TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103088
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220178
出願日
2023-12-27
発明の名称
部材検査装置
出願人
柳井電機工業株式会社
代理人
個人
主分類
G01N
21/88 20060101AFI20250702BHJP(測定;試験)
要約
【課題】人力で部材の位置固定を容易に行え、部材の撮像位置関係を一定にしたうえで撮像して良否を検査できる部材検査装置を提供する。
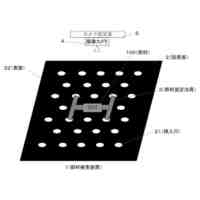
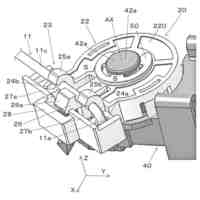
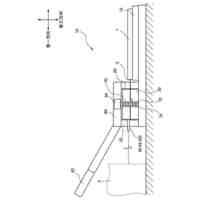
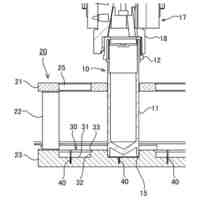
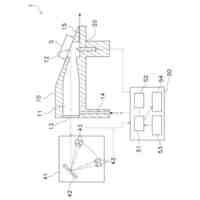
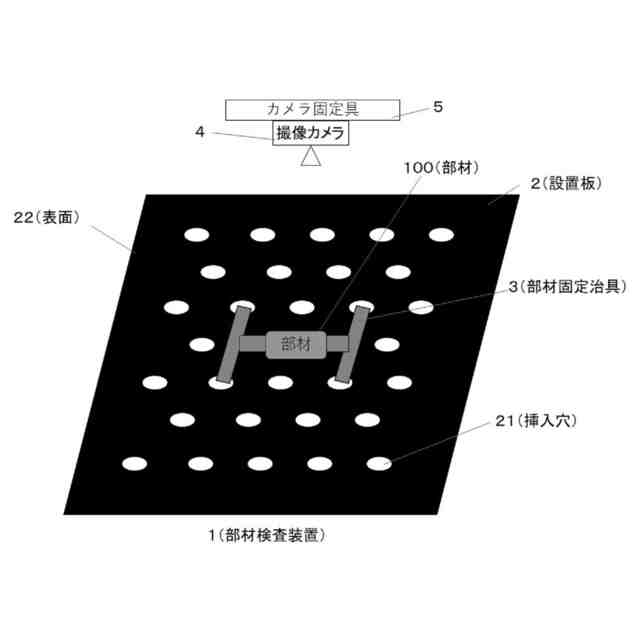
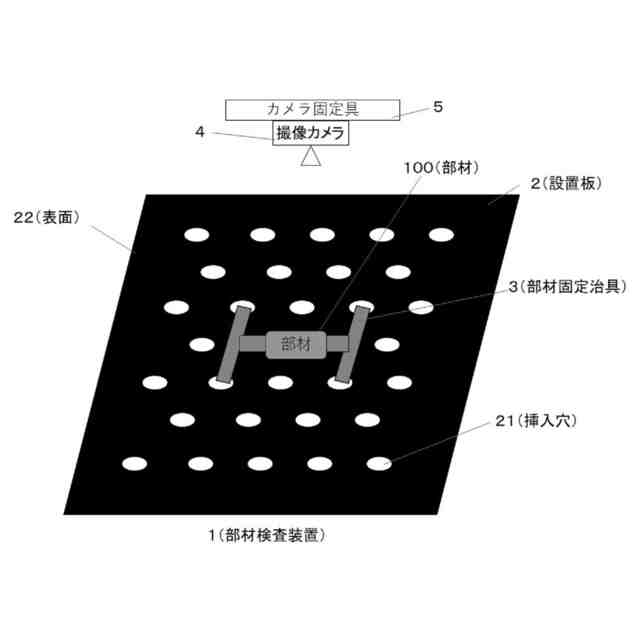
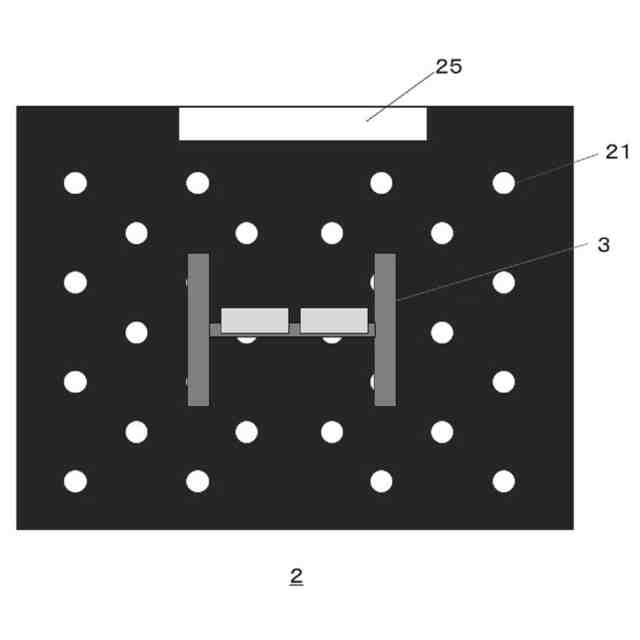
【解決手段】本発明の部材検査装置は、部材の良否を検査する部材検査装置であって、複数の挿入穴を備える設置板と、前記複数の挿入穴のいずれかに挿入固定されて前記設置板に装着可能な部材固定治具と、前記部材固定治具を含む範囲を撮像可能な撮像カメラと、前記撮像カメラを固定するカメラ固定具と、を備え、前記部材固定治具は、検査対象となる部材を同一位置で取り付けて固定可能であり、前記部材固定治具は、同一種類の場合には、同一位置の前記挿入穴に挿入固定され、前記検査対象となる部材は、前記部材固定治具による固定および前記部材固定治具の同一位置の前記挿入穴での挿入固定により、前記設置板において同一位置に設定された状態となり、前記撮像カメラと前記部材との位置関係は、前記部材が同一種類である場合には、一定に維持される
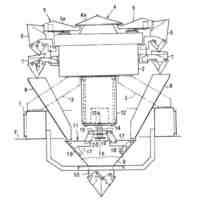
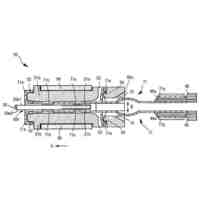
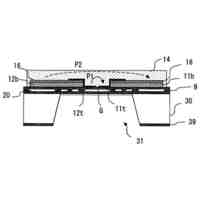
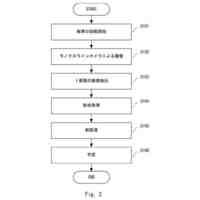
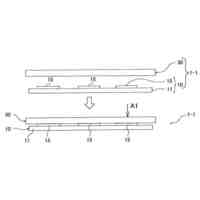
【選択図】図2
特許請求の範囲
【請求項1】
部材の良否を検査する部材検査装置であって、
複数の挿入穴を備える設置板と、
前記複数の挿入穴のいずれかに挿入固定されて前記設置板に装着可能な部材固定治具と、
前記部材固定治具を含む範囲を撮像可能な撮像カメラと、
前記撮像カメラを固定するカメラ固定具と、を備え、
前記部材固定治具は、検査対象となる部材を同一位置で取り付けて固定可能であり、
前記部材固定治具は、同一種類の場合には、同一位置の前記挿入穴に挿入固定され、
前記検査対象となる部材は、前記部材固定治具による固定および前記部材固定治具の同一位置の前記挿入穴での挿入固定により、前記設置板において同一位置に設定された状態となり、
前記撮像カメラと前記部材との位置関係は、前記部材が同一種類である場合には、一定に維持される、部材検査装置。
続きを表示(約 940 文字)
【請求項2】
前記複数の挿入穴のそれぞれは、座標位置を有し、
前記部材固定治具は、前記座標位置により特定される前記挿入穴に挿入固定される、請求項1記載の部材検査装置。
【請求項3】
前記撮像カメラにより撮像された部材画像は、前記挿入穴を含み、
前記挿入穴の座標位置により、前記部材画像における前記部材の位置を把握可能である、請求項1記載の部材検査装置。
【請求項4】
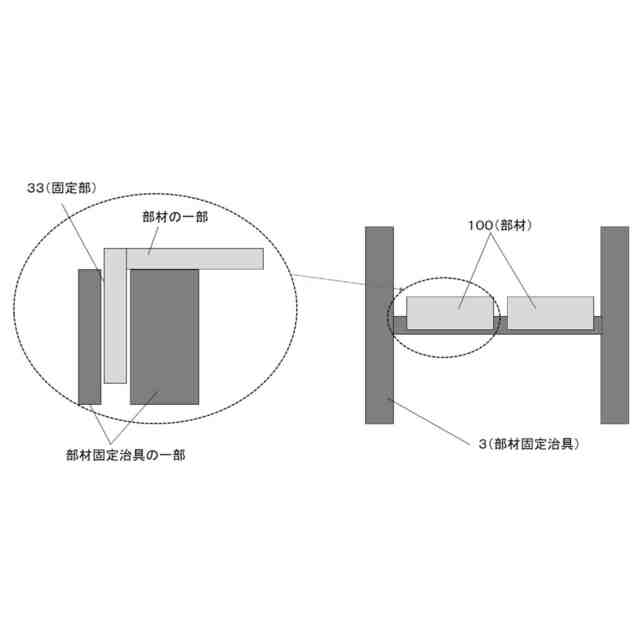
前記部材固定治具は、同一種類の前記部材を、同一態様で固定する固定部を備え、
同一種類の前記部材を、前記設置板において、同一位置に固定可能である、請求項1記載の部材検査装置。
【請求項5】
前記撮像カメラは、座標位置により前記部材固定治具および前記部材に対する撮像位置および撮像角度を調整可能である、請求項1記載の部材検査装置。
【請求項6】
前記撮像カメラは、前記挿入穴を含む前記設置板の設置板画像を撮像し、
前記挿入穴の実座標と、前記設置板画像に含まれる前記挿入穴の座標との位置比較に基づいて、前記撮像カメラの撮像位置および撮像角度を調整可能である、請求項5記載の部材検査装置。
【請求項7】
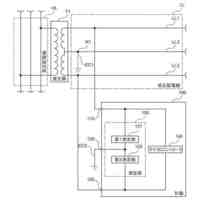
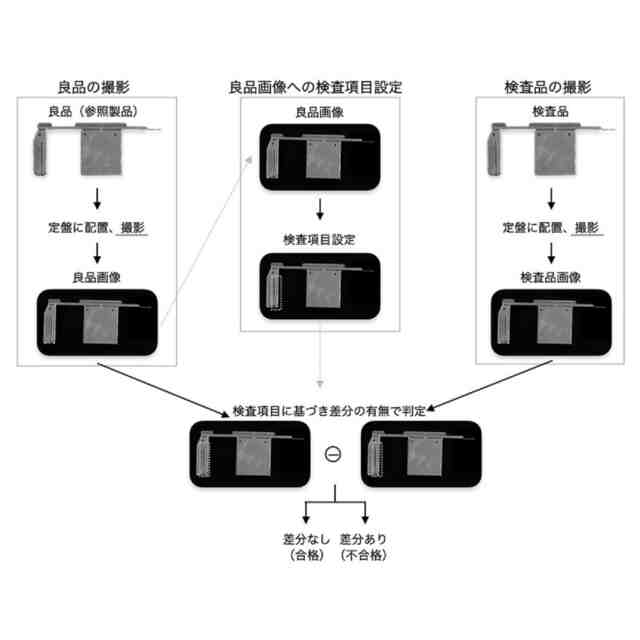
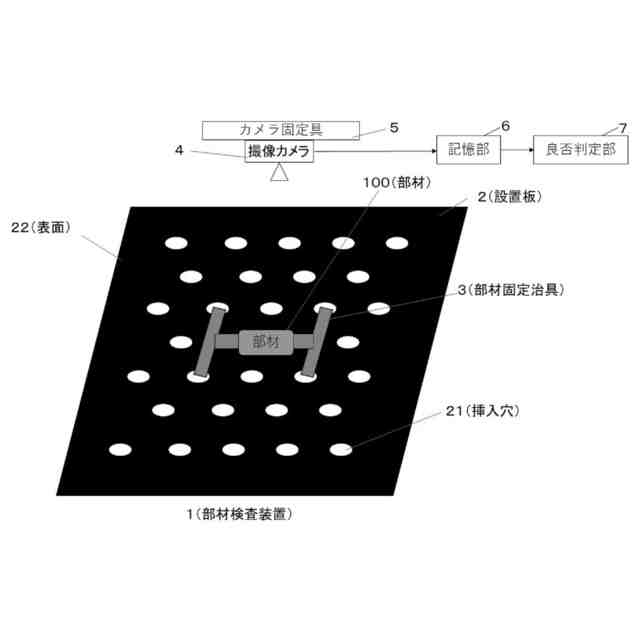
前記部材の良否判定のための良品画像を記憶する記憶部と、
前記部材画像と前記良品画像とを比較して良否判定する良否判定部を更に備え、
前記良否判定部は、前記部材画像が含む前記部材の外形および大きさと、前記良品画像の含む前記部材の外形および大きさとの相違が一定量以下である場合には、当該部材を「良品」として、判定する、請求項1記載の部材検査装置。
【請求項8】
前記良品画像および前記部材画像のそれぞれは、輝度画像である、請求項7記載の部材検査装置。
【請求項9】
前記挿入穴は、前記設置板の表面と、輝度および色度の少なくとも一つにおいて相違する、請求項1記載の部材検査装置。
【請求項10】
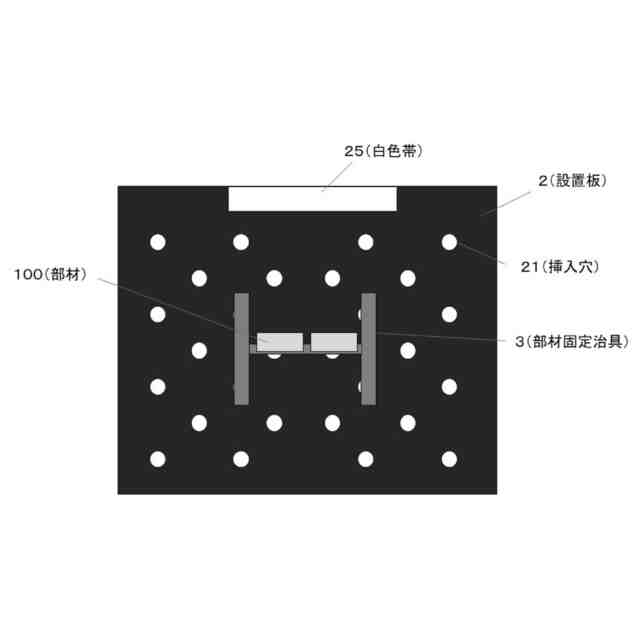
前記設置板は、前記撮像カメラによる撮像環境の明るさの基準となる白色帯を備える、請求項1記載の部材検査装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、成型加工などにより製造された部材の良品・不良品の別を判別する検査を行う部材検査装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
様々な製品に組み込むための部材が多くの場面で製造されている。部材は、成型加工などにより製造され、その用途に応じた形状や大きさを有している。このような部材は、製品の構造部分に用いられたり、部品取り付けに用いられたりする。勿論、製品の外形構築に用いられることもある。
【0003】
このように製品に組み込まれて使用される部材が、多く存在する。また、このような部材は、一つの製品の数多くの場所に使用されることもある。あるいは一か所あるいは数か所にしか使用されないが、部材を組み込む製品は大量生産されるものであることもある。
【0004】
このため、製品に組み込まれるこのような部材は、非常に多数であることが多い。製品に組み込まれて使用される、あるいは部品を装着するために使用されることが多いので、同じ種類の部材であれば、大量の部材のそれぞれの同一性が高く要求される。同じ種類の部材であれば、いずれも同一の形状、大きさなどを有している必要がある。
【0005】
一方で、このような部材は、製品に組み込まれたり部品を装着したりするので、形状が複雑になることもある。この複雑な形状の部材が大量生産されて使用される。このような複雑な形状を有する部材の場合でも、同じ種類の部材であれば、形状や大きさなどが一致している必要がある。
【0006】
このような部材は成型加工などで製造される。製造工程や仕上げ工程などの様々な工程における状況により、大量生産される部材において、形状や大きさなどに本来とは異なるものが生じることがある。例えば、形状の一部に不具合があったり、大きさに相違があったりする。このような形状や大きさの不具合や相違がある部品は、不良品として判断されるべきである。製品に組み込んだり部品を装着したりする際に、不適合であるからである。
【0007】
このように形状や大きさに不具合や相違がある部品は、不良品として判断されるべきである。不良品として判断され、製品への組み込みなどに使用されないようにすることが必要である。不良品がそのまま製品組み立てなどのラインに供給されてしまうことは好ましくないからである。
【0008】
このような問題を防止するために部材の良品・不良品を判定することが求められている。この良品・不良品の判定に関する技術が提案されている(例えば、特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0009】
特開2018-179774号公報
特開2009-152461号公報
特開2020-201283号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
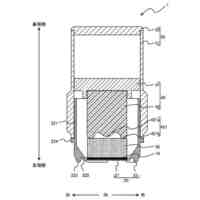
特許文献1は、部品固定治具18、20の内部に配置されたLED素子(光源)68が備えられ、部品固定治具18、20は、光を散乱しつつ透過させる光散乱透過性材料から構成されてLED素子68からの出力光に基づいて所定の表面輝度で発光させられるものであり、撮像カメラ12、14により、前記所定の輝度で発光させられた部品固定治具18、20の表面と部品16の外縁との境界線Lを含む検査領域Kが撮像されることで検査する部品形状検査装置を、開示する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
柳井電機工業株式会社
部材検査装置
今日
日本精機株式会社
計器装置
6日前
株式会社東光高岳
計器
2日前
日本精機株式会社
液面検出装置
8日前
有限会社原製作所
検出回路
28日前
大和製衡株式会社
組合せ秤
8日前
大和製衡株式会社
組合せ秤
8日前
大和製衡株式会社
組合せ秤
14日前
個人
フロートレス液面センサー
21日前
キヤノン株式会社
放射線撮像装置
23日前
ダイハツ工業株式会社
試験用治具
14日前
日本特殊陶業株式会社
ガスセンサ
20日前
エグゼヴィータ株式会社
端末装置
今日
日本特殊陶業株式会社
ガスセンサ
今日
日本特殊陶業株式会社
ガスセンサ
今日
日本特殊陶業株式会社
ガスセンサ
9日前
日本特殊陶業株式会社
ガスセンサ
9日前
大同特殊鋼株式会社
座標系較正方法
23日前
富士電機株式会社
エンコーダ
1日前
富士電機株式会社
エンコーダ
1日前
柳井電機工業株式会社
部材検査装置
今日
株式会社クボタ
作業車
13日前
バイオテック株式会社
容器設置装置
今日
TDK株式会社
計測装置
7日前
大同特殊鋼株式会社
ラベル色特定方法
23日前
旭光電機株式会社
漏出検出装置
20日前
株式会社フジキン
流量測定装置
15日前
株式会社ノーリツ
通信システム
6日前
トヨタ自動車株式会社
歯車の検査方法
9日前
新電元メカトロニクス株式会社
位置検出装置
6日前
日本電気株式会社
測位装置及びその方法
2日前
株式会社島津製作所
発光分析装置
6日前
ジャパンプローブ株式会社
超音波探触子
今日
株式会社アステックス
ラック型負荷装置
21日前
帝国通信工業株式会社
圧力センサ
今日
住友化学株式会社
積層基板
20日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ