TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025114970
公報種別
公開特許公報(A)
公開日
2025-08-06
出願番号
2024009234
出願日
2024-01-25
発明の名称
固相接合装置および固相接合システム
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
20/00 20060101AFI20250730BHJP(工作機械;他に分類されない金属加工)
要約
【課題】固相接合において接合不良を防止するための位置決めを容易に行う。
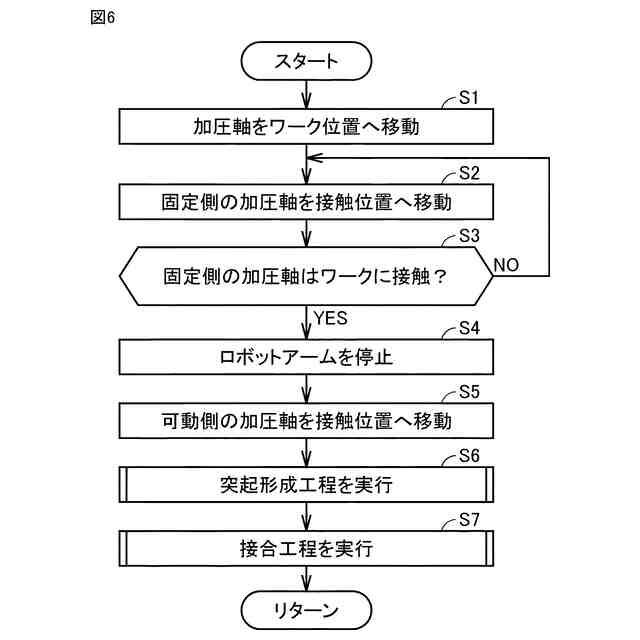
【解決手段】第1加圧軸11は、第2加圧軸12に対し相対的に移動可能である。固相接合装置1は、第2加圧軸12が第2ワークW20に接触したことを検知する検知装置をさらに備える。制御装置30は、検知装置が第2加圧軸12の第2ワークW20への接触を検知した後、第1加圧軸11の可動を開始する。
【選択図】図6
特許請求の範囲
【請求項1】
導電性があり厚み方向に重なる第1ワークおよび第2ワークを固相状態で接合する固相接合装置であって、
前記第1ワークおよび前記第2ワークを厚み方向における両側から押圧する一対の加圧軸と、
前記一対の加圧軸の周囲にそれぞれ配置された一対の電極と、
制御装置とを備え、
前記一対の加圧軸は、前記第1ワークを押圧する第1加圧軸と、前記第2ワークを押圧する第2加圧軸を含み、
前記第1加圧軸は、前記第2加圧軸に対し相対的に移動可能であり、
前記固相接合装置は、前記第2加圧軸が前記第2ワークに接触したことを検知する検知装置をさらに備え、
前記制御装置は、前記検知装置が前記第2加圧軸の前記第2ワークへの接触を検知した後、前記第1加圧軸の可動を開始する、固相接合装置。
続きを表示(約 420 文字)
【請求項2】
前記一対の電極の端部は、前記第1ワークおよび前記第2ワークを押圧していない状態において、前記一対の加圧軸の端部よりも前記第1ワークおよび前記第2ワークの方向へ突出している、請求項1に記載の固相接合装置。
【請求項3】
前記検知装置は、前記第2加圧軸が前記第2ワークに接触したときに出力信号が切り替わるリミットスイッチである、請求項1または請求項2に記載の固相接合装置。
【請求項4】
前記固相接合装置は、ロボットアームの先端に取り付けられる、請求項1または請求項2に記載の固相接合装置。
【請求項5】
請求項1に記載の前記固相接合装置と、
ロボットアームを有するロボットとを備え、
前記制御装置は、前記ロボットアームを前記第1ワークおよび前記第2ワークへ移動した後、前記ロボットアームを前記第2加圧軸が前記第2ワークに接触する方向へ移動させる、固相接合システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、固相接合装置、および固相接合装置を備える固相接合システムに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許第7242112号公報(特許文献1)には、押圧部を含む加圧機構と、一対の溶接電極を含む通電機構とを備える固相点接合装置が開示されている。特許第7242112号公報(特許文献1)に開示された固相点接合装置は、一対の溶接電極によって2枚の金属板材に通電して各金属板材を加熱した状態で、押圧部によって2枚の金属板材を当該金属板材と直交する方向に押圧するように構成されている。特許第7242112号公報(特許文献1)に開示されたような、金属を溶融させずに低温域の固相状態で接合する接合方法(以下、「固相接合」とも称する。)を、ロボットアームを備えるシステムへ適用する場合、接合不良を防止すために接合工程を開始する際の位置決めが重要となる。
【0003】
特開2008-307595号公報(特許文献2)には、スポット溶接ロボットの位置決め方法について開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第7242112号公報
特開2008-307595号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特開2008-307595号公報(特許文献2)には、可動側電極チップを駆動するサーボモータの電流値を監視し、電流値が所定の値を超えたときを可動側電極チップの先端が被溶接物に接触したと見なすことで位置決めをしていた。しかしながら、電極チップは、通電により摩耗が生じるため正確な位置決めのために補正等の処理をする必要があった。
【0006】
本開示の目的は、固相接合において接合不良を防止するための位置決めを容易に行う技術を提供することである。
【課題を解決するための手段】
【0007】
本開示は、導電性があり厚み方向に重なる第1ワークおよび第2ワークを固相状態で接合する固相接合装置に関する。固相接合装置は、第1ワークおよび第2ワークを厚み方向における両側から押圧する一対の加圧軸と、一対の加圧軸の周囲にそれぞれ配置された一対の電極と、制御装置とを備える。一対の加圧軸は、第1ワークを押圧する第1加圧軸と、第2ワークを押圧する第2加圧軸を含む。第1加圧軸は、第2加圧軸に対し相対的に移動可能である。固相接合装置は、第2加圧軸が第2ワークに接触したことを検知する検知装置をさらに備える。制御装置は、検知装置が第2加圧軸の第2ワークへの接触を検知した後、第1加圧軸の可動を開始する。
【0008】
本開示の固相接合システムは、上記に記載の固相接合装置と、ロボットアームを有するロボットとを備える。制御装置は、ロボットアームを第1ワークおよび第2ワークへ移動した後、ロボットアームを第2加圧軸が前記第2ワークに接触する方向へ移動させる。
【発明の効果】
【0009】
本開示によれば、検知装置が第2加圧軸の第2ワークへの接触を検知した後、第1加圧軸の可動を開始する。これによって、第2加圧軸を基準とした位置決めができるため、固相接合において接合不良を防止するための位置決めを容易に行うことができる。
【図面の簡単な説明】
【0010】
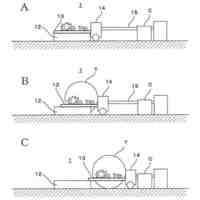
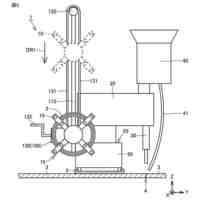
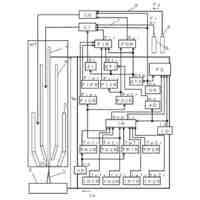
実施の形態1に係る固相接合システムを概略的に示す図である。
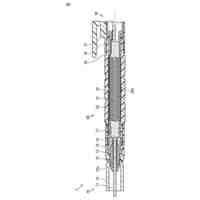
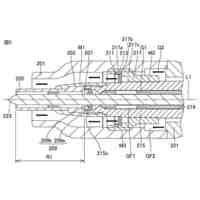
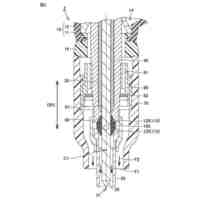
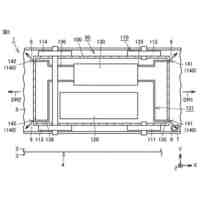
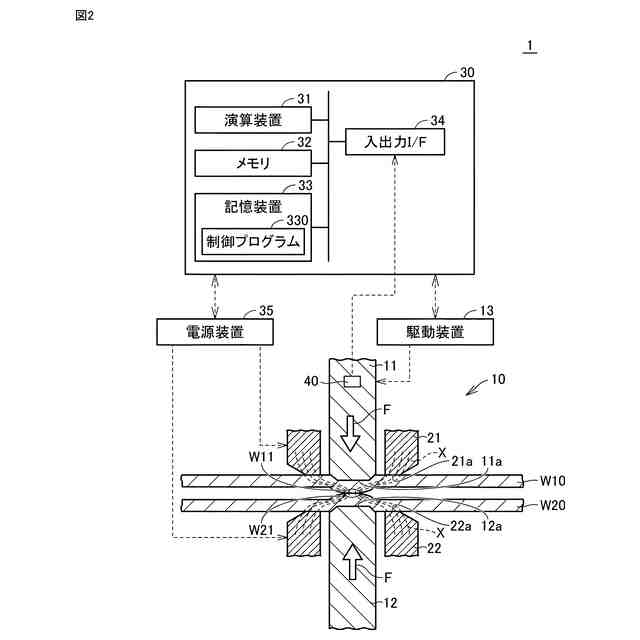
実施の形態1に係る固相接合装置を概略的に示す図である。
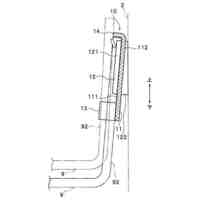
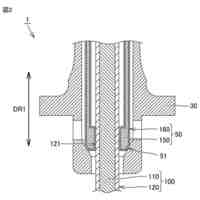
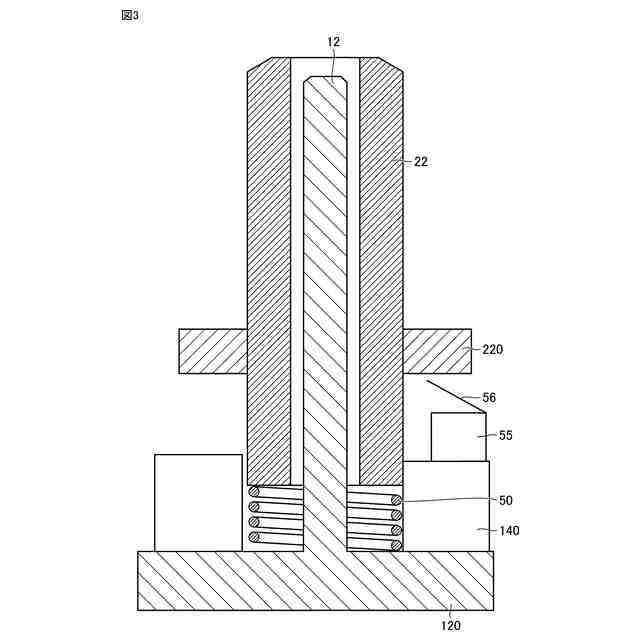
第2加圧軸の周囲の構造を示す図である。
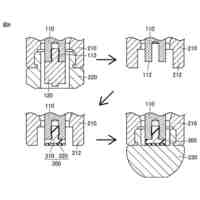
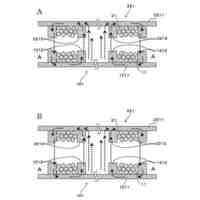
位置決めが正しくない場合の様子を説明するための図である。
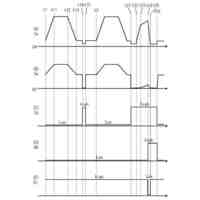
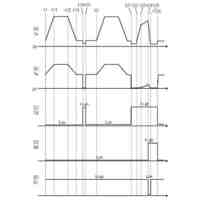
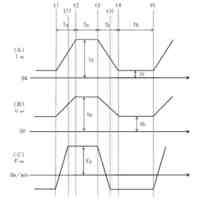
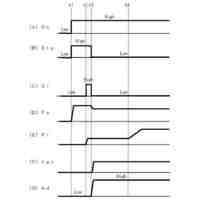
接合工程を説明するための図である。
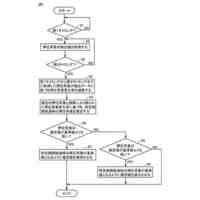
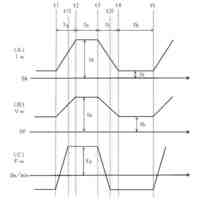
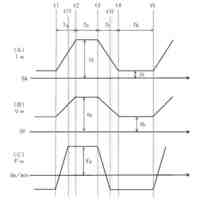
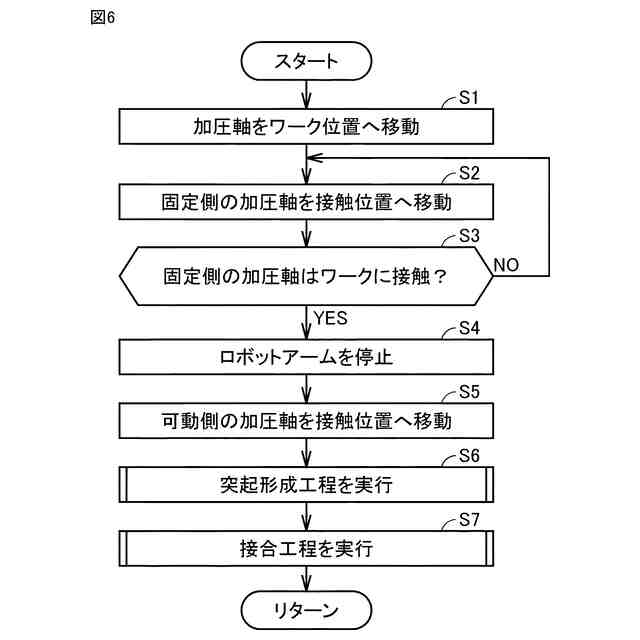
制御装置が実行する制御内容を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
移動体
1か月前
株式会社ダイヘン
変圧器
23日前
株式会社ダイヘン
充電装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
電源装置
10日前
株式会社ダイヘン
搬送装置
1か月前
株式会社ダイヘン
制御装置
5日前
株式会社ダイヘン
給電装置
3日前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接電源装置
15日前
株式会社ダイヘン
固相接合装置
17日前
株式会社ダイヘン
電力システム
1か月前
株式会社ダイヘン
溶接電源装置
17日前
株式会社ダイヘン
溶接電源装置
2日前
株式会社ダイヘン
直流電源回路
1か月前
株式会社ダイヘン
安定度向上装置
1か月前
株式会社ダイヘン
レーザ溶接装置
1か月前
株式会社ダイヘン
高周波電源装置
23日前
株式会社ダイヘン
スポット接合装置
1日前
株式会社ダイヘン
フラックス回収装置
1か月前
株式会社ダイヘン
負荷時タップ切換器
1か月前
株式会社ダイヘン
サブマージアーク溶接機
1か月前
株式会社ダイヘン
コイル及び電力授受装置
8日前
株式会社ダイヘン
サブマージアーク溶接機
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
9日前
株式会社ダイヘン
パルスアーク溶接制御方法
9日前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
9日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ