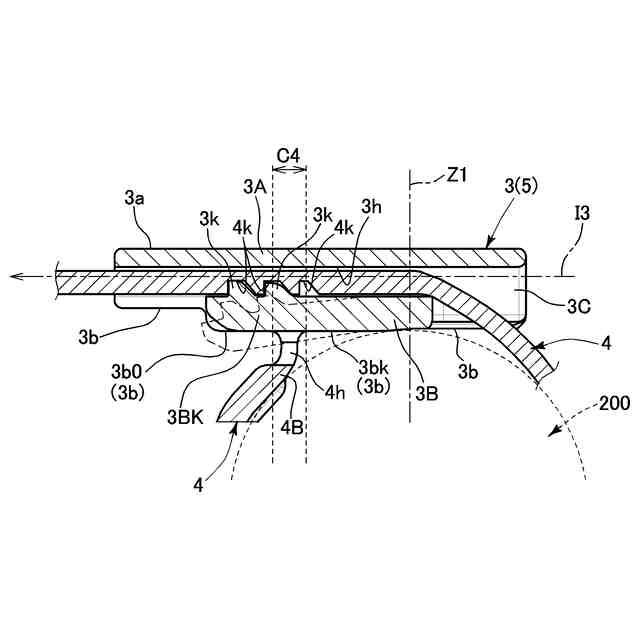
【解決手段】 ベルト部4とバックル部3を一体に備える結束部材1であって、ベルト部4の基端は、空隙4hを挟む形で左右に分岐し、バックル部3の下面3bに対し左右両側に別れて接続し、弾性係止片3BKは、ベルト部4の下面3bとの接続位置をベルト挿通孔3hのベルト挿通方向I3に越える形で延び、自由端側が下方に弾性変形する際には、空隙4h内に進入する。
【選択図】図9
特許請求の範囲
【請求項1】
長手状の配策材の外周を取り巻くベルト部と、前記ベルト部をその先端からベルト挿通孔に挿通して固定するバックル部と、を一体に備える結束部材であって、
前記バックル部は、前記ベルト挿通孔の上側の上面部と、下側の下面部と、左右側の側面部と、を有し、
前記下面部は、前記ベルト挿通孔の入口側から出口側に延び、延びた先が自由端となるように片持ち状態で支持され、その自由端側に上向きに突出する係止爪が形成された弾性係止片を有し、
前記ベルト部には、前記ベルト挿通孔に入口側から挿入されたときに前記係止爪に対し挿入方向とは逆向きに係止する係止溝が、ベルト長手方向に並ぶ形で連続形成され、
前記ベルト部の基端は、空隙を挟む形で左右に分岐し、前記バックル部の下面に対し左右両側に別れて接続し、
前記弾性係止片は、前記ベルト部の前記バックル部の下面との接続位置を前記ベルト挿通孔のベルト挿通方向に越える形で延び、自由端側が下方に弾性変形する際には、前記空隙内に進入するように設けられている結束部材。
続きを表示(約 290 文字)
【請求項2】
前記バックル部の最下面は、前記弾性係止片の下面を含み面一に形成される請求項1に記載の結束部材。
【請求項3】
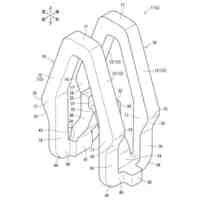
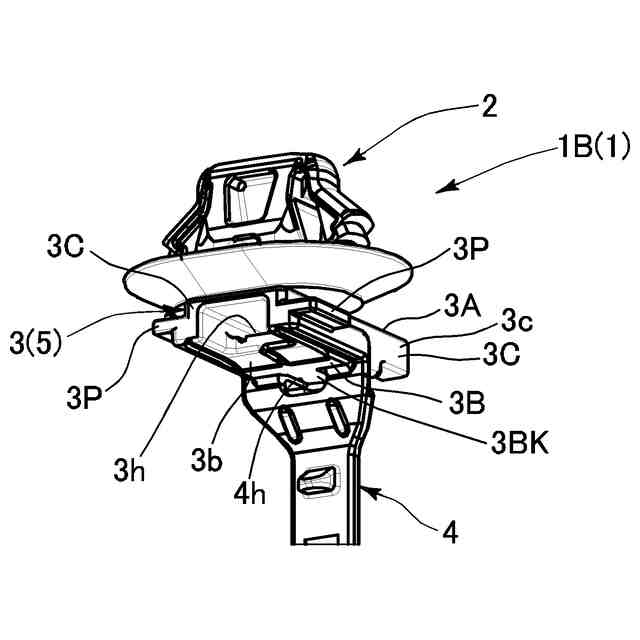
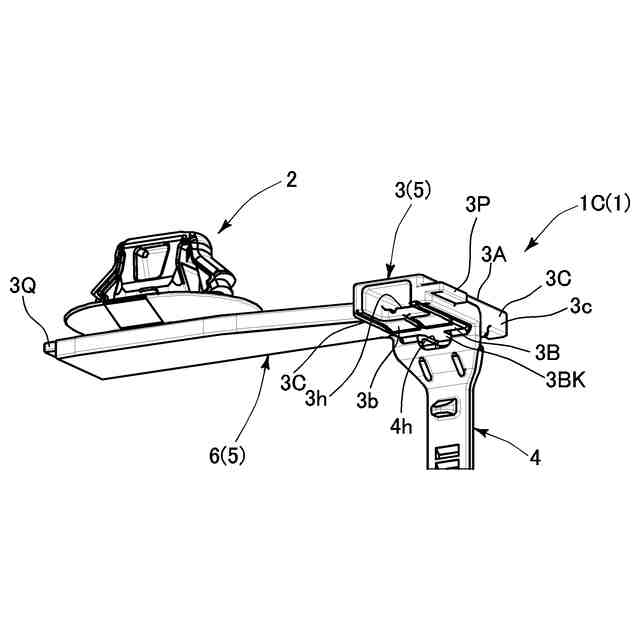
車体側に組付けるための係合部を備え、
前記バックル部は前記ベルト挿通方向を平行にする形で2つ並んで形成され、それぞれの下面からそれぞれ前記ベルト部が下側に延出形成されており、
前記係合部は、それら2つのバックル部の互いに対向する側面同士を連結する板状の連結部において上方に突出する形で形成される請求項1に記載の結束部材。
【請求項4】
前記側面部は外向きに突出形成された凸部を有する請求項1に記載の結束部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は長手状の配策材を結束保持する結束部材に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
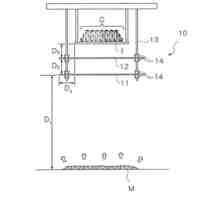
ワイヤーハーネス等の長手状の配策材を車両に配策する場合、配策材を長手方向の所定箇所で結束保持させた各クランプ(結束部材)を、車体側の各位置に固定していく形でなされる(特許文献1~4参照)。こうしたクランプにはテープタイプやベルトタイプ等がある。テープタイプのクランプは、クランプに一体形成された板状の袖部をワイヤーハーネスと共に別体のテープで巻き付けることにより、ワイヤーハーネスを結束保持する。ベルトタイプのクランプは、クランプに一体形成されたベルトによってワイヤーハーネスを取り巻き、そのベルトをベルト基端部に形成されたバックルに挿入することにより、ワイヤーハーネスを結束保持する。
【0003】
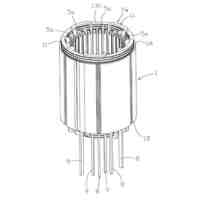
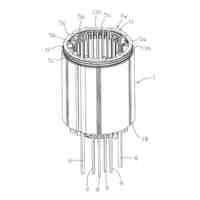
近年、こうしたクランプにワイヤーハーネス等の配策材を自動結束させる自動結束装置の開発が検討されている。この場合に採用されるクランプは、テープタイプではなく、ベルトタイプである。テープタイプの場合は、人の手による作業の方が適しており、装置による自動化が難しい。
【0004】
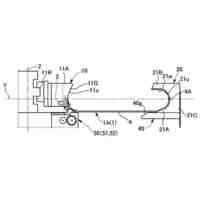
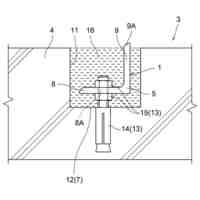
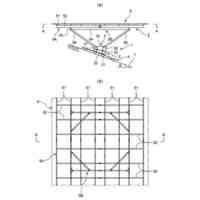
ところが、図10及び図11に示すようなテープタイプのクランプ101(テープ101T)と、図12及び図13に示すようなベルトタイプのクランプ102(ベルト部102A)を比べると、テープタイプの方が、バックル部102Bが存在しない分、高さを低く形成できるという利点がある。即ち、車体側のパネル300に固定されたとき、高さが低いクランプの方が車体側のパネルとワイヤーハーネスとの距離h(図11及び図13参照)をより近づけて配置できるため、ワイヤーハーネス200側の空間S(符号400は車室内側の構造体)を広くとることができる。このため、配策経路の自由度を増すことができる。また、仮に空間Sに構造体400(周辺物)が存在したとしても、構造体400とワイヤーハーネス200との間に十分な幅jの隙間を確保できるため、干渉等が生じにくい。
【0005】
また、ベルトタイプのクランプ102(図12及び図13参照)においては、バックル部102Bに挿入したときに抜け止めする弾性係止片の先端側がワイヤーハーネス200に接する構造を有する場合、ベルト102Aによる結束時に弾性係止片がワイヤーハーネス200に押し付けられて撓みにくくなり、バックル部102Bへのベルト102Aの挿入に手間がかかるようになるという課題も生じる。
【先行技術文献】
【特許文献】
【0006】
特開2007-166781号公報
特開2017-44243号公報
特許6445309号公報
特開2011-202777号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、従来よりもバックル部の高さが低く、かつベルト結束時に弾性係止片にワイヤーハーネスが干渉しにくいベルトタイプの結束部材を提供することにある。
【発明の概要】
課題を解決するための手段及び発明の効果
【0008】
上記課題を解決するための結束部材は、
長手状の配策材の外周を取り巻くベルト部と、前記ベルト部をその先端からベルト挿通孔に挿通して固定するバックル部と、を一体に備える結束部材であって、
前記バックル部は、前記ベルト挿通孔の上側の上面部と、下側の下面部と、左右側の側面部と、を有し、
前記下面部は、前記ベルト挿通孔の入口側から出口側に延び、延びた先が自由端となるように片持ち状態で支持され、その自由端側に上向きに突出する係止爪が形成された弾性係止片を有し、
前記ベルト部には、前記ベルト挿通孔に入口側から挿入されたときに前記係止爪に対し挿入方向とは逆向きに係止する係止溝が、ベルト長手方向に並ぶ形で連続形成され、
前記ベルト部の基端は、空隙を挟む形で左右に分岐し、前記バックル部の下面(底面)に対し左右両側に別れて接続しており、
前記弾性係止片は、前記ベルト部の前記バックル部の下面との接続位置を前記ベルト挿通孔のベルト挿通方向に越える形で延び、自由端側が下方に弾性変形する際には、前記空隙内に進入するように設けられている。
【0009】
上記構成によれば、結束保持されたワイヤーハーネスは、バックル部の下面(底面)に対しベルト挿通孔の入口側に偏って配置される。弾性係止片は、ベルト挿通孔の入口側から出口側へ向けて、ベルト部の接続位置を越えて延び、固定端側がベルト部の接続位置よりも入口側に存在し、撓みの主となる自由端側(係止爪側)がベルト部の接続位置よりも出口側に存在する。このため、弾性係止片は、結束保持されたワイヤーハーネスからの干渉を受けにくく、特に自由端側の撓みを阻害されにくい。
【0010】
また、上記構成によれば、弾性係止片は、自由端側が下方に撓むように弾性変形するとき、ベルト部基端の分岐間に形成された空隙内に進入する。この進入は、ベルト部基端の分岐形状(二股形状)によって挟まれる形で保護されるため、結束保持されたワイヤーハーネスからの干渉を受けにくい。これにより、弾性係止片においてその自由端側の下方への撓みを確保できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大和化成工業株式会社
結束部材
今日
大和化成工業株式会社
クリップ
16日前
大和化成工業株式会社
自動結束システム、結束部材、及び自動結束装置
今日
個人
恒久電源開発の装置
14日前
キヤノン株式会社
電源装置
7日前
株式会社竹中工務店
避雷設備
7日前
トヨタ自動車株式会社
充電方法
今日
ダイハツ工業株式会社
溶接装置
14日前
トヨタ自動車株式会社
充電装置
16日前
愛知電機株式会社
ステータおよびモータ
14日前
愛知電機株式会社
ステータおよびモータ
14日前
愛知電機株式会社
ステータおよびモータ
14日前
サンデン株式会社
モータ制御装置
14日前
株式会社エスイー
上載物の支持装置
7日前
新電元工業株式会社
充電装置
今日
因幡電機産業株式会社
充電システム
14日前
AGC株式会社
太陽電池モジュール
7日前
三菱電機株式会社
回転子および電動機
7日前
ダイハツ工業株式会社
絶縁紙成型装置
10日前
矢崎総業株式会社
電池切替装置
16日前
住友金属鉱山株式会社
遮熱装置
1日前
日産自動車株式会社
光電変換装置
7日前
スズキ株式会社
車両用モータ構造
14日前
株式会社ゲットクリーンエナジー
発電機
7日前
多摩川精機株式会社
逆起電圧可変モータ
9日前
株式会社ジェイテクト
モータ装置
3日前
株式会社IJTT
オイル冷却装置
14日前
住友重機械工業株式会社
回転電機
10日前
ニチコン株式会社
電源回路
15日前
トヨタ自動車株式会社
積層鋼板の製造方法
14日前
トヨタ自動車株式会社
充電システム
3日前
ヤマハ発動機株式会社
電力変換装置
9日前
トヨタ自動車株式会社
積層鋼板の製造方法
9日前
ヤマハ発動機株式会社
電力変換装置
9日前
サンデン株式会社
電力変換装置
15日前
大和化成工業株式会社
結束部材
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ