TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025135858
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024033873
出願日
2024-03-06
発明の名称
延伸フィルムの製造方法
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
B29C
55/04 20060101AFI20250911BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】延伸工程において複数の第1クリップのピッチを十分に変化させ得、かつ、配向角のずれが抑制された延伸フィルムを安定して製造し得る延伸フィルムの製造方法を提供すること。
【解決手段】
本発明の1つの実施形態による延伸フィルムの製造方法は、把持工程と、延伸工程と、開放工程と、をこの順に含んでいる。把持工程では、フィルムの第1端部を複数の第1クリップで把持し、かつ、フィルムの第2端部を複数の第2クリップで把持する。延伸工程では、複数の第1クリップのピッチを変化させながら、複数の第1クリップおよび複数の第2クリップを移動させて、フィルムを斜め方向に延伸する。開放工程では、フィルムを第1クリップおよび第2クリップから開放する。このような延伸フィルムの製造方法は、把持工程の前に、複数の第1クリップのピッチと複数の第2クリップのピッチとを実質的に一致させる。
【選択図】図1
特許請求の範囲
【請求項1】
長尺状のフィルムの幅方向の第1端部を前記フィルムの長尺方向に並ぶ複数の第1クリップで把持し、かつ、前記フィルムの幅方向の第2端部を前記長尺方向に並ぶ複数の第2クリップで把持する把持工程と、
前記複数の第1クリップのピッチを変化させながら、前記複数の第1クリップおよび前記複数の第2クリップを前記長尺方向に移動させて、前記フィルムを前記長尺方向および前記幅方向の両方と交差する斜め方向に延伸する延伸工程と、
前記フィルムの前記第1端部を前記複数の第1クリップから開放し、かつ、前記フィルムの前記第2端部を前記複数の第2クリップから開放する開放工程と、をこの順に含み、
前記把持工程の前に、前記複数の第1クリップのピッチと前記複数の第2クリップのピッチとを実質的に一致させる第1ピッチ調整工程をさらに含む、延伸フィルムの製造方法。
続きを表示(約 310 文字)
【請求項2】
前記開放工程の後に、前記複数の第1クリップのピッチと前記複数の第2クリップのピッチとを調整する第2ピッチ調整工程をさらに含む、請求項1に記載の延伸フィルムの製造方法。
【請求項3】
前記フィルムの面内複屈折Δn(550)は、0.002~0.009であり、
前記延伸工程における温度は、180℃以下であり、
前記複数の第1クリップのそれぞれの前記フィルムの把持面積は、前記複数の第2クリップのそれぞれの前記フィルムの把持面積と実質的に同じであり、かつ、10cm
2
~300cm
2
である、請求項1または2に記載の延伸フィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、延伸フィルムの製造方法に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
液晶表示装置(LCD)、有機エレクトロルミネッセンス表示装置(OLED)などの画像表示装置において、表示特性の向上や反射防止を目的として円偏光板が用いられている。円偏光板は、代表的には、偏光子と位相差フィルム(代表的にはλ/4板)とが、偏光子の吸収軸と位相差フィルムの遅相軸とが45°の角度をなすようにして積層されている。従来、位相差フィルムは、代表的には、縦方向および/または横方向に一軸延伸または二軸延伸することにより作製されているので、その遅相軸は、多くの場合、長尺状のフィルム原反の横方向(幅方向)または縦方向(長尺方向)に発現する。結果として、円偏光板を作製するには、位相差フィルムを幅方向または長尺方向に対して45°の角度をなすように裁断し、1枚ずつ貼り合わせる必要がある。
【0003】
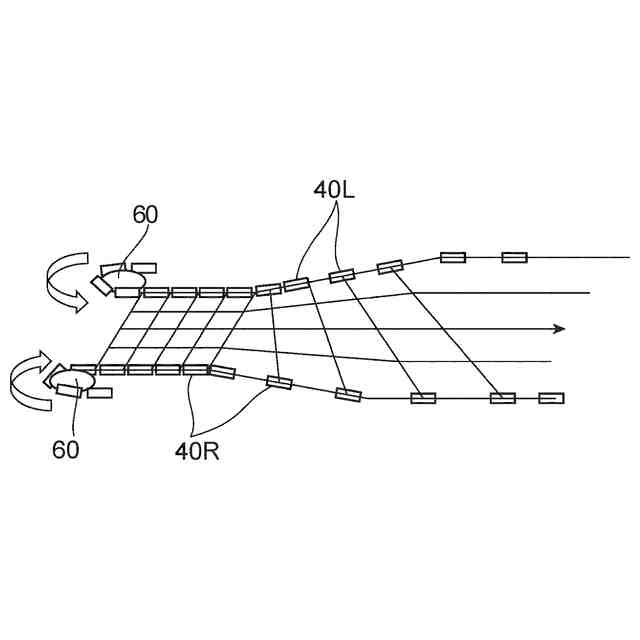
そのため、長尺方向に対して斜め方向に延びる遅相軸を有する位相差フィルムの製造が望まれている。このような位相差フィルムの製造方法として、代表的には、長尺状のフィルムの幅方向の左右端部のそれぞれを縦方向のクリップピッチが変化する可変ピッチ型の左右のクリップによって把持し、左右のクリップの一方を進行側、他方を遅行側として、進行側のクリップピッチを遅行側のクリップピッチよりも大きくなるように変化させて、長尺方向に対して斜め方向に延伸(以下、「斜め延伸」とも称する)することが検討されている。
しかし、斜め延伸により延伸フィルムを製造すると、遅行側のクリップがフィルムを介して進行側のクリップに引っ張られ、進行側のクリップと遅行側のクリップとの相対的な位置関係にずれが生じて、結果として製造される延伸フィルムの配向角が所望の値からずれるおそれがある。
そこで、例えば、配向角の設定値に対するずれが所定の基準を超える場合に、フィルムを左右のクリップで把持してから開放するまでの間に、左右のクリップの少なくとも一方の位相をずらす、延伸フィルムの製造方法が提案されている(例えば、特許文献1参照)。
特許文献1に記載の延伸フィルムの製造方法では、クリップピッチを変化させるリンク機構に定速回転スプロケットを係合させて、フィルムを把持した状態のクリップのピッチを調整している。
【先行技術文献】
【特許文献】
【0004】
特開2023-46840号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1に記載の延伸フィルムの製造方法では、クリップがフィルムを把持した状態でクリップのピッチを調整しているので、当該クリップのピッチ調整が、延伸工程におけるクリップのピッチ可変性に影響する場合がある。そのため、延伸工程におけるクリップのピッチ可変性の確保と、延伸フィルムにおける配向角のずれの抑制との両立には、改善の余地がある。
本発明の主たる目的は、延伸工程において複数の第1クリップのピッチを十分に変化させ得、かつ、配向角のずれが抑制された延伸フィルムを安定して製造し得る延伸フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
[1]本発明の1つの実施形態による延伸フィルムの製造方法は、把持工程と、延伸工程と、開放工程と、をこの順に含んでいる。該把持工程では、長尺状のフィルムの幅方向の第1端部を、該フィルムの長尺方向に並ぶ複数の第1クリップで把持し、かつ、該フィルムの幅方向の第2端部を該長尺方向に並ぶ複数の第2クリップで把持する。該延伸工程では、該複数の第1クリップのピッチを変化させながら、該複数の第1クリップおよび該複数の第2クリップを該長尺方向に移動させて、該フィルムを該長尺方向および該幅方向の両方と交差する斜め方向に延伸する。該開放工程では、該フィルムの該第1端部を該複数の第1クリップから開放し、かつ、該フィルムの該第2端部を該複数の第2クリップから開放する。このような延伸フィルムの製造方法は、第1ピッチ調整工程をさらに含んでいる。該第1ピッチ調整工程では、上記把持工程の前に、上記複数の第1クリップのピッチと上記複数の第2クリップのピッチとを実質的に一致させる。
[2]上記[1]に記載の延伸フィルムの製造方法は、第2ピッチ調整工程をさらに含んでいてもよい。該第2ピッチ調整工程では、上記開放工程の後に、上記複数の第1クリップのピッチと上記複数の第2クリップのピッチとを調整する。
[3]上記[1]または[2]に記載の延伸フィルムの製造方法において、上記フィルムの面内複屈折Δn(550)は、0.002~0.009であってもよい。上記延伸工程における温度は、180℃以下であってもよい。上記複数の第1クリップのそれぞれの上記フィルムの把持面積は、上記複数の第2クリップのそれぞれの上記フィルムの把持面積と実質的に同じであってもよい。上記複数の第1クリップのそれぞれの上記フィルムの把持面積は、10cm
2
~300cm
2
であってもよい。
【発明の効果】
【0007】
本発明の実施形態によれば、延伸工程において複数の第1クリップのピッチを十分に変化させ得、かつ、配向角のずれが抑制された延伸フィルムを安定して製造し得る。
【図面の簡単な説明】
【0008】
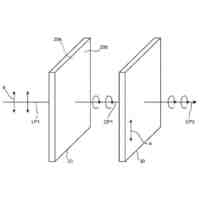
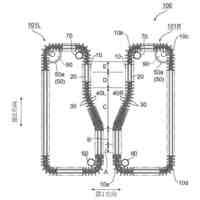
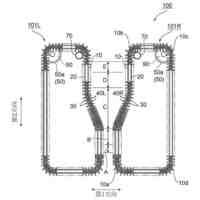
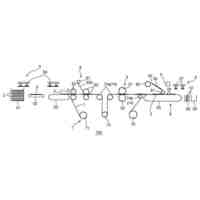
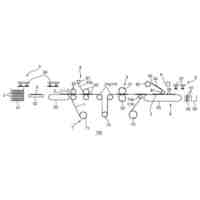
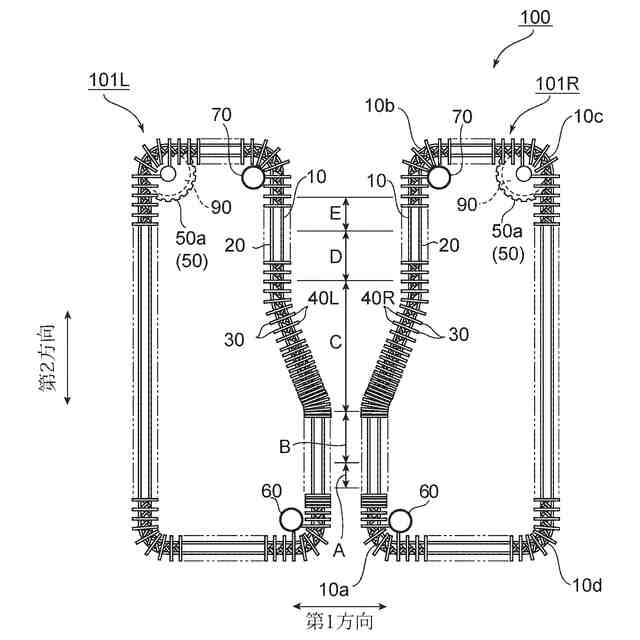
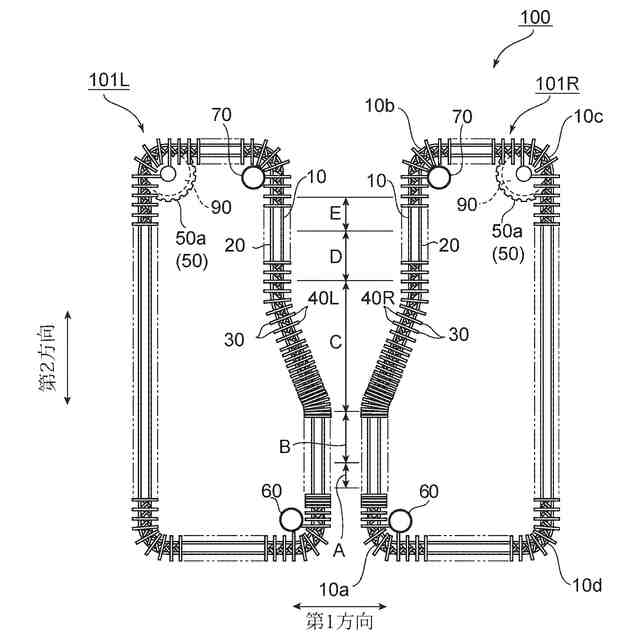
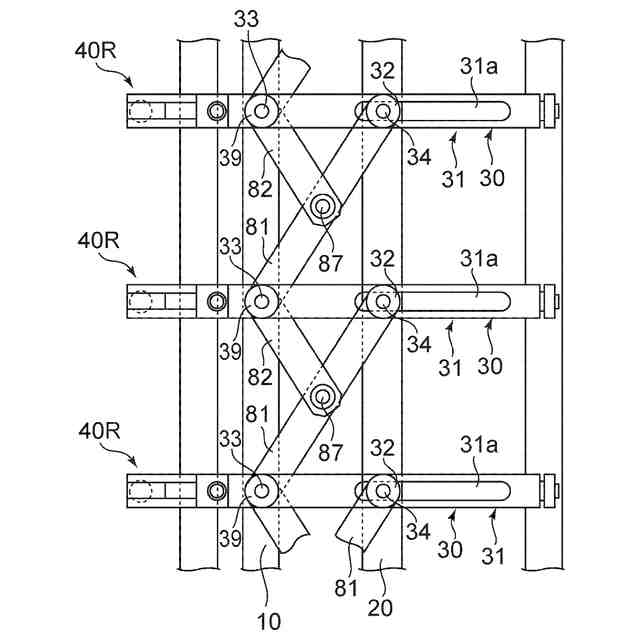
本発明の1つの実施形態による延伸フィルムの製造方法が実施可能な延伸装置の一例の概略構成図である。
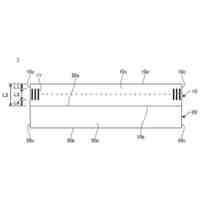
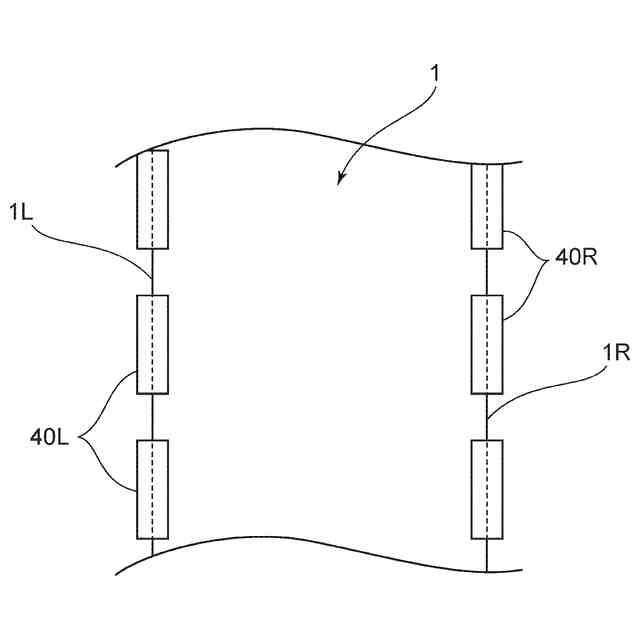
図1の延伸装置により実施される把持工程を説明するための概略平面図である。
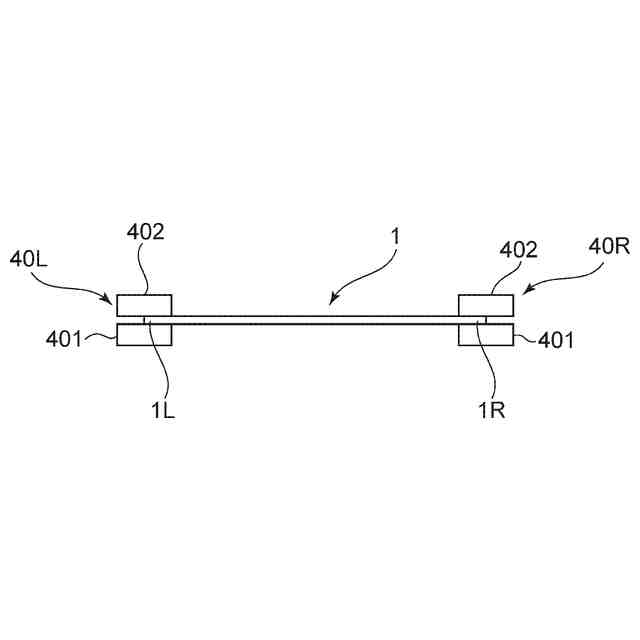
図1の延伸装置により実施される把持工程を説明するための概略断面図である。
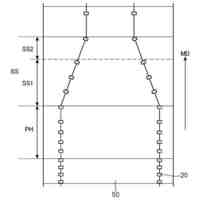
図1の延伸装置により実施される延伸工程におけるクリップのピッチのプロファイルを示す概略図である。
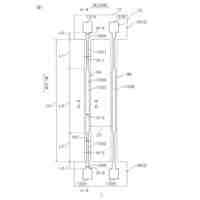
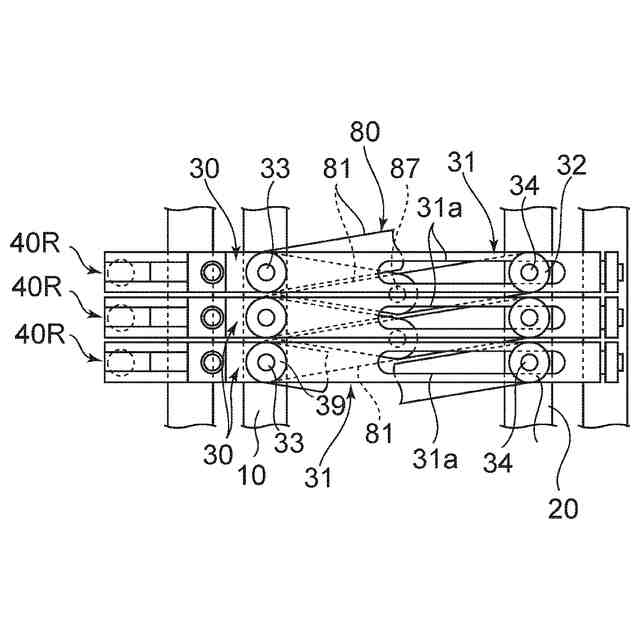
図1の延伸装置が備えるリンク機構を説明するための概略平面図である。
図5のリンク機構の動作を説明するための概略平面図である。
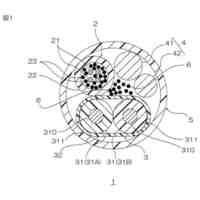
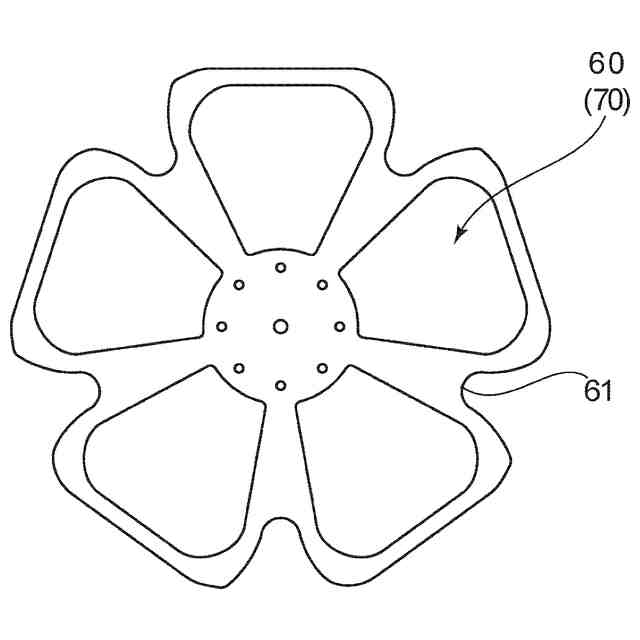
図1の延伸装置が備える上流側ピッチコントロールホイールの概略平面図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について説明するが、本発明はこれらの実施形態には限定されない。なお、見やすくかつ理解を容易にするために、図面は模式的または概念的に描かれており、長さ、幅、形状、大きさ、比率、方向、個数等は実際と異なっている場合があり、図面間で対応していない場合がある。
【0010】
(用語および記号の定義)
本明細書における用語および記号の定義は下記の通りである。
(1)屈折率(nx、ny、nz)
「nx」は面内の屈折率が最大になる方向(すなわち、遅相軸方向)の屈折率であり、「ny」は面内で遅相軸と直交する方向(すなわち、進相軸方向)の屈折率であり、「nz」は厚み方向の屈折率である。
(2)面内複屈折(Δn)
「Δn(λ)」は、23℃における波長λnmの光で測定した面内複屈折である。例えば、「Δn(550)」は、23℃における波長550nmの光で測定した面内複屈折である。面内複屈折(Δn)は、式:Δn=nx-nyから求められる。
(3)実質的に平行または直交
「実質的に直交」および「略直交」という表現は、2つの方向のなす角度が90°±10°である場合を包含し、好ましくは90°±7°であり、さらに好ましくは90°±5°である。「実質的に平行」および「略平行」という表現は、2つの方向のなす角度が0°±10°である場合を包含し、好ましくは0°±7°であり、さらに好ましくは0°±5°である。さらに、本明細書において単に「直交」または「平行」というときは、実質的に直交または実質的に平行な状態を含み得るものとする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東電工株式会社
通気構造
1か月前
日東電工株式会社
生体センサ
1か月前
日東電工株式会社
光学積層体
22日前
日東電工株式会社
光学積層体
9日前
日東電工株式会社
偏光フィルム
16日前
日東電工株式会社
複合ケーブル
29日前
日東電工株式会社
反射フィルム
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
ガラス樹脂複合体
29日前
日東電工株式会社
偏光子の製造方法
1か月前
日東電工株式会社
表面保護フィルム
1か月前
日東電工株式会社
表面保護フィルム
1か月前
日東電工株式会社
炭酸塩生成システム
2か月前
日東電工株式会社
調光用導電性フィルム
8日前
日東電工株式会社
光学積層体の製造方法
24日前
日東電工株式会社
ウレア化合物の製造方法
2日前
日東電工株式会社
長尺状積層体の製造方法
1か月前
日東電工株式会社
積層フィルムの製造方法
1か月前
日東電工株式会社
長尺状積層体の製造方法
1か月前
日東電工株式会社
長尺状積層体の製造方法
1か月前
日東電工株式会社
延伸フィルムの製造方法
8日前
日東電工株式会社
延伸フィルムの製造方法
8日前
日東電工株式会社
積層フィルムの製造方法
1か月前
日東電工株式会社
表示システムおよび表示体
29日前
日東電工株式会社
プラスチック光ファイバー
2か月前
日東電工株式会社
フィルムチップの製造方法
29日前
日東電工株式会社
フィルムチップの製造方法
29日前
日東電工株式会社
表示システムおよび表示体
29日前
日東電工株式会社
フィルムチップの製造方法
29日前
日東電工株式会社
表示システムおよび表示体
29日前
日東電工株式会社
スパイラル型膜モジュール
10日前
日東電工株式会社
表示システムおよび表示体
29日前
日東電工株式会社
搬送キャリアの再利用方法
24日前
日東電工株式会社
発泡体、部材、及び放熱構造
8日前
日東電工株式会社
粘着剤および/または接着剤
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ