TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025126495
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024022713
出願日
2024-02-19
発明の名称
フィルムチップの製造方法
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
B26F
1/44 20060101AFI20250822BHJP(切断手工具;切断;切断機)
要約
【課題】複数の軽はく離層が積層されたフィルムチップであって、クラックの発生および軽はく離層の浮きが抑制されたフィルムチップを製造し得るフィルムチップの製造方法を提供すること。
【解決手段】本発明の実施形態によるフィルムチップの製造方法は、枚葉シートを、切断刃により、製品部分と製品外部分とに切断する工程を含んでいる。該枚葉シートは、5層以上の積層構造を有する積層フィルムと、該積層フィルムに貼り付けられた複数の軽はく離層と、を備えている。該複数の軽はく離層は、最外層に配置された第1軽はく離層と、前記第1軽はく離層が積層された第2軽はく離層と、を含んでいる。該切断刃の刃先角度は、20°~40°である。
【選択図】図1
特許請求の範囲
【請求項1】
枚葉シートを、切断刃により、製品部分と製品外部分とに切断する工程を含み、
前記枚葉シートは、5層以上の積層構造を有する積層フィルムと、前記積層フィルムに貼り付けられた複数の軽はく離層と、を備え、
前記複数の軽はく離層は、最外層に配置された第1軽はく離層と、前記第1軽はく離層が積層された第2軽はく離層と、を含み、
前記切断刃の刃先角度は、20°~40°である、フィルムチップの製造方法。
続きを表示(約 720 文字)
【請求項2】
前記枚葉シートを切断する工程において、移動可能なキャリアシート上に配置された前記枚葉シートを切断する、請求項1に記載のフィルムチップの製造方法。
【請求項3】
前記切断刃は、円柱状のロールに設けられて、ロータリーカッターを構成しており、
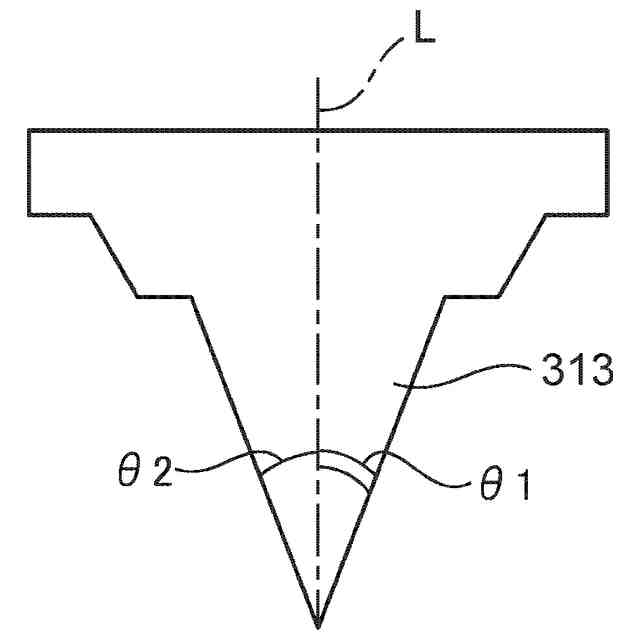
前記切断刃の刃先角度のうち、前記ロータリーカッターの径方向に沿って前記切断刃の先端を通る基準線に対して前記製品外部分側の第1角度は、前記基準線に対して前記製品部分側の第2角度に対して、1.5倍以上である、請求項1または2に記載のフィルムチップの製造方法。
【請求項4】
前記ロータリーカッターは、前記切削刃と接触するクッション材をさらに備える、請求項3に記載のフィルムチップの製造方法。
【請求項5】
前記枚葉シートを切断する工程において、前記クッション材は、前記ロータリーカッターと前記枚葉シートとに挟まれて、前記製品部分および前記製品外部分に接触する、請求項4に記載のフィルムチップの製造方法。
【請求項6】
前記クッション材の硬度は、30°~60°であり、
前記クッション材の厚みは、前記枚葉シートを切断する工程の前において、前記ロータリーカッターの径方向における前記切削刃の長さに対して、0.8倍~2倍である、請求項4に記載のフィルムチップの製造方法。
【請求項7】
前記枚葉シートの厚みは、300μm以上である、請求項1または2に記載のフィルムチップの製造方法。
【請求項8】
前記積層フィルムは、偏光板を備える、請求項1または2に記載のフィルムチップの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィルムチップの製造方法に関する。
続きを表示(約 3,900 文字)
【背景技術】
【0002】
各種産業製品において、用途に応じた構成を有するフィルムチップが幅広く利用されている。そのようなフィルムチップの製造方法として、例えば、原反ロールから帯状のシート状物を引き出した後、シート状物に枚葉体を貼り合わせ、枚葉体およびシート状物を一括して裁断し、フィルムチップを製造することが提案されている(例えば、特許文献1参照)。
このようなフィルムチップの最外層に軽はく離層を設けて、フィルムチップの製造工程および輸送工程において、フィルムチップの表面を保護する場合がある。
【先行技術文献】
【特許文献】
【0003】
特開2005-298208号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、最外層に軽はく離層を有するフィルムチップを、はく離層を除去することなく検査することが望まれている。しかし、最外層に軽はく離層を有するフィルムチップを種々の検査に供すると、フィルムチップの製造時および/または搬送時に生じた軽はく離層のキズに起因して、フィルムチップを正確に検査できない場合がある。
そこで、軽はく離層を複数積層して、フィルムチップの検査直前に最外層の軽はく離層を除去することが検討されている。これにより、キズが生じやすい最外層の軽はく離層が除去されるため、フィルムチップの検査において、軽はく離層に生じたキズに起因する誤検出を抑制し得る。さらに、1つの軽はく離層を除去しても、フィルムチップには軽はく離層が残っているので、検査後のフィルムチップの表面を保護しつつ、当該フィルムチップを輸送し得る。
このような複数の軽はく離層を有するフィルムチップの製造方法として、例えば、特許文献1に記載の方法において、複数の軽はく離層が積層された枚葉体を採用し、当該枚葉体をシート状物に貼り合わせて裁断することが検討される。
しかし、特許文献1に記載の方法において、複数の軽はく離層が積層された枚葉体を採用すると、枚葉体およびシート状物の裁断時に、フィルムチップにクラックが生じる場合や、軽はく離層に浮き(剥がれ)が生じる場合がある。
本発明の主たる目的は、複数の軽はく離層が積層されたフィルムチップであって、クラックの発生および軽はく離層の浮きが抑制されたフィルムチップを製造し得るフィルムチップの製造方法を提供することである。
【課題を解決するための手段】
【0005】
[1]本発明の実施形態によるフィルムチップの製造方法は、枚葉シートを、切断刃により、製品部分と製品外部分とに切断する工程を含んでいる。該枚葉シートは、5層以上の積層構造を有する積層フィルムと、複数の軽はく離層と、を備えている。該複数の軽はく離層は、該積層フィルムに貼り付けられている。該複数の軽はく離層は、最外層に配置された第1軽はく離層と、該第1軽はく離層が積層された第2軽はく離層と、を含んでいる。該切断刃の刃先角度は、20°~40°である。
[2]上記[1]に記載のフィルムチップの製造方法では、上記枚葉シートを切断する工程において、移動可能なキャリアシート上に配置された枚葉シートを切断してもよい。
[3]上記[1]または[2]に記載のフィルムチップの製造方法において、上記切断刃は、円柱状のロールに設けられて、ロータリーカッターを構成していてもよい。上記切断刃の刃先角度のうち、上記ロータリーカッターの径方向に沿って上記切断刃の先端を通る基準線に対して上記製品外部分側の第1角度は、上記基準線に対して前記製品部分側の第2角度に対して、1.5倍以上であってもよい。
[4]上記[1]から[3]のいずれかに記載のフィルムチップの製造方法において、上記ロータリーカッターは、上記切削刃と接触するクッション材をさらに備えていてもよい。
[5]上記[4]に記載のフィルムチップの製造方法では、上記枚葉シートを切断する工程において、上記クッション材は、上記ロータリーカッターと上記枚葉シートとに挟まれて、上記製品部分および上記製品外部分に接触してもよい。
[6]上記[4]または[5]に記載のフィルムチップの製造方法において、上記クッション材の硬度は、30°~60°であってもよい。上記クッション材の厚みは、上記枚葉シートを切断する工程の前において、上記ロータリーカッターの径方向における上記切削刃の長さに対して、0.8倍~2倍であってもよい。
[7]上記[1]から[6]のいずれかに記載のフィルムチップの製造方法において、上記枚葉シートの厚みは、300μm以上であってもよい。
[8]上記[1]から[7]のいずれかに記載のフィルムチップの製造方法において、上記積層フィルムは、偏光板を備えていてもよい。
【発明の効果】
【0006】
本発明の実施形態によれば、複数の軽はく離層が積層されたフィルムチップであって、クラックの発生および軽はく離層の浮きが抑制されたフィルムチップを製造し得る。
【図面の簡単な説明】
【0007】
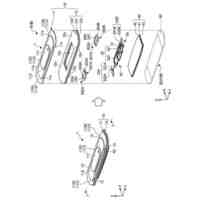
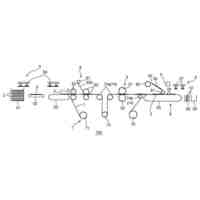
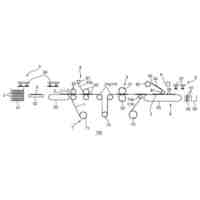
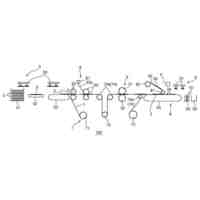
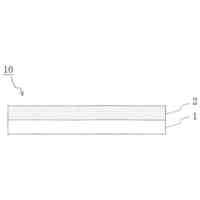
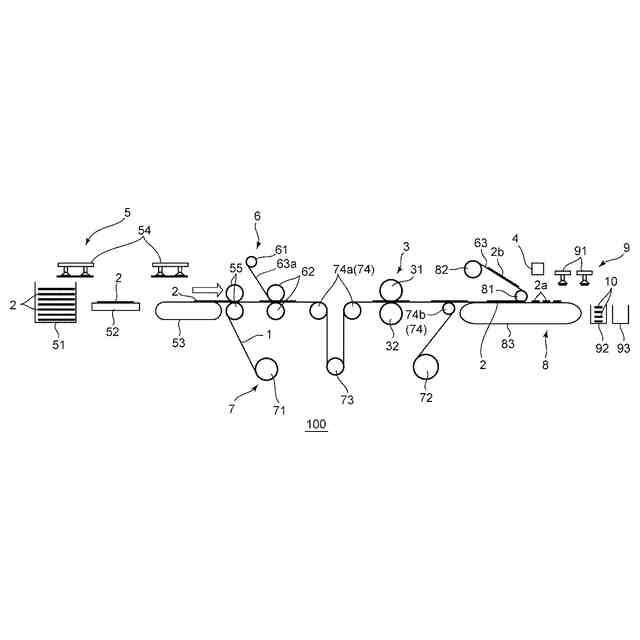
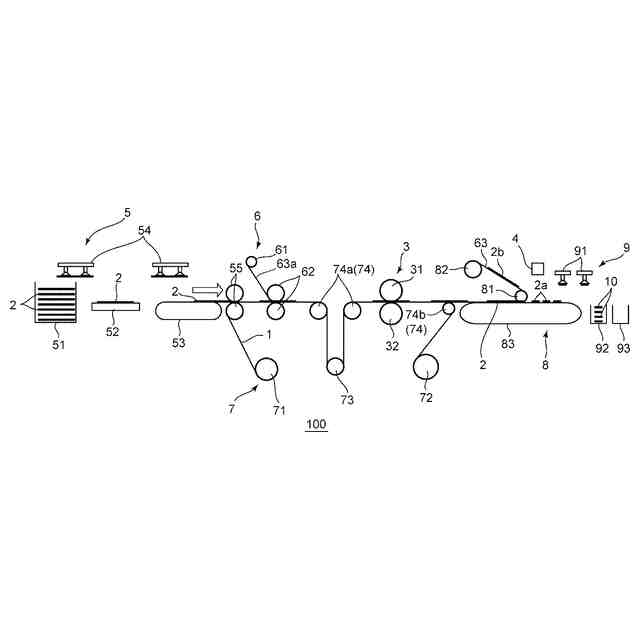
図1は、本発明の1つの実施形態によるフィルムチップの製造方法を実施可能なフィルムチップ製造ラインの概略構成図である。
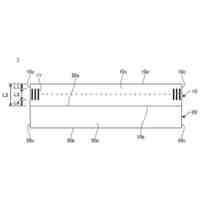
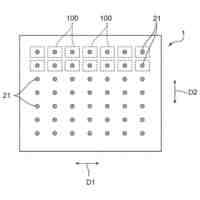
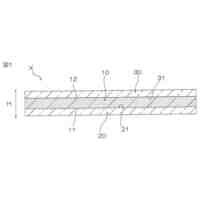
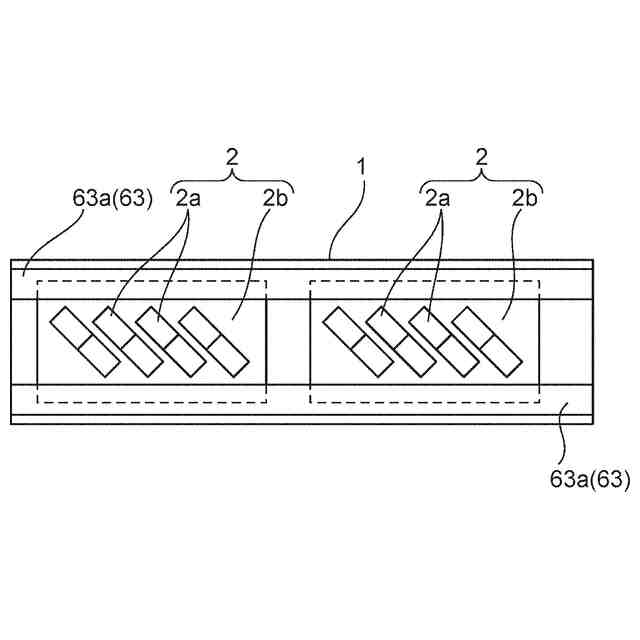
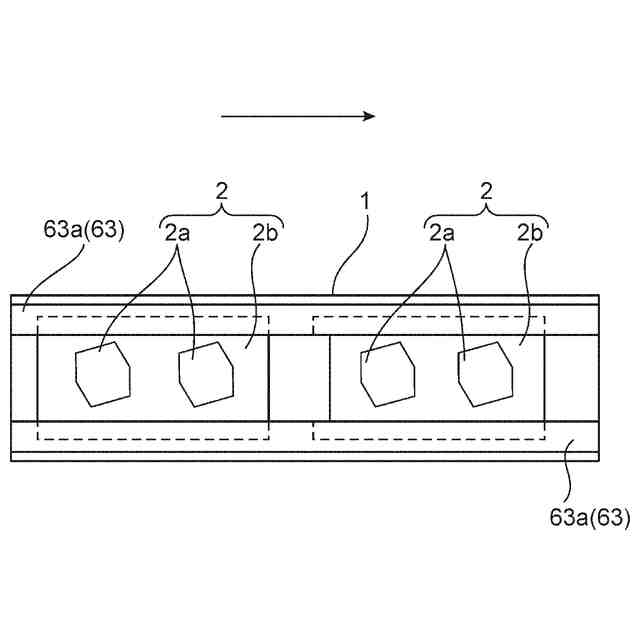
図2は、図1に示すキャリアシート上に配置された枚葉シートであって、長方形状の製品部分と製品外部分とに切断された枚葉シートの概略平面図である。
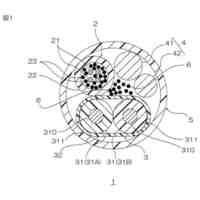
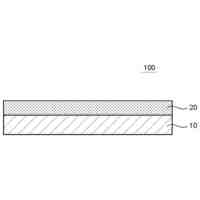
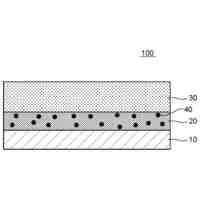
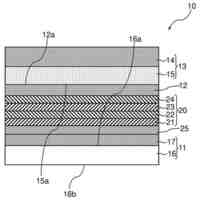
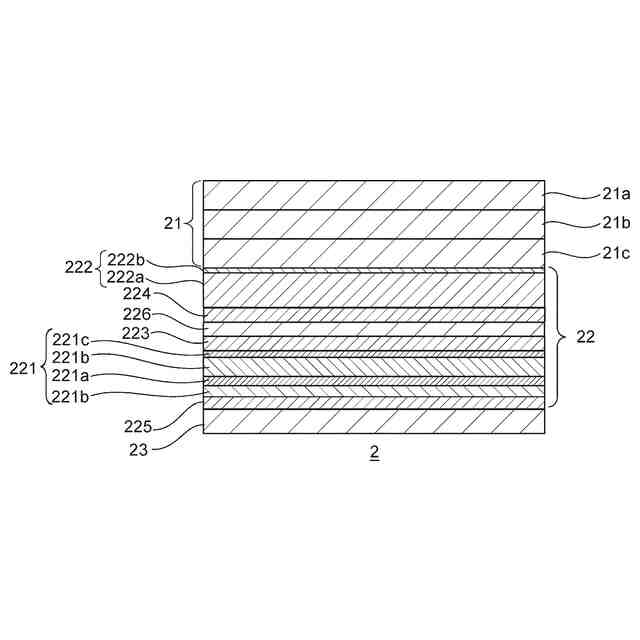
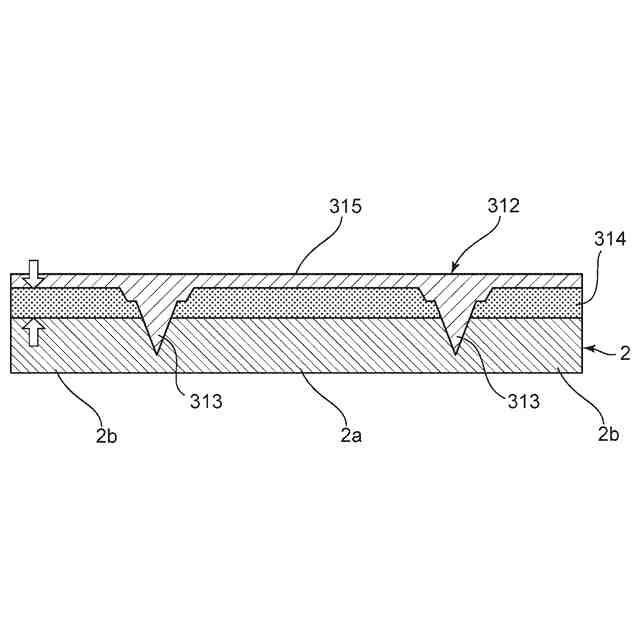
図3は、図2に示す枚葉シートの概略断面図である。
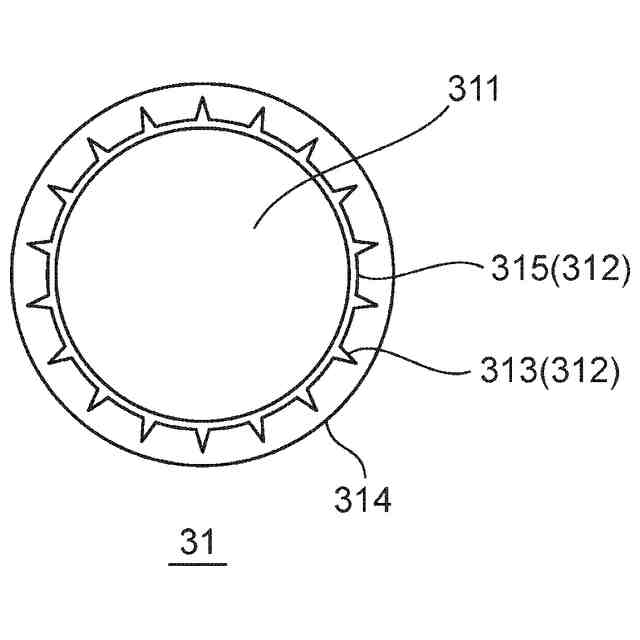
図4は、図1に示すロータリーカッターの概略断面図である。
図5は、図4に示すロータリーカッターの切断刃の概略断面図である。
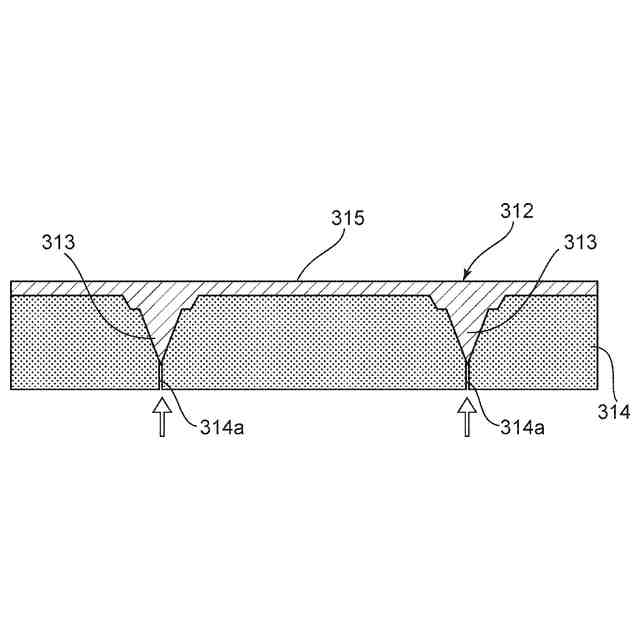
図6は、図4に示す刃型シートおよびクッション材の概略断面図である。
図7は、図6に示すクッション材が刃型シートおよび枚葉シートに挟まれて圧縮された状態の概略断面図である。
図8は、図1に示す枚葉シートを六角形状の製品部分と製品外部分とに切断する工程において、製品部分の上流端部がキャリアシートの移動方向と直交する方向に略平行な辺である態様を説明するための概略説明図である。
図9は、図1に示す枚葉シートを六角形状の製品部分と製品外部分とに切断する工程において、製品部分の上流端部が角部である態様を説明するための概略説明図である。
【発明を実施するための形態】
【0008】
以下、本発明の代表的な実施形態について説明するが、本発明はこれらの実施形態には限定されない。また、図面は説明をより明確にするため、実施の形態に比べ、各部の幅、厚さ、形状等について模式的に表される場合があるが、あくまで一例であって、本発明の解釈を限定するものではない。
【0009】
A.フィルムチップの製造方法の概要
図1は本発明の1つの実施形態によるフィルムチップの製造方法を実施可能なフィルムチップ製造ラインの概略構成図であり;図2は図1に示すキャリアシート上に配置された枚葉シートであって、長方形状の製品部分と製品外部分とに切断された枚葉シートの概略平面図であり;図3は図2に示す枚葉シートの概略断面図である。
本発明の1つの実施形態によるフィルムチップの製造方法は、切断工程を含んでいる。切断工程では、枚葉シート2を、切断刃により、製品部分2aと製品外部分2bとに切断する。枚葉シート2は、5層以上の積層構造を有する積層フィルム22と、積層フィルム22に貼り付けられた複数の軽はく離層21と、を備えている。
図3に示すように、複数の軽はく離層21は、第1軽はく離層21aと、第2軽はく離層21bと、を含んでいる。第1軽はく離層21aは、枚葉シート2の最外層に配置されている。第2軽はく離層21bは、代表的には、第1軽はく離層21aと積層フィルム22との間に配置されている。第1軽はく離層21aは、第2軽はく離層21bに積層されている。
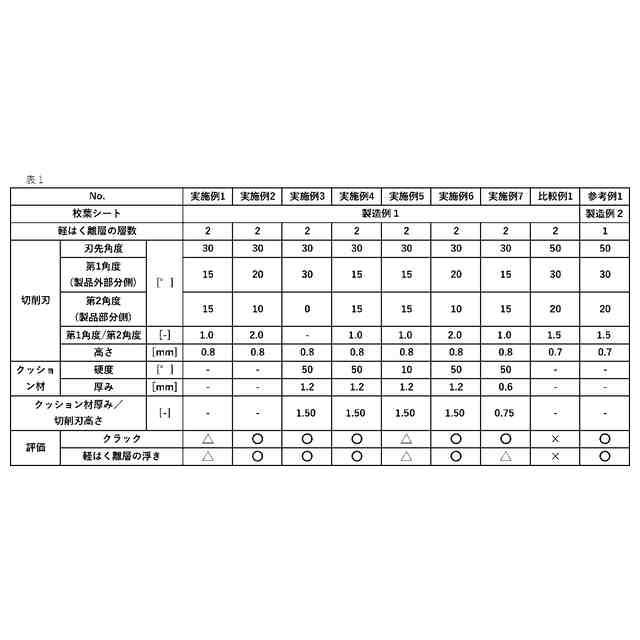
切断工程で用いられる切断刃の刃先角度は、20°~40°であり、好ましくは25°~35°である。
このような方法によれば、切断刃の刃先角度が上記の範囲であるので、複数の軽はく離層を含む枚葉シートを切断しても、積層フィルムにクラックが発生することを抑制し得、かつ、第1軽はく離層が第2軽はく離層から部分的に浮く(剥がれる)ことを抑制し得る。そのため、製品部分として、複数の軽はく離層が積層されたフィルムチップであって、クラックの発生および軽はく離層の浮きが抑制されたフィルムチップを製造し得る。
【0010】
図2に示すように、1つの実施形態において、フィルムチップの製造方法は、配置工程をさらに含んでいる。配置工程は、切断工程の前に実施される。配置工程では、代表的には、枚葉シート2(複数の軽はく離層21が貼り付けられた積層フィルム22)を、移動するキャリアシート1上に配置する。キャリアシート1は、間欠的に移動してもよく、連続的に移動してもよい。キャリアシート1は、好ましくは連続的に移動する。そのため、切断工程では、移動可能なキャリアシート1上に配置された枚葉シート2(複数の軽はく離層21が貼り付けられた積層フィルム22)が切断される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東電工株式会社
通気構造
19日前
日東電工株式会社
生体センサ
18日前
日東電工株式会社
反射フィルム
18日前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
複合ケーブル
3日前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
表面保護フィルム
20日前
日東電工株式会社
表面保護フィルム
20日前
日東電工株式会社
偏光子の製造方法
17日前
日東電工株式会社
ガラス樹脂複合体
3日前
日東電工株式会社
炭酸塩生成システム
1か月前
日東電工株式会社
長尺状積層体の製造方法
24日前
日東電工株式会社
積層フィルムの製造方法
26日前
日東電工株式会社
積層フィルムの製造方法
26日前
日東電工株式会社
長尺状積層体の製造方法
24日前
日東電工株式会社
長尺状積層体の製造方法
24日前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
プラスチック光ファイバー
1か月前
日東電工株式会社
フィルムチップの製造方法
3日前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
表示システムおよび表示体
3日前
日東電工株式会社
フィルムチップの製造方法
3日前
日東電工株式会社
フィルムチップの製造方法
3日前
日東電工株式会社
粘着剤および/または接着剤
5日前
日東電工株式会社
光学フィルムチップの製造方法
14日前
日東電工株式会社
光学積層体および画像表示装置
7日前
日東電工株式会社
半導体ウエハ加工用粘着テープ
17日前
日東電工株式会社
積層ホログラム素子の製造方法
5日前
日東電工株式会社
半導体ウエハ加工用粘着シート
12日前
日東電工株式会社
表面保護フィルム付き光学積層体
20日前
日東電工株式会社
電気剥離型粘着シート、及び接合体
1か月前
日東電工株式会社
はく離ライナー付き光学粘着シート
1か月前
日東電工株式会社
光学部材の製造方法および光学積層体
5日前
日東電工株式会社
解析装置、解析方法及び解析プログラム
19日前
株式会社ニトムズ
皮膚貼付用粘着シート
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ