TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025113115
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024077944
出願日
2024-05-13
発明の名称
複合線材及びその製造方法
出願人
増田ビニール株式会社
代理人
個人
,
個人
主分類
C08J
9/04 20060101AFI20250725BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】多様な用途に使用可能であって、伸縮性等を備えた複合線材及びその製造方法を提供する。
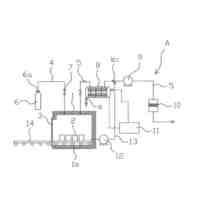
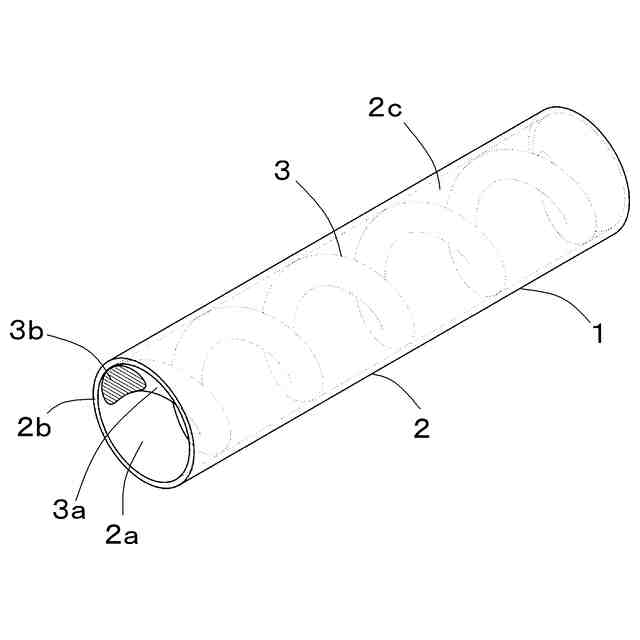
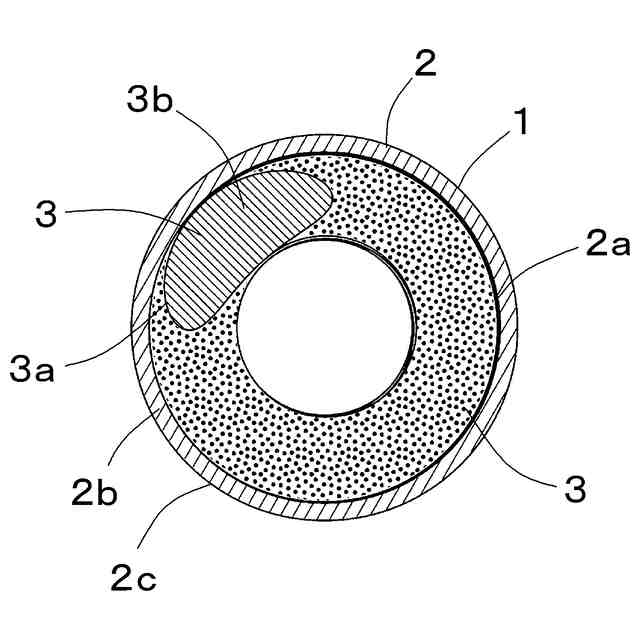
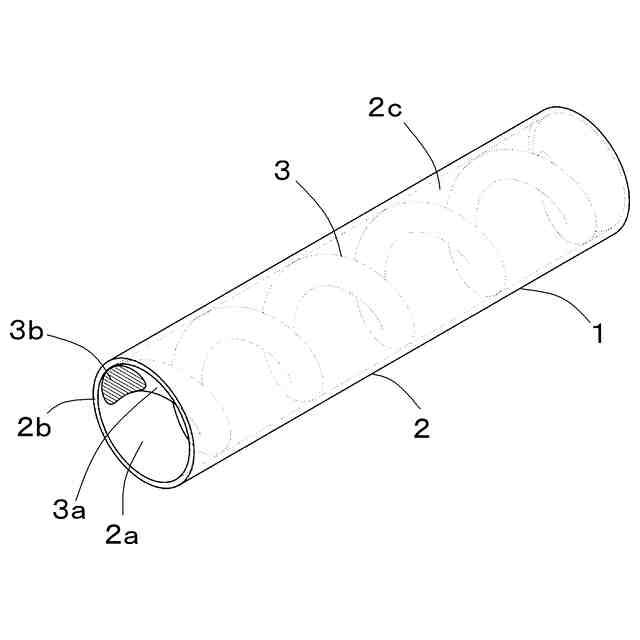
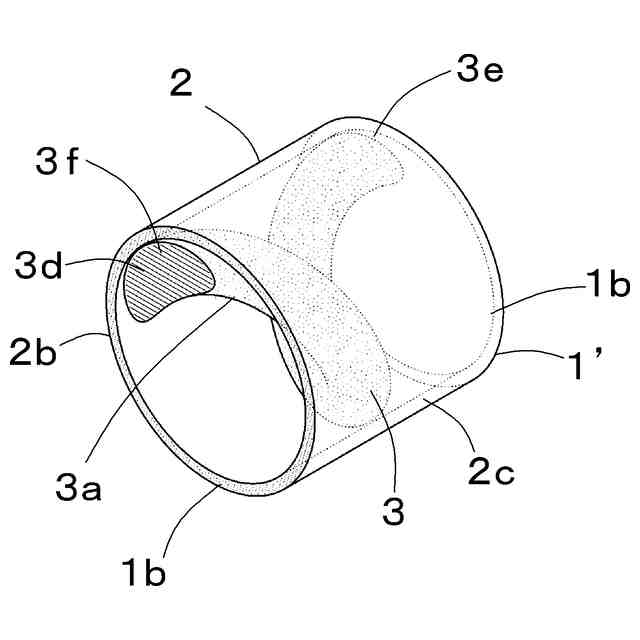
【解決手段】複合線材1は、外筒体2と発泡条材3とから構成されており、外筒体2は熱可塑性樹脂製である。発泡条材3は、発泡させた状態の熱可塑性樹脂製であり、外筒体2の内部において、発泡条材3が螺旋状を呈しており、発泡条材3の外側面3aの一部が、外筒体2の内壁2aに当接している。複合線材1は押出成形により製造され、外筒体2と発泡条材3とを同時に押出成形し、外筒体2の押出速度よりも発泡条材3の押出速度を大きくすることで、発泡条材3の一部が外筒体2の内部に対して、螺旋状に配置される。
【選択図】図2
特許請求の範囲
【請求項1】
熱可塑性樹脂製の外筒体と、該外筒体の内壁に外側面の一部が当接した状態で、前記外筒体の内部に螺旋状に成形した熱可塑性樹脂製の条材とから成る可撓性部材から構成されていることを特徴とする複合線材。
続きを表示(約 1,000 文字)
【請求項2】
前記条材は、軟化又は融解した熱可塑性樹脂材を発泡させた発泡条材であることを特徴とする請求項1に記載の複合線材。
【請求項3】
前記条材の外径は、前記外筒体の内径の1/3以上であることを特徴とする請求項2に記載の複合線材。
【請求項4】
前記発泡条材の前記外側面の一部と前記外筒体の前記内壁とが当接している部分は、溶着によって当接した状態を維持していることを特徴とする請求項2又は3に記載の複合線材。
【請求項5】
両端部間における前記発泡条材は、前記外筒体内において螺旋状に少なくとも1回転以上回転していることを特徴とする請求項2又は3に記載の複合線材。
【請求項6】
前記可撓性部材は、チップ状であることを特徴とする請求項5に記載の複合線材。
【請求項7】
熱可塑性樹脂製の外筒体と、この外筒体の内部に螺旋状に成形した熱可塑性樹脂製の条材とから成る可撓性部材から構成されている複合線材の製造方法であって、
円環孔から軟化又は融解した熱可塑性樹脂材を第1の押出速度で押し出して、前記外筒体を連続して成形すると同時に並行して、前記円環孔に囲まれた領域のうちの中心位置から偏心した位置に配置された細孔から、軟化又は融解した熱可塑性樹脂材を前記第1の押出速度よりも大きい第2の押出速度で押し出すと共に発泡させる工程と、
前記第2の押出速度で押し出した前記熱可塑性樹脂材の側面の一部を、前記第1の押出速度で押し出されて連続して成形される前記外筒体の内壁に当接させながら前記外筒体の内部に螺旋状に配置して、前記条材を連続して成形する工程とを含むことを特徴とする複合線材の製造方法。
【請求項8】
前記第2の押出速度で押し出す前の軟化又は融解した前記熱可塑性樹脂材に、発泡剤を溶解させる工程を含み、
前記外筒体の内部に螺旋状に配置された前記条材は、発泡条材であることを特徴とする請求項7に記載の複合線材の製造方法。
【請求項9】
押し出されて連続して成形された前記可撓性部材に対して、両端部間における前記発泡条材は螺旋状に少なくとも1回転以上回転している長さで、等間隔にチップ状に切断する工程を含むことを特徴とする請求項8に記載の複合線材の製造方法。
【請求項10】
前記発泡条材の外径は、前記外筒体の内径の1/3以上であることを特徴とする請求項8又は9に記載の複合線材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、様々の用途に使用可能な合成樹脂製の複合線材及びその製造方法に関するものである。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、芯体となる組紐を有し、その組紐の外部には鞘体となる組紐を被せた柔軟性を有する繊維線状体が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2003-301355号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この繊維線状体は、様々な用途に使用可能ではあるが、長手方向における伸縮性については十分ではない。
【0005】
本発明の目的は、多様な用途に使用可能であって、伸縮性等を備えた複合線材及びその製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するための本発明に係る複合線材は、熱可塑性樹脂製の外筒体と、該外筒体の内壁に外側面の一部が当接した状態で、前記外筒体の内部に螺旋状に成形した熱可塑性樹脂製の条材とから成る可撓性部材から構成されていることを特徴とする。
【0007】
また、本発明に係る複合線材の製造方法は、円環孔から軟化又は融解した熱可塑性樹脂材を第1の押出速度で押し出して、前記外筒体を連続して成形すると同時に並行して、前記円環孔に囲まれた領域のうちの中心位置から偏心した位置に配置された細孔から、軟化又は融解した熱可塑性樹脂材を前記第1の押出速度よりも大きい第2の押出速度で押し出すと共に発泡させる工程と、前記第2の押出速度で押し出した前記熱可塑性樹脂材の側面の一部を、前記第1の押出速度で押し出されて連続して成形される前記外筒体の内壁に当接させながら前記外筒体の内部に螺旋状に配置して、前記条材を連続して成形する工程とを含むことを特徴とする。
【発明の効果】
【0008】
本発明に係る複合線材によれば、外筒体の内部に螺旋状に配置した条材を備えることによって、伸張方向及び圧縮方向に圧力を加えた際に、適度な反発力が得られると共に、伸縮性に優れた線材が得られる。
【0009】
更に、外側の外筒部に触れると、内部の螺旋状の発泡条材によって凹凸形状が連続しているような感触を得られ、この凹凸形状によって、例えば靴紐材として使用した場合には、凹凸個所が互いに引っ掛かり合い解け難い紐材とすることができる。
【図面の簡単な説明】
【0010】
実施例1の複合線材の横断面図である。
複合線材の斜視図である。
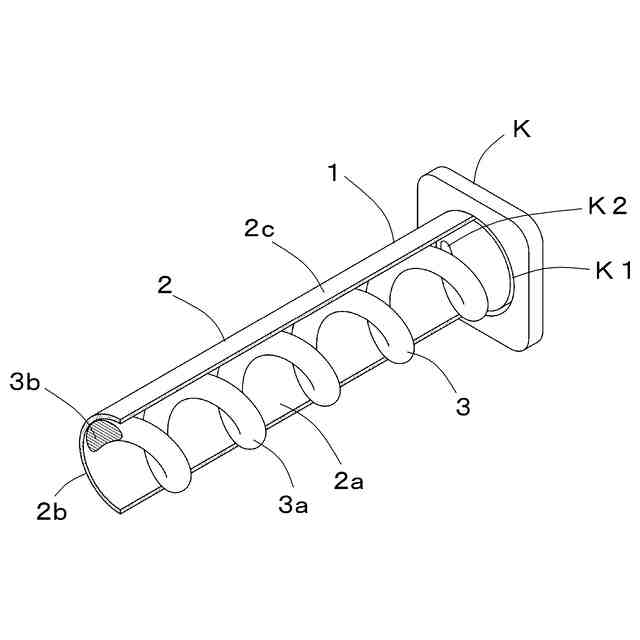
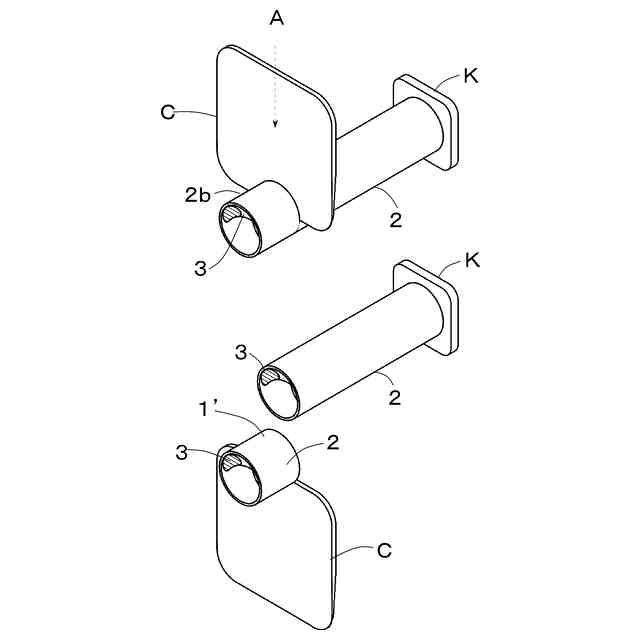
押出成形を行う際に使用する金型の正面図である。
金型の斜視図である。
金型から複合線材が押出成形される状態を示す説明図である。
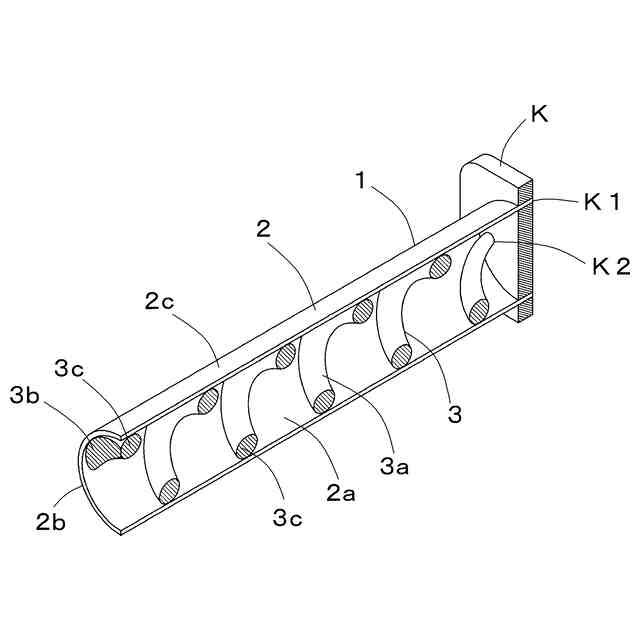
複合線材の長手方向に沿って二等分にした際の断面図である。
実施例2の複合線材の斜視図である。
金型から押出成形された複合線材の切断加工の説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
増田ビニール株式会社
複合線材及びその製造方法
2日前
東ソー株式会社
摺動部材
2か月前
東レ株式会社
多孔質構造体
3か月前
東ソー株式会社
ゴム組成物
2か月前
東ソー株式会社
加飾フィルム
2か月前
東ソー株式会社
加飾フィルム
2か月前
東レ株式会社
CPUソケット
3か月前
株式会社カネカ
硬化性組成物
24日前
東レ株式会社
CPUソケット
3か月前
東ソー株式会社
加飾フィルム
2か月前
ユニチカ株式会社
ビスマレイミド
2か月前
東レ株式会社
ポリエステルフィルム
1か月前
愛知電機株式会社
加熱処理設備
1か月前
東ソー株式会社
ハロゲン含有ポリマー
3か月前
花王株式会社
樹脂組成物
24日前
東レ株式会社
ポリオレフィン微多孔膜
2日前
東レ株式会社
ポリオレフィン微多孔膜
3か月前
アイカ工業株式会社
光硬化性樹脂組成物
1か月前
東ソー株式会社
ゴム組成物及び加硫ゴム
3か月前
株式会社大阪ソーダ
熱可塑性材料用組成物
24日前
日本製紙株式会社
樹脂組成物
3か月前
富士フイルム株式会社
組成物
1か月前
株式会社村田製作所
樹脂組成物
2日前
東亞合成株式会社
硬化性組成物
25日前
株式会社クラレ
水性エマルジョン及び接着剤
1か月前
東レ株式会社
ポリプロピレン系樹脂フィルム
2か月前
株式会社クラベ
耐摩耗性絶縁組成物及び電線
2か月前
住友精化株式会社
吸水性樹脂粒子の製造方法
3か月前
東ソー株式会社
クロロプレンラテックス組成物
2か月前
東レ株式会社
プリプレグおよびその製造方法。
25日前
大日精化工業株式会社
樹脂成形品
2か月前
ユニチカ株式会社
ポリ尿素およびその製造方法
3か月前
帝人株式会社
軽量ゴムおよびゴム成形体
3日前
株式会社イーテック
組成物
3日前
株式会社イーテック
組成物
2か月前
東ソー株式会社
クロロプレンラテックス組成物
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ