TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025106932
公報種別
公開特許公報(A)
公開日
2025-07-17
出願番号
2024000551
出願日
2024-01-05
発明の名称
判定システム、判定装置、及び判定方法
出願人
株式会社日立製作所
代理人
弁理士法人磯野国際特許商標事務所
主分類
G01N
21/84 20060101AFI20250710BHJP(測定;試験)
要約
【課題】めっき処理中のめっき状態を判定可能な判定システムを提供する。
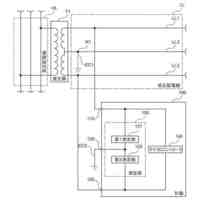
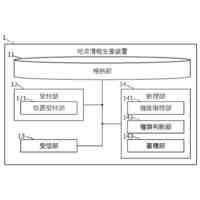
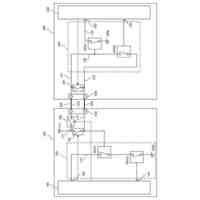
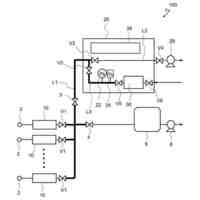
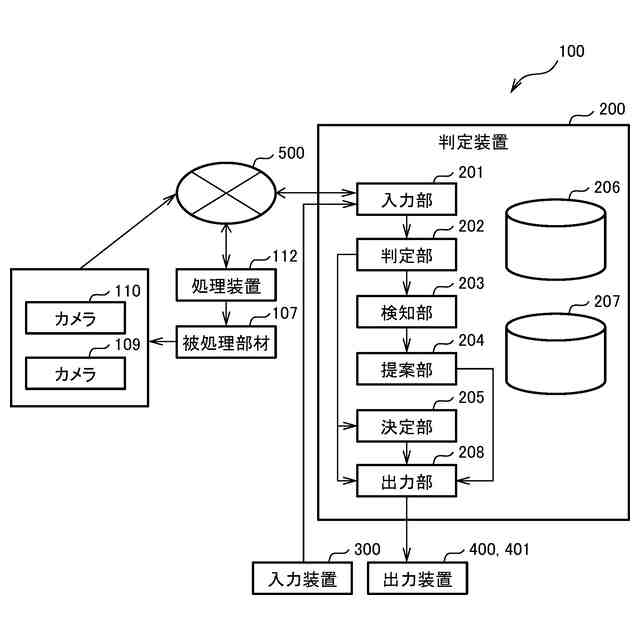
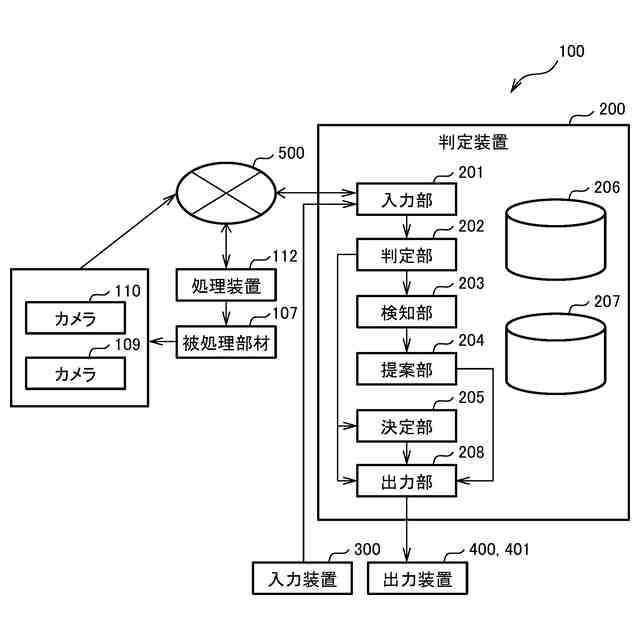
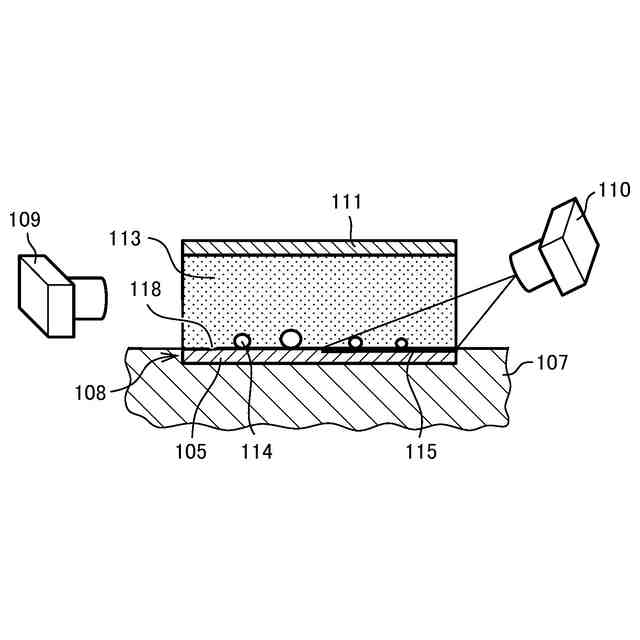
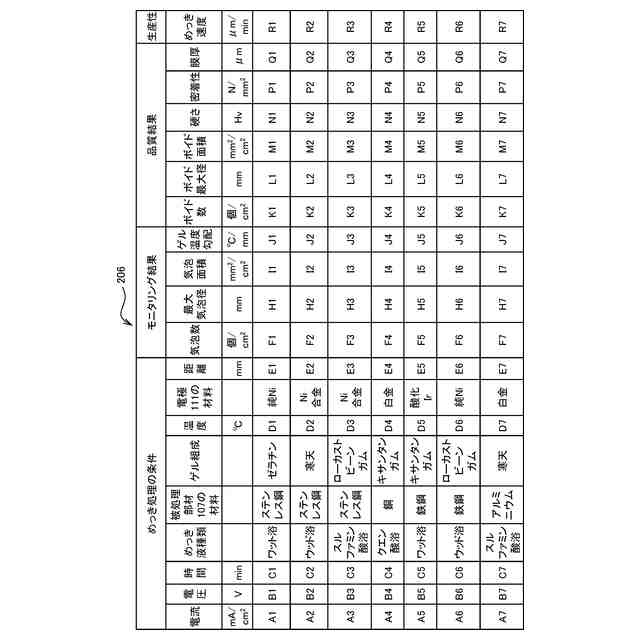
【解決手段】判定システム100は、めっき液を保持した保持体を被処理部材に接触させて行うめっき処理中の、前記保持体と前記被処理部材との界面に関する情報が入力される入力部201と、前記情報に基づき、前記めっき処理中に前記界面で形成されためっき部分の品質を判定する判定部202と、検知部203と、提案部204と、決定部205と、品質DB206と、不良DB207と、出力部208とを備える判定装置200と、カメラ109,110とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
めっき液を保持した保持体を被処理部材に接触させて行うめっき処理中の、前記保持体と前記被処理部材との界面に関する情報が入力される入力部と、
前記情報に基づき、前記めっき処理中に前記界面で形成されためっき部分の品質を判定する判定部と、を備える
ことを特徴とする判定システム。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の判定システムであって、
前記判定システムは、前記判定部による判定結果に基づき、前記めっき部分の不良の予兆を検知する検知部を備える
ことを特徴とする判定システム。
【請求項3】
請求項2に記載の判定システムであって、
前記判定システムは、前記検知部が前記めっき部分の不良の予兆を検知したときに、前記不良を回避可能なめっき処理の実行方法を提案する提案部を備える
ことを特徴とする判定システム。
【請求項4】
請求項3に記載の判定システムであって、
前記提案部は、前記検知部が予兆を検知したときに使用した情報と前記実行方法とを関連付けたデータベースを用いて、前記実行方法を提案する
ことを特徴とする判定システム。
【請求項5】
請求項1に記載の判定システムであって、
前記入力部には、更に、前記保持体の表面のうち、前記被処理部材との接触部分とは反対側の面で前記保持体に接触する電極と、前記被処理部材との間の表面における温度分布情報が入力される
ことを特徴とする判定システム。
【請求項6】
請求項1に記載の判定システムであって、
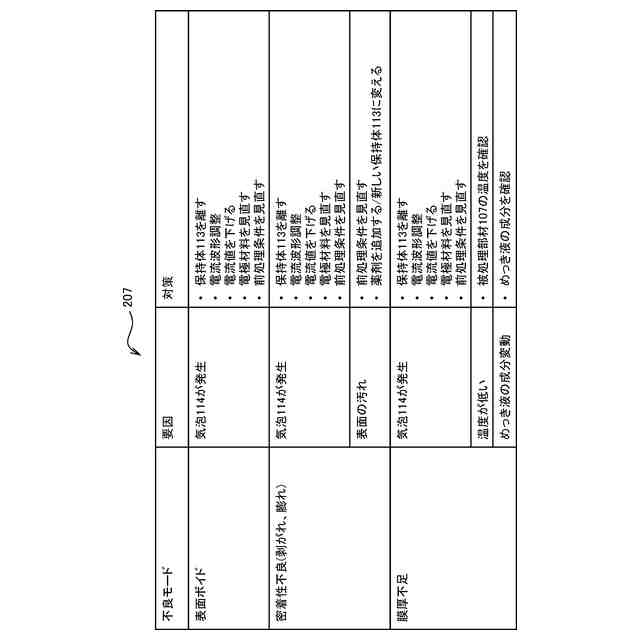
前記判定システムは、前記判定部によりめっき部分の不良を判定したときに、前記不良を生じさせる要因として考えられる要因、又は、当該要因を解消可能な対策を決定する決定部を備える
ことを特徴とする判定システム。
【請求項7】
請求項6に記載の判定システムであって、
前記判定部は、前記不良の内容と、前記要因又は前記対策のうちの少なくとも一方とを関連付けたデータベースを用いて、前記要因又は前記対策のうちの少なくとも一方を決定する
ことを特徴とする判定システム。
【請求項8】
請求項1に記載の判定システムであって、
前記判定部は、前記入力部に入力された情報から数値化可能な情報を算出し、算出した数値に基づいて前記めっき部分の品質を判定する
ことを特徴とする判定システム。
【請求項9】
請求項8に記載の判定システムであって、
前記判定部は、算出した前記数値と、所定の閾値とを比較することで、前記めっき部分の品質を判定する
ことを特徴とする判定システム。
【請求項10】
請求項9に記載の判定システムであって、
前記判定部は、データベースを用いて、使用者が所望する前記品質に対応する前記閾値を決定する
ことを特徴とする判定システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、判定システム、判定装置、及び判定方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年の環境意識の高まりから、環境に配慮した製品及びサービスが求められている。環境保全に貢献するためには、製品のライフサイクル全体を見て、二酸化炭素排出量の削減、資源の効率的な活用等が好ましい。
【0003】
使用済みの部材(部品等)を補修して、再利用することは、材料としてリサイクルする場合よりも、環境負荷低減の観点から有効である。しかしながら回収した部材は使用状態がそれぞれ異なり、損傷状態が異なることが多い。局所的な摩耗、キズ等であっても性能に大きく影響することがあるため、補修により局所的な摩耗、キズ等を回復させることが好ましい。金属製の部材への局所的な補修としては、めっき処理による補修方法があり、大型の補修工場等に移動せずとも、その場での補修が可能である。しかしながら、その場での補修となるため、部材の状態(前処理の状態)、周囲の環境、作業者の技量等により、補修の品質が変動し得る。そこで、めっき処理により得られためっき部分の品質を判定する技術が知られている。
【0004】
特許文献1には、「板状金属製品に照明光を照射する照明手段と、板状金属製品を撮像して画像情報を得る撮像手段と、板状金属製品を一定速度で一方向へ移動する搬送手段と、搬送手段上に板状金属製品を1枚ずつ供給、排出する供給排出部と、めっき基準品の画像情報を処理して検査情報を得、検査情報と板状金属製品の画像情報を比較することによってめっき状態を判定して検査結果を得て、装置全体の動作制御を行う処理制御部と、板状金属製品の画像情報および検査結果と、めっき基準品の画像情報および検査情報とを記憶する記憶手段と、めっき基準品の画像情報を参照して、板状金属製品の検査結果および画像情報の傾向を比較するめっき状態管理手段と、を備えたことを特徴とするめっき検査装置。」が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2011-214946号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の発明では、めっき処理後に撮影されためっき部分の画像情報に基づき、めっき部分の状態(めっき状態)が検査される。しかし、めっき状態はめっき処理中にも変化する。このため、特許文献1に記載の発明では、めっき処理中のめっき状態の検査が不十分である。
本開示が解決しようとする課題は、めっき処理中のめっき状態を判定可能な判定システム、判定装置及び判定方法の提供である。
【課題を解決するための手段】
【0007】
本開示の判定システムは、めっき液を保持した保持体を被処理部材に接触させて行うめっき処理中の、前記保持体と前記被処理部材との界面に関する情報が入力される入力部と、前記情報に基づき、前記めっき処理中に前記界面で形成されためっき部分の品質を判定する判定部と、を備える。その他の解決手段は、発明を実施するための形態において後記する。
【発明の効果】
【0008】
本開示によれば、めっき処理中のめっき状態を判定可能な判定システム、判定装置及び判定方法を提供できる。
【図面の簡単な説明】
【0009】
本開示の判定システム及び判定装置を示すブロック図である。
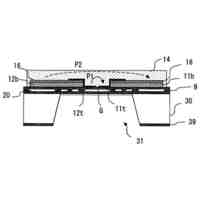
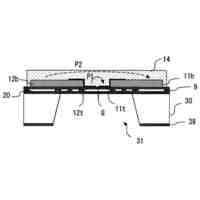
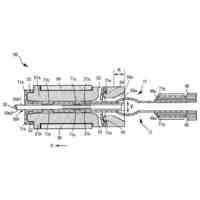
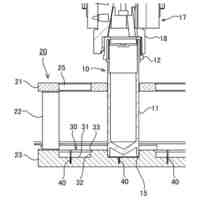
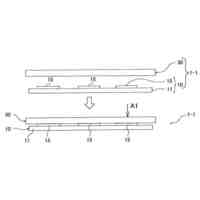
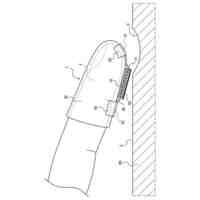
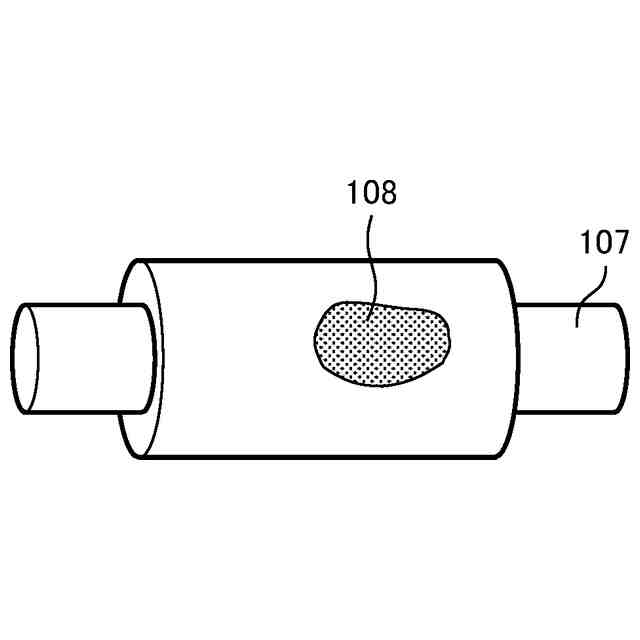
めっき処理が行われる被処理部材の模式図である。
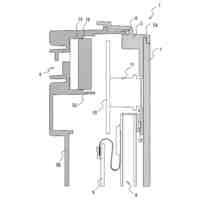
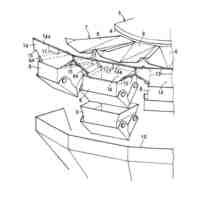
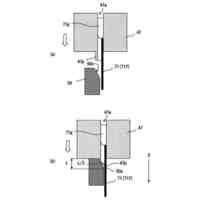
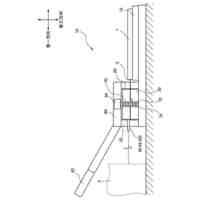
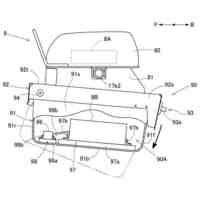
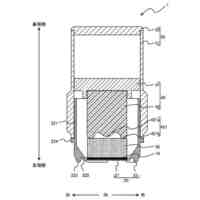
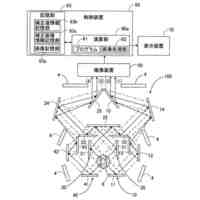
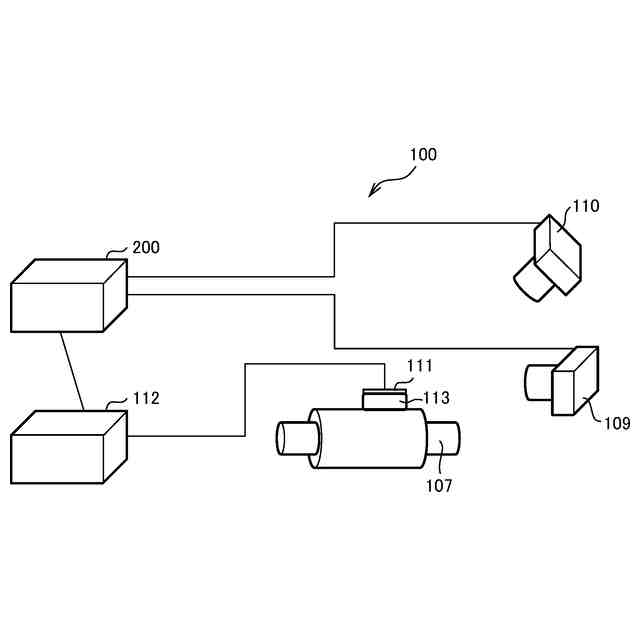
本開示の判定システム及びめっき処理の様子を示す模式図である。
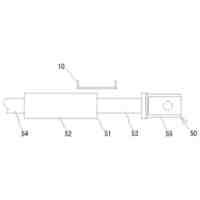
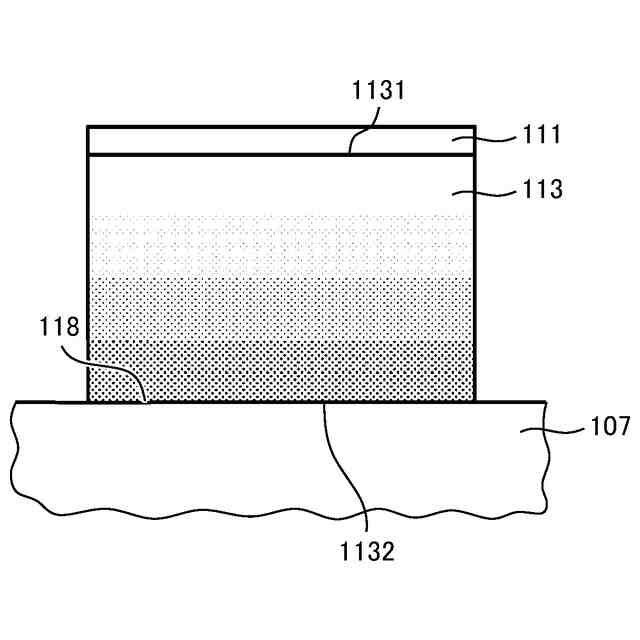
保持体の側面での温度分布を示す模式図である。
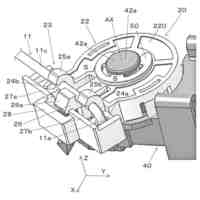
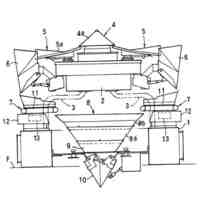
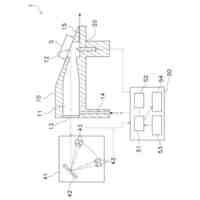
カメラを用いて界面を撮影する様子を示す模式図である。
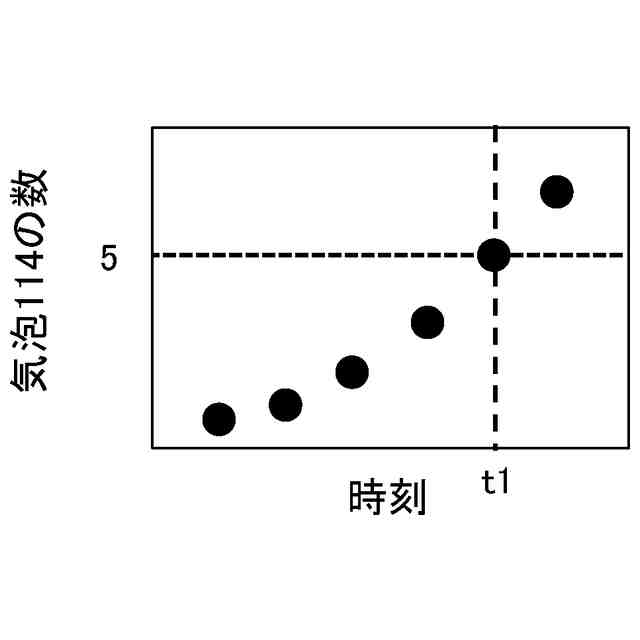
気泡数に基づくめっき部分の判定方法を説明する図である。
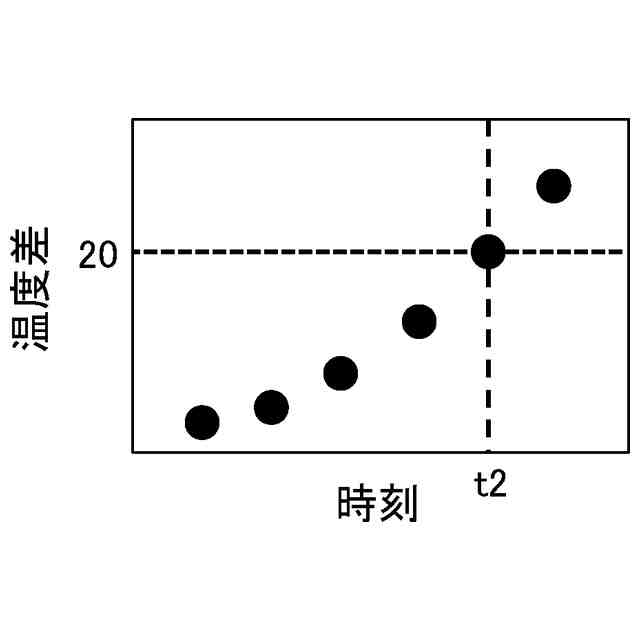
保持体の上面と下面との温度差に基づくめっき部分の判定方法を説明する図である。
品質データベースの内容を説明する図である。
不良データベースの内容を説明する図である。
出力部から出力され、表示装置に表示される品質判定結果の表を示す模式図である。
出力部から出力され、表示装置に表示される不良予兆の表を示す模式図である。
出力部から出力され、表示装置に表示される実行方法の表を示す模式図である。
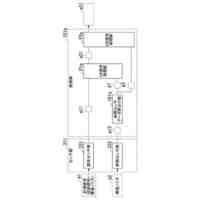
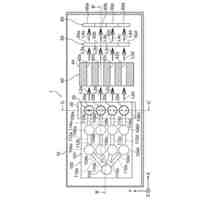
本開示の判定システム及び判定装置のハードウェア構成を示すブロック図である。
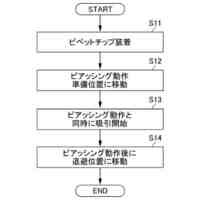
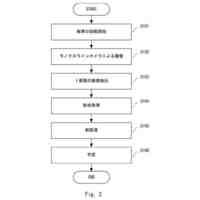
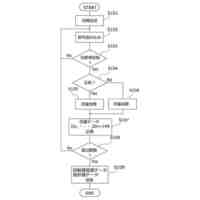
本開示の判定方法を示すフローチャートである。
出力画面に表示されるユーザインターフェースの一例である。
【発明を実施するための形態】
【0010】
以下、図面を参照しながら本開示を実施するための形態(実施形態と称する)を説明する。以下の一の実施形態の説明の中で、適宜、一の実施形態に適用可能な別の実施形態の説明も行う。本開示は以下の一の実施形態に限られず、異なる実施形態同士を組み合わせたり、本開示の効果を著しく損なわない範囲で任意に変形したりできる。また、同じ部材については同じ符号を付すものとし、重複する説明は省略する。更に、同じ機能を有するものは同じ名称を付すものとする。図示の内容は、あくまで模式的なものであり、図示の都合上、本開示の効果を著しく損なわない範囲で実際の構成から変更したり、図面間で一部の部材の図示を省略したり変形したりすることがある。また、同じ実施形態で、必ずしも全ての構成を備える必要はない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
計器装置
15日前
株式会社東光高岳
計器
11日前
日本精機株式会社
液面検出装置
17日前
株式会社ミツトヨ
測定器
8日前
大和製衡株式会社
組合せ秤
17日前
大和製衡株式会社
組合せ秤
17日前
大和製衡株式会社
組合せ秤
23日前
大同特殊鋼株式会社
疵検出方法
8日前
日本特殊陶業株式会社
ガスセンサ
18日前
日本特殊陶業株式会社
ガスセンサ
18日前
日本特殊陶業株式会社
ガスセンサ
9日前
ダイハツ工業株式会社
試験用治具
23日前
日本特殊陶業株式会社
ガスセンサ
9日前
エグゼヴィータ株式会社
端末装置
9日前
富士電機株式会社
エンコーダ
10日前
タカノ株式会社
試料分析装置
8日前
富士電機株式会社
エンコーダ
10日前
柳井電機工業株式会社
部材検査装置
9日前
タカノ株式会社
試料分析装置
8日前
株式会社クボタ
作業車
22日前
バイオテック株式会社
容器設置装置
9日前
新電元メカトロニクス株式会社
位置検出装置
15日前
株式会社ノーリツ
通信システム
15日前
トヨタ自動車株式会社
歯車の検査方法
18日前
株式会社フジキン
流量測定装置
24日前
JNC株式会社
トランジスタ型センサ
8日前
TDK株式会社
計測装置
16日前
JNC株式会社
トランジスタ型センサ
8日前
株式会社島津製作所
発光分析装置
15日前
日本電気株式会社
測位装置及びその方法
11日前
帝国通信工業株式会社
圧力センサ
9日前
ジャパンプローブ株式会社
超音波探触子
9日前
ウシオ電機株式会社
光学測定装置
8日前
DIC株式会社
凹凸増幅用具
15日前
テックス理研株式会社
外周検査装置
1日前
タカハタプレシジョン株式会社
水道メータ
15日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ