TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025113622
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024007876
出願日
2024-01-23
発明の名称
炭素繊維含有樹脂組成物
出願人
株式会社リコー
代理人
個人
主分類
C08L
101/00 20060101AFI20250728BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】本発明は、熱可塑性樹脂と炭素繊維とを含む炭素繊維含有樹脂組成物であって、異方性が小さく、寸法安定性に優れ、曲げ強度の高い樹脂成形体を提供することができる炭素繊維含有樹脂組成物を提供することを目的とする。
【解決手段】熱可塑性樹脂に、炭素繊維が混練されてなる、炭素繊維含有樹脂組成物であって、前記炭素繊維の平均長さが、50μm以上150μm以下であり、熱可塑性樹脂に対する前記炭素繊維の含有量が3質量%以上9質量%以下であり、前記炭素繊維含有樹脂の曲げ強度は4000Mpa以上である、ことを特徴とする炭素繊維含有樹脂組成物。
【選択図】なし
特許請求の範囲
【請求項1】
熱可塑性樹脂に、炭素繊維が混練されてなる、炭素繊維含有樹脂組成物であって、
前記炭素繊維の平均長さが、50μm以上150μm以下であり、
熱可塑性樹脂に対する前記炭素繊維の含有量が3質量%以上9質量%以下であり、
前記炭素繊維含有樹脂の曲げ強度は4000Mpa以上である、
ことを特徴とする炭素繊維含有樹脂組成物。
続きを表示(約 370 文字)
【請求項2】
前記炭素繊維の太さが1μm以上10μm以下である、請求項1に記載の炭素繊維含有樹脂組成物。
【請求項3】
前記熱可塑性樹脂が、PC樹脂(ポリカーボネート樹脂)か、PC樹脂(ポリカーボネート樹脂)/ABS樹脂(アクリロニトリル-ブタジエン-スチレン共重合樹脂)か、もしくはPC樹脂(ポリカーボネート樹脂)とPC樹脂(ポリカーボネート樹脂)/ABS樹脂(アクリロニトリル-ブタジエン-スチレン共重合樹脂)との混合体である、請求項1又は2に記載の炭素繊維含有樹脂組成物。
【請求項4】
前記炭素繊維が、リサイクル材である、請求項1又は2に記載の炭素繊維含有樹脂組成物。
【請求項5】
前記熱可塑性樹脂が、リサイクル材である、請求項1又は2に記載の炭素繊維含有樹脂組成物。
発明の詳細な説明
【技術分野】
【0001】
本発明は、炭素繊維含有樹脂組成物に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
炭素繊維を、繊維状態から細かく裁断して、熱可塑性樹脂に添加する技術がある。
熱可塑性樹脂に、炭素繊維を、数質量%添加することで、その材料は強度が向上し、特に曲げ弾性率が大きく向上することが既に知られている。
【0003】
ところで、繊維状態から細かく裁断された炭素繊維は、アスペクト比を有する。例えば、裁断された後の炭素繊維の長さは、3mmから200μm(0.2mm)のサイズである。
長さ(繊維方向)が200μmで、太さが5μmである場合、アスペクト比(長さ/直径)は40である(図1参照)。そのアスペクト比を有する炭素繊維が、熱可塑性樹脂に添加され、得られた樹脂組成物が加熱溶融して成形された場合、材料の流れ方向にそって炭素繊維が配列する傾向がある。
その場合、樹脂組成物の硬化後には、成形体の成形収縮率が、材料の流れ方向と、材料の流れ垂直方向で異なるため、成形体の成形収縮率が異なるという問題があった。
【0004】
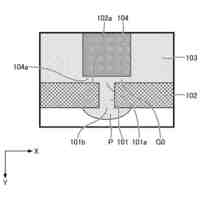
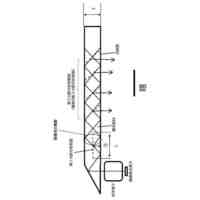
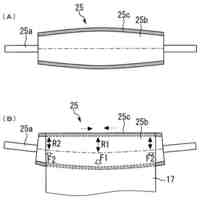
この成形体の成形収縮率が異なるという問題を図2に基づいて説明する。
図2は溶融した樹脂組成物を用いて成形した平板状の成形体を示す。
図2の右上から加熱溶融状態で材料を入れ、冷却にて成形した場合、材料の流れ方向(図内の赤い矢印)にそって、炭素繊維が配列する(図内の青い線)傾向があり、樹脂の流れ方向(Y)と、樹脂の流れ垂直方向(X)で、成形体の成形収縮率が異なる問題を生じる。
この例では、炭素繊維が添加された場合は、炭素繊維が添加されない場合よりも、樹脂の流れ方向(Y)で、成形体の成形収縮率が小さくなる傾向がある。これは、Y方向は、繊維がささる方向のため、成形体は収縮しなくなるため収縮率が小さくなり、一方、X方向は、繊維がささらない方向のため、成形体はY方向よりも収縮しやすくなり、Y方向よりも収縮率が大きくなるためである。
この状況を、成形収縮率における異方性と呼んでいる。異方性が顕著な場合、成形体の寸法誤差を生じるため問題となる。
【0005】
特許文献1には、異方性を改善する目的で、炭素繊維(A)と熱可塑性樹脂(B)とを必須成分とする樹脂成形材料において、炭素繊維(A)として、ヤング率が150GPa以下で直径が10μm~20μmの範囲にある炭素繊維(a1)と、直径が0.1μm~5μmの範囲にある炭素繊維(a2)とを、(a1)と(a2)の合計質量が炭素繊維(A)の全質量の95質量%以上となる割合で含有する樹脂成形材料が開示されている。
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載のものは直径の異なる2種類の炭素繊維を用いるものであり2種類の炭素繊維を用意しなければならないという問題がある。
【0007】
本発明は、熱可塑性樹脂と炭素繊維とを含む炭素繊維含有樹脂組成物であって、異方性が小さく、寸法安定性に優れ、曲げ強度の高い樹脂成形体を提供することができる炭素繊維含有樹脂組成物を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題は、下記の構成を備えた炭素繊維含有樹脂組成物によって解決することができる。
熱可塑性樹脂に、炭素繊維が混練されてなる、炭素繊維含有樹脂組成物であって、
前記炭素繊維の平均長さが、50μm以上150μm以下であり、
熱可塑性樹脂に対する前記炭素繊維の含有量が3質量%以上9質量%以下であり、
前記炭素繊維含有樹脂の曲げ強度は4000Mpa以上である、
ことを特徴とする炭素繊維含有樹脂組成物。
【発明の効果】
【0009】
本発明によれば、異方性が小さく、寸法安定性に優れ、曲げ強度の高い樹脂成形体を提供することができる炭素繊維含有樹脂組成物を提供することができる。
【図面の簡単な説明】
【0010】
図1は、炭素繊維のアスペクト比を説明する図である。
図2は、成形体の成形収縮率を説明する図である。
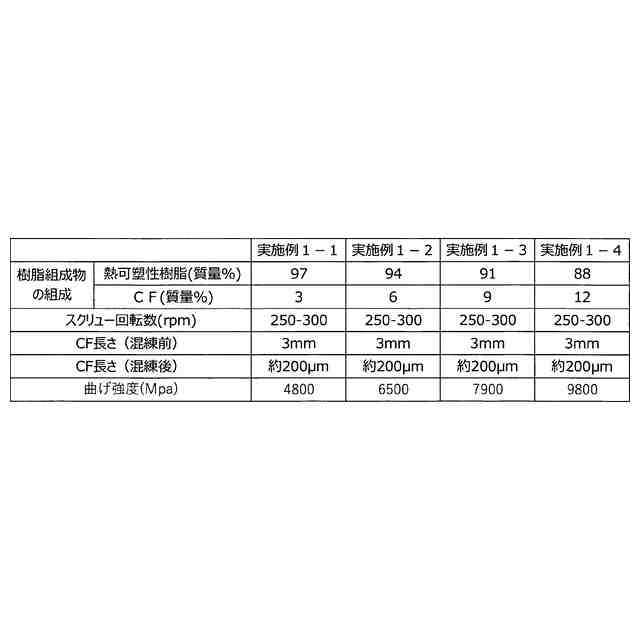
図3は、実施例の樹脂組成物についての炭素繊維添加量と曲げ弾性率との関係を示す図である。
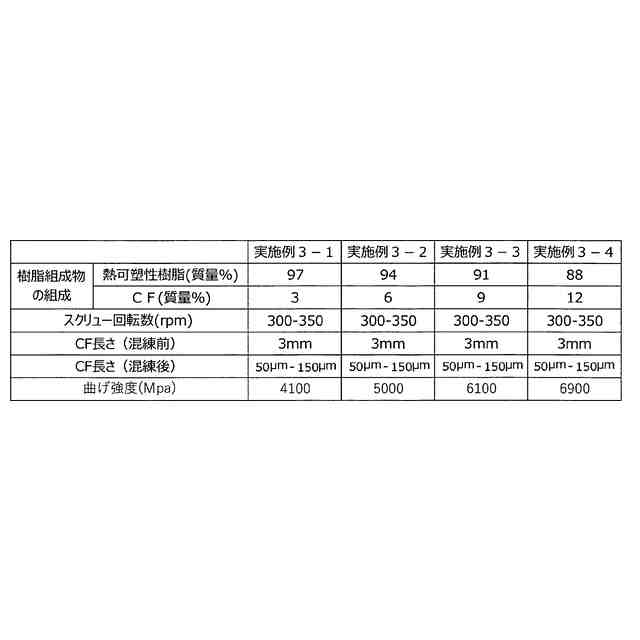
図4は、他の実施例の樹脂組成物についての炭素繊維添加量と曲げ弾性率との関係を示す図である。
図5は、各実施例の樹脂組成物についての炭素繊維添加量と曲げ弾性率との関係を比較したである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社リコー
画像形成装置
10日前
株式会社リコー
画像形成装置
18日前
株式会社リコー
画像形成装置
17日前
株式会社リコー
画像形成装置
2日前
株式会社リコー
液体塗布装置
3日前
株式会社リコー
印刷応答補償機構
3日前
株式会社リコー
投薬管理システム
18日前
株式会社リコー
画像投射システム
10日前
株式会社リコー
拡張アンテナ装置
2日前
株式会社リコー
マーキングシステム
2日前
株式会社リコー
定着装置及び画像形成装置
3日前
株式会社リコー
定着装置及び画像形成装置
9日前
株式会社リコー
センサ素子及びセンサアレイ
9日前
株式会社リコー
センサ素子及びセンサアレイ
9日前
株式会社リコー
樹脂粒子およびその製造方法
18日前
株式会社リコー
液吐出装置、及び液吐出方法
3日前
株式会社リコー
導光部材、光学系及び表示装置
11日前
株式会社リコー
印刷ファイル前処理メカニズム
17日前
株式会社リコー
画像形成装置及び画像形成方法
18日前
株式会社リコー
機器、情報処理方法及びプログラム
18日前
株式会社リコー
媒体供給装置及び画像形成システム
18日前
株式会社リコー
原稿処理装置及び原稿処理システム
18日前
株式会社リコー
レーザ照射装置、及びレーザ照射方法
17日前
株式会社リコー
表示端末、表示方法、及びプログラム
17日前
株式会社リコー
情報処理装置、方法、及びプログラム
3日前
株式会社リコー
表示端末、表示方法、及びプログラム
18日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
11日前
株式会社リコー
画像形成装置、制御方法およびプログラム
11日前
株式会社リコー
画像形成装置及び画像形成装置の制御方法
11日前
株式会社リコー
サブレンジ伝達関数を生成するための機構
11日前
株式会社リコー
樹脂粒子、樹脂粒子の製造方法およびトナー
9日前
株式会社リコー
液体塗布装置、液体塗布方法およびプログラム
3日前
株式会社リコー
情報処理装置、情報処理方法およびプログラム
3日前
株式会社リコー
インクセット、液体吐出装置及び液体吐出方法
3日前
株式会社リコー
印刷方法、インクセット及び印刷物の製造方法
18日前
株式会社リコー
ローラ部材、ベルト装置、及び、画像形成装置
10日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ