TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025116942
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024011480
出願日
2024-01-30
発明の名称
加工方法、作業装置および加工システム
出願人
国立大学法人東海国立大学機構
,
富士精工株式会社
代理人
個人
主分類
B25J
13/08 20060101AFI20250801BHJP(手工具;可搬型動力工具;手工具用の柄;作業場設備;マニプレータ)
要約
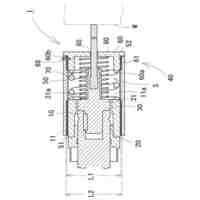
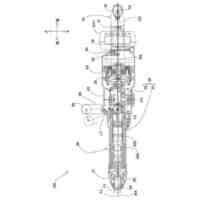
【課題】移動機構を利用して、効率的および/または高精度に加工を行う技術を提供する。
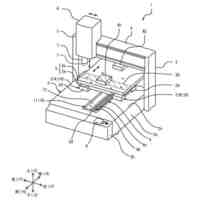
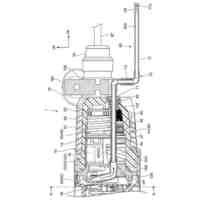
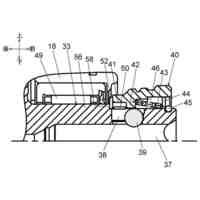
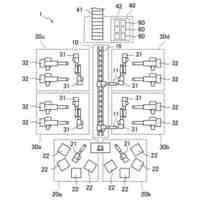
【解決手段】加工システム10は、移動機構12と、移動機構12に取り付けた作業装置30を備える。作業装置30は、工作物20の表面を押圧する押圧部品36と、押圧部品36が工作物20の表面を押圧し、押圧部品36が押圧している表面位置に対向する裏面側の位置が押圧されていない状態で、工作物20に切り込んで工作物20を加工する回転工具34を有する。
【選択図】図3
特許請求の範囲
【請求項1】
移動機構に取り付けた作業装置を用いて工作物を加工する方法であって、
前記工作物の第1面に、押圧部品を接触させるステップと、
前記押圧部品が前記工作物の第1面を押圧し、前記押圧部品が押圧している第1面の位置に対向する第2面側の位置が押圧されていない状態で、工具を前記工作物に切り込ませて、前記工作物を加工するステップと、
を有することを特徴とする加工方法。
続きを表示(約 1,000 文字)
【請求項2】
前記作業装置は、前記工具および前記押圧部品を備える、
ことを特徴とする請求項1に記載の加工方法。
【請求項3】
複数の前記押圧部品で前記工作物の第1面を押圧するステップを含む、
ことを特徴とする請求項1に記載の加工方法。
【請求項4】
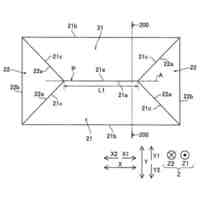
前記工作物は、上板材と下板材とを重ねたものであって、
前記上板材の板構造のコンプライアンスをG
a
、前記下板材の板構造のコンプライアンスをG
b
、前記下板材に付与される加工力の板厚方向成分をF
t
とすると、前記押圧部品が前記工作物の第1面に付与する押圧力Pは、
P>(F
t
・G
b
)/G
a
となるように設定される、
ことを特徴とする請求項1に記載の加工方法。
【請求項5】
前記移動機構は、ロボットアームを回転する回転機構を有する、
ことを特徴とする請求項1に記載の加工方法。
【請求項6】
前記移動機構は、回転機構を有しない、
ことを特徴とする請求項1に記載の加工方法。
【請求項7】
移動機構に取り付けられる作業装置であって、
回転工具を回転する回転装置と、
工作物の面を押圧する押圧部品と、
前記回転工具の回転軸に垂直な方向の前記押圧部品の動きを回転軸に平行な方向に離れた少なくとも2箇所で規制して、前記押圧部品の移動を前記回転工具の回転軸に平行な方向に案内する案内部と、
を備えることを特徴とする作業装置。
【請求項8】
前記押圧部品は、前記案内部に挿入される第1部材と、第1部材の移動方向に位置する工作物の面の位置よりも回転工具が加工する加工位置に近い工作物の面の位置を押圧する第2部材とを有する、
ことを特徴とする請求項7に記載の作業装置。
【請求項9】
前記押圧部品に、外部に押し出す向きの力を付勢する付勢機構と、
を備えることを特徴とする請求項7に記載の作業装置。
【請求項10】
加工開始前、前記回転工具の先端は、前記押圧部品の先端よりも、軸方向において後退した位置にある、
ことを特徴とする請求項7に記載の作業装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、工具を用いて工作物を加工する技術に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
航空機機体の組立工程では、複数の板材を締結するために、複数の板材を仮止めしてから、穴あけ加工およびリベット止めが行われる。穴あけ加工およびリベット止めは、現状では手作業または高額な専用装置(オートリベッタ)を使用して行われている。オートリベッタを用いた組立作業は、機種変更への対応やコスト面で不利であることから、近年では、低コストの小型ロボットを利用した組立作業の研究開発が行われている。
【0003】
特許文献1は、加工ツールを保持する第1ロボットと、ワークを保持する第2ロボットを備えたロボット加工システムを開示する。
【先行技術文献】
【特許文献】
【0004】
特開2019-171503号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
機械加工において、加工力および加工反力は作用反作用の法則によって工具と工作物に同時に作用し、両者の間に相対変位を生じさせる。加工反力は工具-工作機械-工作物で構成される物理的な閉ループに作用し、相対変位の大きさはループの剛性に依存する。
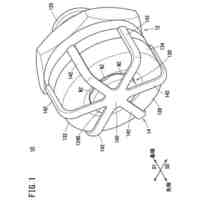
【0006】
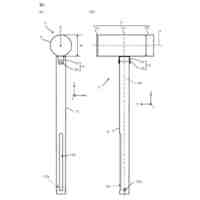
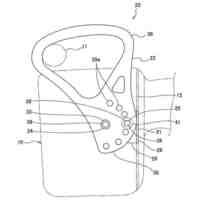
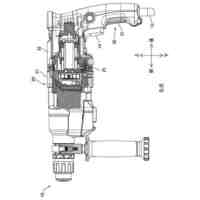
図1は、穴加工を行う垂直多関節ロボット1の例を示す。この小型の垂直多関節ロボット1は、エンドエフェクタとして作業装置3を取り付け、ドリル4を用いて機体2に穴加工を行う。作業装置3による加工時、垂直多関節ロボット1-作業装置3-ドリル4-機体2-地面(床面)で構成される物理的な閉ループが大きく、つまりループ剛性が小さいために、加工反力による静的・動的変位や、自励振動が発生しやすく、高精度加工を安定して行うことは困難である。
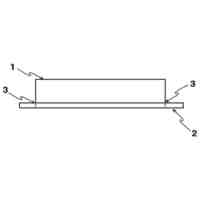
【0007】
図2は、作業者が手作業で2枚の重ねた板材に穴加工を行っている状態を示す。三角マークは、2枚の上板材2a、下板材2bを仮止めしている位置を示す。作業者がドリルドライバーを用いて穴加工を行うと、下板材2bを加工する際、加工力により下板材2bがたわむことで上板材2aと下板材2bの間に隙間が生じ、その隙間に切りくずが侵入することが生じうる。上板材2aと下板材2bの隙間に切りくずが侵入すると、仮止めを外して切りくずを取り除いてから、再び仮止めしてリベット止めを行うという非効率な作業が行われる。このような状況を回避するために、小型ロボットで2枚の重ねた板材に穴加工を行う場合は、上板材2aと下板材2bの間に隙間を生じさせないように、別のロボットが反対側から下板材2bを押圧する必要があり、コストがかかる。
【0008】
そこで本開示は、ロボットなどの移動機構を利用して、効率的および/または高精度に加工を行う技術を提供することを目的とする。
【課題を解決するための手段】
【0009】
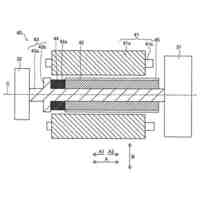
本開示のある態様の加工方法は、移動機構に取り付けた作業装置を用いて工作物を加工する方法であって、工作物の第1面(表面)に、押圧部品を接触させるステップと、押圧部品が工作物の第1面を押圧し、押圧部品が押圧している第1面の位置に対向する第2面(裏面)側の位置が押圧されていない状態で、工具を工作物に切り込ませて、工作物を加工するステップとを有する。
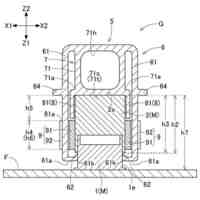
【0010】
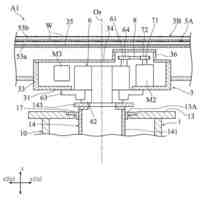
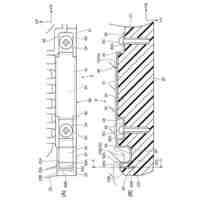
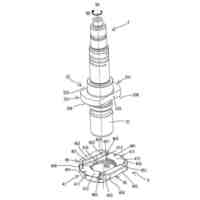
本開示の別の態様の作業装置は、移動機構に取り付けられる作業装置であって、回転工具を回転する回転装置と、工作物の面を押圧する押圧部品と、回転工具の回転軸に垂直な方向の押圧部品の動きを回転軸に平行な方向に離れた少なくとも2箇所で規制して、押圧部品の移動を回転工具の回転軸に平行な方向に案内する案内部とを備える。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社ザイテック
吸着装置
1か月前
株式会社ジャノメ
ロボット
1か月前
住友重機械工業株式会社
教示装置
1か月前
株式会社ダイヘン
搬送装置
1か月前
個人
ペグハンマおよびペグハンマ用部品
1か月前
川崎重工業株式会社
ロボット
1か月前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
住友重機械工業株式会社
支援装置
1か月前
住友重機械工業株式会社
支援装置
1か月前
ホシデン株式会社
分解用治具
1か月前
株式会社マキタ
電気機器
1か月前
アピュアン株式会社
衝撃工具
1か月前
積水ハウス株式会社
フィルム除去具
8日前
オークラ輸送機株式会社
ハンド装置
1か月前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社不二越
協働ロボットシステム
13日前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社リコー
多関節ロボット
1か月前
川崎重工業株式会社
ロボットシステム
1か月前
株式会社不二越
ロボットシステム
2日前
株式会社清水製作所
電動工具の吊下げ具
17日前
SMC株式会社
ベルヌーイグリッパ
1か月前
コネクテッドロボティクス株式会社
保持システム
10日前
セイコーエプソン株式会社
ロボット
1か月前
工機ホールディングス株式会社
集塵装置及び作業機
1か月前
株式会社マキタ
電動工具
1か月前
株式会社マキタ
打撃工具
17日前
川崎重工業株式会社
作業設備
14日前
北越メタル株式会社
鉄筋保持具
13日前
株式会社マキタ
打撃工具
13日前
タイガー産業株式会社
アタッチメント
今日
株式会社マキタ
回転工具
1か月前
日本精工株式会社
駆動装置
1日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ