TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025121596
公報種別
公開特許公報(A)
公開日
2025-08-20
出願番号
2024017130
出願日
2024-02-07
発明の名称
転造加工用平ダイスおよびそれを用いた転造加工方法
出願人
株式会社不二越
代理人
弁理士法人酒井国際特許事務所
,
個人
主分類
B21H
1/00 20060101AFI20250813BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】被加工材に対する転造加工において、転造加工前に前工程を追加することなく、また中実円筒状の被加工材と同様の加工サイクルでも転造加工後の中空穴部分の変形を抑制し、良好な転造加工精度の得ることができる転造加工用平ダイスおよび転造加工方法を提供することを課題とする。
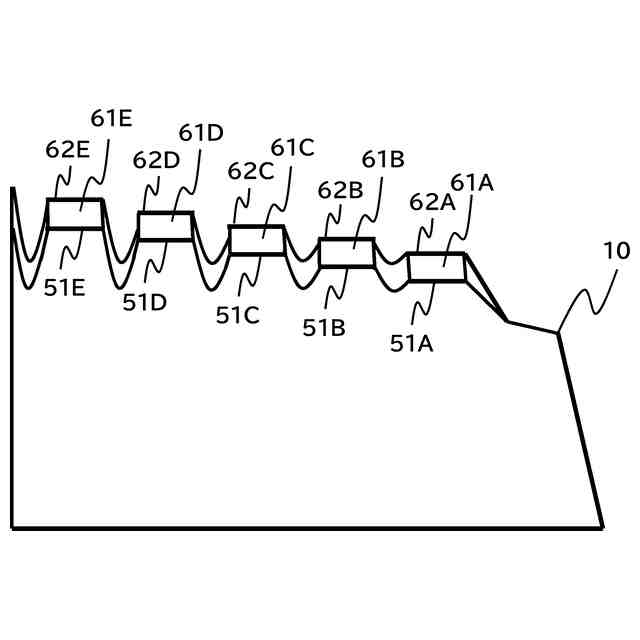
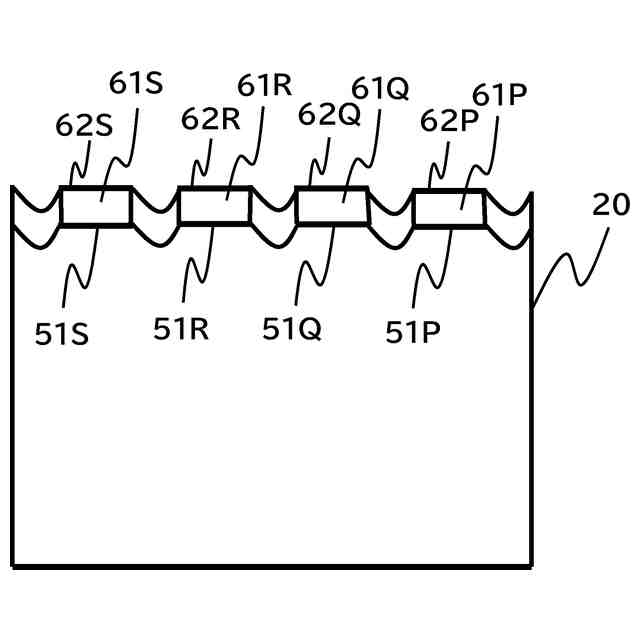
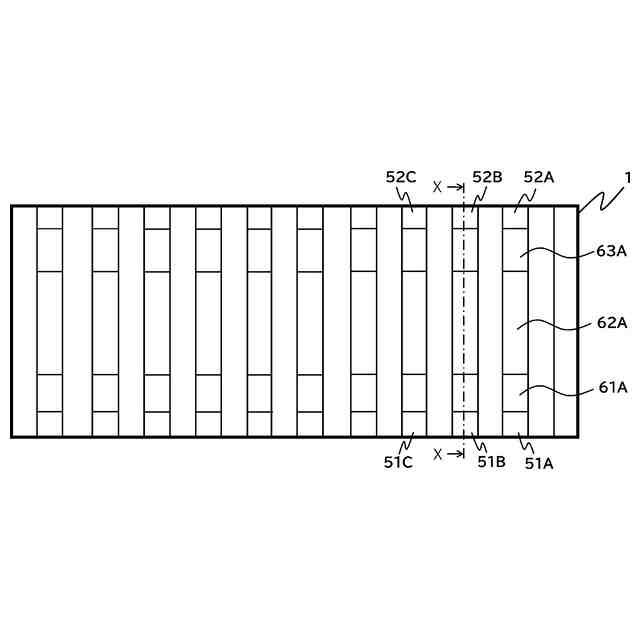
【解決手段】本発明の転造加工用平ダイスは、少なくとも、被加工材に対して最初に転造加工を行う複数の加工歯を備えた食付き部および引き続き転造加工を行う複数の加工歯を備えた仕上げ部を備えて、転造加工用平ダイスの長手方向に直交する断面視にて転造加工用平ダイスの幅方向における左右両側の縁部から中央側へ向けた平坦部51B,52Bをそれぞれ配置して、かつ左右両側の平坦部の一端側から中央側へ向けて食付き部および仕上げ部の各加工歯先端の稜線を凸形状に形成する。
【選択図】図5
特許請求の範囲
【請求項1】
少なくとも、被加工材に対して最初に転造加工を行う複数の加工歯を備えた食付き部と、前記食付き部に連続して形成されて前記被加工材に対して引き続き転造加工を行う複数の加工歯を備えた仕上げ部と、を有する転造加工用平ダイスであり、前記転造加工用平ダイスの長手方向に直交する断面視にて、前記食付き部および前記仕上げ部は、前記転造加工用平ダイスの幅方向における左右両側の縁部から中央側へ向けた平坦部をそれぞれ有しており、かつ前記左右両側の平坦部の一端側から前記中央側へ向けて前記食付き部および前記仕上げ部の各加工歯先端の稜線が凸形状を形成していることを特徴とする転造加工用平ダイス。
続きを表示(約 390 文字)
【請求項2】
前記凸形状の稜線は、複数の直線状の稜線から形成されていることを特徴とする請求項1に記載の転造加工用平ダイス。
【請求項3】
請求項1または2に記載の転造加工用平ダイスを用いた転造加工方法であって、互いの加工歯同士を逆方向に向かい合わせた1組の前記転造加工用平ダイスの間に被加工材を挟み込み設置した状態から前記1組の転造加工用平ダイスを互いに逆方向に移動することで前記食付き部により前記被加工材を転造加工する第1加工工程と、前記第1加工工程後に前記被加工材が前記1組の転造加工用平ダイスの仕上げ部の最終端に到達した時点で前記1組の転造加工用平ダイスの移動を停止する第2加工工程と、前記第2加工工程後に前記1組の転造加工用平ダイスを前記仕上げ部の最終端から前記食付き部の方向に向かって再度移動する第3加工工程と、を有することを特徴とする転造加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工材に対してスプライン、ローレット、歯車などを転造加工する転造加工用平ダイスおよび当該転造加工用平ダイスを用いた転造加工方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、転造加工用平ダイスを使用した転造加工において、種々の転造加工用平ダイスおよびそれを用いた転造加工方法が開示されている(特許文献1および2参照)。しかし、これらの平ダイスは中実円筒状の被加工材が対象であり、中空円筒状の被加工材に対する転造加工では転造加工時の大きな荷重によって中空穴部分が大きく変形するという問題があった。
【0003】
そこで、中空円筒状の被加工材に対するいくつかの転造加工方法が開示されている。例えば、特許文献3では丸ダイスを用いた転造加工方法が開示されている。また、特許文献4では中空円筒状の被加工材に対して、中空部分に芯金を使用した転造加工方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平6-106286号公報
実公平2-27950号公報
特開平5-69074号公報
特許第5183116号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1で開示されているような丸ダイスを使用した転造加工では、使用する転造盤が大型化して、コストアップやリードタイムの増加につながっていた。また、特許文献2で開示されているような芯金を入れた転造加工では、加工終了後に芯金を引き抜く工程が必要であるので、やはり加工時間の増加になっていた。同時に、中空部分の穴径が広がる可能性もあり、中空部分の穴径を確保するためは、被加工材の材質や厚さなどについて一定の制約があった。
【0006】
そこで、本発明は、被加工材(特に中空円筒状の被加工材)に対する転造加工において、転造加工前に前工程(いわゆる準備工程)を追加することなく、また中実円筒状の被加工材と同様の加工サイクルでも転造加工後の中空穴部分の変形を抑制し、良好な転造加工精度の得ることができる転造加工用平ダイスおよび当該転造加工用平ダイスを用いた転造加工方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本願発明の転造加工用平ダイスについては、少なくとも、被加工材に対して最初に転造加工を行う複数の加工歯を備えた食付き部および当該食付き部に連続して形成されて被加工材に対して引き続き転造加工を行う複数の加工歯を備えた仕上げ部を有する転造加工用平ダイスにおいて、転造加工用平ダイスの長手方向に直交する断面視(幅方向に平行な断面視)にて、転造加工用平ダイスの幅方向における左右両側の縁側から中央側へ向けた平坦部をそれぞれ有しており、かつ左右両側の平坦部の一端側から中央側へ向けて、食付き部および仕上げ部の各加工歯先端の稜線を凸形状に形成する。なお、凸形状の稜線については複数の直線状の稜線から形成する、もしくは曲線状の稜線から形成しても良い。
【0008】
次に、転造加工用平ダイスを用いた転造加工方法の発明については、前述した2本の転造加工用平ダイスを1組として、これら1組の転造加工用平ダイスの加工歯同士を互いに向かい合わせて、これらの加工歯の間に被加工材を挟み込み設置した状態から1組の転造加工用平ダイスを互いに逆方向に移動する(第1加工工程)。
【0009】
次に、被加工材が1組の転造加工用平ダイスの仕上げ部の最終端に到達した時点で1組の転造加工用平ダイスの移動を停止する(第2加工工程)。その後、1組の転造加工用平ダイスを仕上げ部から食付き部の方向に向かって再度移動する(第3加工工程)。すなわち、第1加工工程で1組の転造加工用平ダイスを前進させながら被加工材の表面に対して転造加工を行い、第2加工工程で1組の転造加工用平ダイスの移動を一旦停止した後、第3加工工程で1組の転造加工用平ダイスを後退させながら被加工材の表面に対して再度転造加工を行う。
【発明の効果】
【0010】
本発明の転造加工用平ダイスは、中空円筒状の被加工材に対する転造加工において、中空穴部分の変形を抑制し、良好な転造加工精度の得ることができる。同時に、転造加工用平ダイス全体の長さ(ダイス長)も大幅に短縮できるという効果を奏する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ドリル
2か月前
株式会社不二越
ロボット
21日前
株式会社不二越
硬質材料
1か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
転がり軸受
2か月前
株式会社不二越
電磁切替弁
1か月前
株式会社不二越
ブローチ盤
1か月前
株式会社不二越
ブローチ盤
2か月前
株式会社不二越
駆動伝達装置
1か月前
株式会社不二越
保持器付き軸受
2か月前
株式会社不二越
熱処理システム
1か月前
株式会社不二越
アクチュエータ
1か月前
株式会社不二越
油圧駆動システム
1か月前
株式会社不二越
ノンリーク三方弁
24日前
株式会社不二越
ロボットシステム
1か月前
株式会社不二越
エッジ仕上げ装置
1か月前
株式会社不二越
X線測定システム
8日前
株式会社不二越
ロボットシステム
1か月前
株式会社不二越
ロボットシステム
1か月前
株式会社不二越
X線測定システム
7日前
株式会社不二越
ロボット操作装置
1か月前
株式会社不二越
スカイビング加工機
1か月前
株式会社不二越
スカイビング加工機
1か月前
株式会社不二越
垂直多関節ロボット
1か月前
株式会社不二越
複合アクチュエータ
24日前
株式会社不二越
移動ロボットシステム
24日前
株式会社不二越
斜板式ピストンポンプ
15日前
株式会社不二越
ロボットに用いる伝送路
6日前
株式会社不二越
可変容量制御ピストンポンプ
24日前
株式会社不二越
X線回折測定装置及びプログラム
24日前
株式会社不二越
X線回折測定装置及びプログラム
2か月前
株式会社不二越
センサ及びセンサを備えるロボット
1か月前
株式会社不二越
マルテンサイト系ステンレス鋼焼結体
1か月前
株式会社不二越
マルテンサイト系ステンレス鋼焼結体
2か月前
株式会社不二越
マルテンサイト系ステンレス鋼焼結体
1か月前
株式会社不二越
データ修復機能を有する回路システム
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ