TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025125478
公報種別
公開特許公報(A)
公開日
2025-08-27
出願番号
2024021561
出願日
2024-02-15
発明の名称
放電被覆装置及び放電被覆方法
出願人
学校法人静岡理工科大学
代理人
個人
主分類
C23C
26/00 20060101AFI20250820BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】この発明による放電被覆装置及び放電被覆方法は、金属あるいは導電性の金属化合物の放電被覆を緻密に厚く行うことを課題としている。
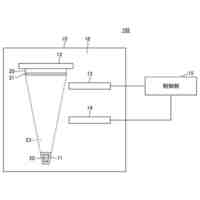
【解決手段】金属あるいは導電性の金属加工物の粉末を圧縮成形した後に焼結に至る以下の温度で加熱した半焼結状態の電極と、該電極と工作物との間に電圧を印加し、該電極と該工作物との接触・開放の移行時間に放電を発生させる電源装置と、手動乃至機械的に該電極と該工作物との極間に相対的移動状態を作り、接触・解放を繰り返させる電極駆動装置と、該極間に、酸化防止のための不活性ガスを供給する不活性ガス供給装置とを有し、該電極と該工作物との極間に発生した放電により溶融した該電極材料を工作物に付着させる。
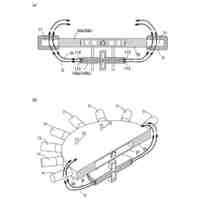
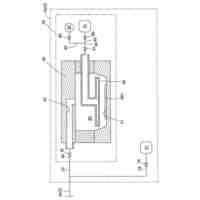
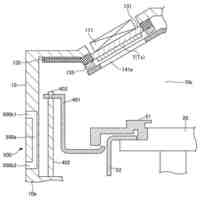
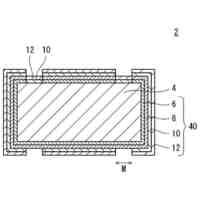
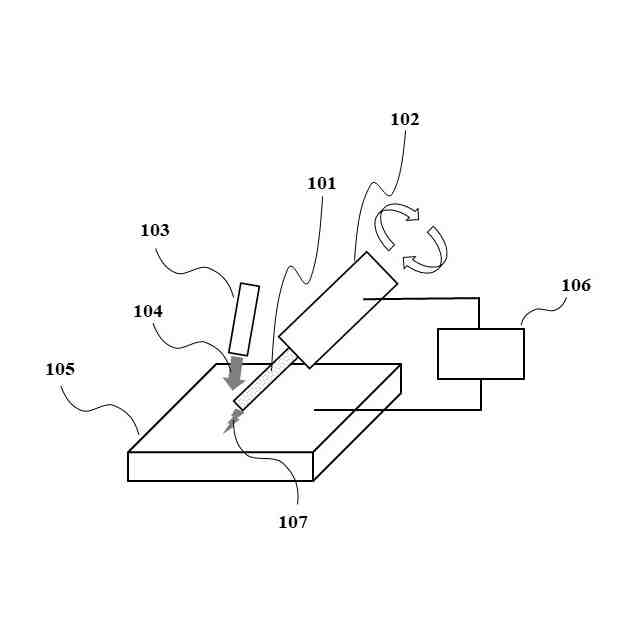
【選択図】図1
特許請求の範囲
【請求項1】
金属あるいは導電性の金属加工物の粉末を圧縮成形した後に焼結に至る以下の温度で加熱した半焼結状態の電極と、
該電極と工作物との間に電圧を印加し、該電極と該工作物との接触・開放の移行時間に放電を発生させる電源装置と、
手動乃至機械的に該電極と該工作物との極間に相対的移動状態を作り、接触・解放を繰り返させる電極駆動装置と、
該極間に、酸化防止のための不活性ガスを供給する不活性ガス供給装置とを有し、
該電極と該工作物との極間に発生した放電により溶融した該電極材料を工作物に付着させる放電被覆装置。
続きを表示(約 850 文字)
【請求項2】
電極の表面を導電性材料乃至絶縁性材料でコーティングしたことを特徴とする請求項1記載の放電被覆装置。
【請求項3】
コーティング材料がシアノアクリレートであることを特徴とする請求項2記載の放電被覆装置。
【請求項4】
電極の材質が、金属の炭化物と結合剤である金属を主成分とすることを特徴とする請求項1記載の放電被覆装置。
【請求項5】
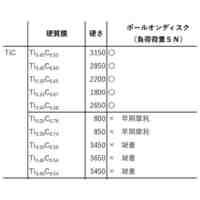
電極の材質中の結合剤である金属の体積の割合が17%以上であることを特徴とする請求項4記載の放電被覆装置。
【請求項6】
金属あるいは導電性の金属加工物の粉末を圧縮成形した後に焼結に至る以下の温度で加熱した半焼結状態の電極と、
該電極と工作物との間に電圧を印加し、該電極と該工作物との接触・開放の移行時間に放電を発生させる電源装置と、
手動乃至機械的に該電極と該工作物との極間に相対的移動状態を作り、接触・解放を繰り返させる電極駆動装置と、
該極間に、酸化防止のための不活性ガスを供給する不活性ガス供給装置とを有し、
該電極と該工作物との極間に発生した放電により溶融した該電極材料を工作物に付着させ、
工作物に付着した該電極材料を溶融させるエネルギービーム照射装置を有する放電被覆装置。
【請求項7】
電極の表面を導電性材料乃至絶縁性材料でコーティングしたことを特徴とする請求項6記載の放電被覆装置。
【請求項8】
コーティング材料がシアノアクリレートであることを特徴とする請求項7記載の放電被覆装置。
【請求項9】
電極の材質が、金属の炭化物と結合剤である金属を主成分とすることを特徴とする請求項6記載の放電被覆装置。
【請求項10】
電極の材質中の結合剤である金属の体積の割合が17%以上であることを特徴とする請求項9記載の放電被覆装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルゴン雰囲気など不活性ガスの気中において、電極棒と工作物との間に電圧を印加した状態で、接触・開放を繰り返し、その時に発生する放電により溶融した電極材料を工作物の表面に付着させてコーティングや肉盛りを行う放電被覆技術に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
気中雰囲気における放電により発生する高温を利用して、金属や金属炭化物等の電極材料を金型や機械部品等の工作物表面に被覆あるいは肉盛りする技術として、例えば、特許第2939083号「金属部材の肉盛り補修方法、その補修方法によって補修された金属部材および補修装置」、特許第3347450号「放電式被覆装置」及び特許第5822218号等がある(それぞれ、特許文献1、特許文献2及び特許文献3として開示する)。
【0003】
より具体的には、特許文献1は、放電被覆を利用して被補修金属部材(ワーク)の表面に肉盛りし、磨耗部分や欠損部分を肉盛りする金属部材の肉盛り補修方法、その補修方法によって補修された金属部材および補修装置に関する技術を開示するものであるところ、特に、前記ワークを装置から取り外すことなく、装着した状態で肉盛りによる補修が可能であり、補修の手間とコストを著しく低減できる金属部材の肉盛り補修方法、その補修方法によって補修された金属部材および補修装置の提供について開示するものである。
【0004】
特許文献2は、電極棒を金属製ワークの被補修面に近接させ、両者の間で発生する火花放電により被補修面に電極棒材を蒸着させる放電式被覆装置に関するものであり、特に、放電被覆作業の中断中、電極棒に高電圧がかからず、放電被覆作業時の印加電圧を高くして作業効率の向上を図ることができる放電式被覆装置の提供を開示するものである。
【0005】
特許文献3は、導電性ワークの表面にある磨耗部分や欠損部分、導電性ワークの表面の改質に対して放電被覆により被覆補修、被覆改質を行う放電被覆方法及び放電被覆装置の改良に関する技術を開示するものであり、特に、放電被覆作業の開始当初や再開時における不良の発生を良好に低減して、被覆の均一性の向上を図ることを特徴とするものである。
【0006】
これらの技術は、いずれも不活性ガスシールド雰囲気中で電極材を被覆あるいは肉盛りして金型や機械部品等の工作物の補修を行うようにしたものである。
通常、鋼材やニッケル合金等の金属の電極棒を使用すると肉盛り補修ができ、超硬合金(炭化タングステンと結合剤のコバルトの焼結体)のような金属炭化物が主成分の電極棒を使用すると、薄い被覆ができる。金属炭化物が主成分の被覆の場合、工作物表面への材料付着の量は少ないものの、例えば、ダイカスト金型の溶損防止等に効果があることが知られており、新品の金型の寿命延長や損傷した金型の補修の用途に使用されている。
【0007】
一方で、金属炭化物を主成分とした硬質材料の肉盛りに対する需要もある。金型や機械部品の負荷の大きい部分に硬質の材料を入れ込む等の用途である。
しかし、従来の放電被覆の技術では、硬質材料、例えば超硬合金のような材料の肉盛りはできていない。従来の放電被覆で超硬合金の被覆を行う場合には、電極に超硬合金の電極棒を用い、工作物との間に放電を発生させて、電極材料である超硬合金を付着させていた。
【0008】
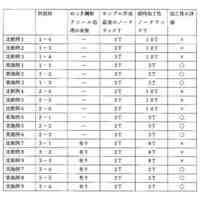
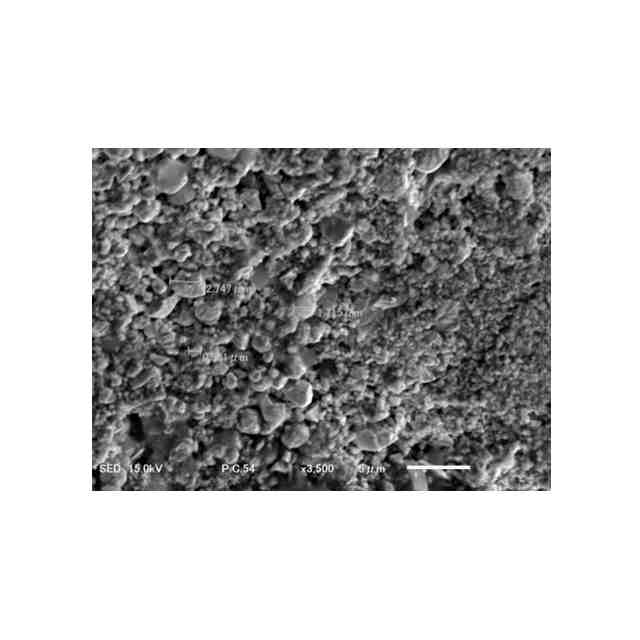
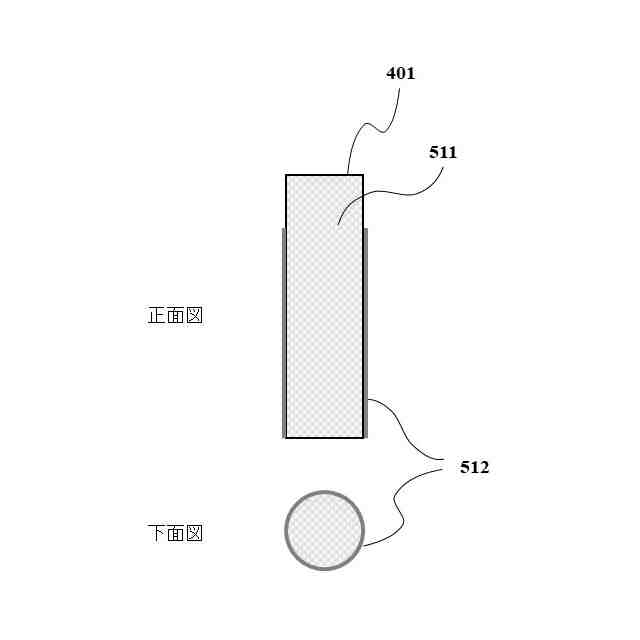
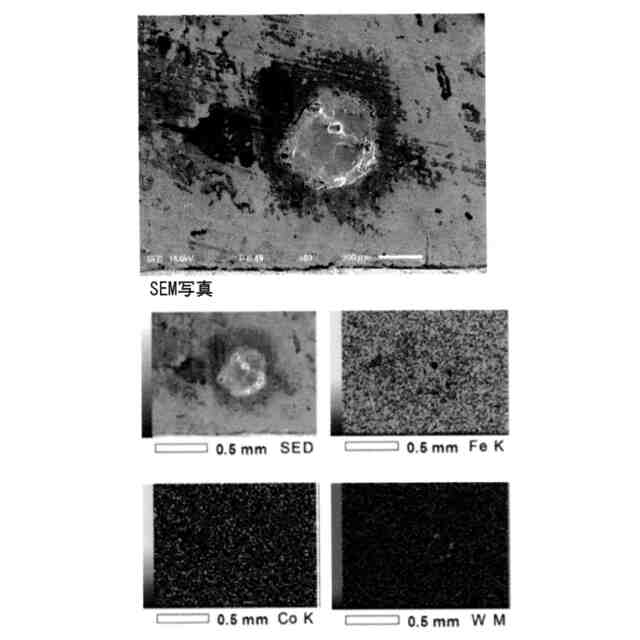
ここで、図7に、鉄鋼材料の表面に、超硬合金の電極棒を使用して形成した放電痕の例を示す。これらは、一発の放電により付着した材料の電子顕微鏡(SEM)による写真(いちばん上の写真)と同一の視野での元素マッピングの像を示したものであり、当該元素マッピング像として、それぞれFe(鉄)、Co(コバルト)及びW(タングステン)のマッピングの結果を示したものである。処理条件は、いずれも電流値が約60A、パルス幅が約130μsである。
Fe(鉄)は工作物である鉄鋼材料の成分であり、Co(コバルト)およびW(タングステン)は電極である超硬合金の成分である。
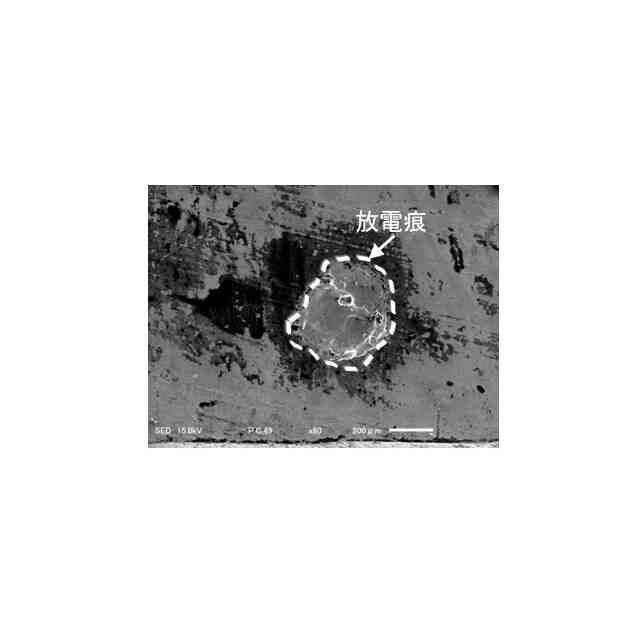
【0009】
図8には図7の写真の中の放電痕の部分を線で囲った写真を示す。図8を見ると、SEM写真の放電痕の中の盛り上がって見える部分(放電痕の中央やや上の点と放電痕の右下の部分)に、Wのマッピング像に3,4点、色が濃く見えるポイントがあることがわかる。Coのマッピング像のその対応する部分も色が濃いように見えなくもないが、Coのマッピング像だけを見ていても、他の部分(バックグラウンドのノイズ)と特に差があるようには見えない。
すなわち、図7の条件では、放電痕の大きさが直径約400μm程度あり、その部分の鋼材が溶融しているにも関わらず、電極材料である、炭化タングステン(WC)やCo(コバルト)は付着しているとしても、極一部分に限られているということがわかる。
【0010】
この理由は、工作物である鉄鋼材料よりも、電極材料である超硬合金(特に、主成分である炭化タングステン(WC))の方が、融点が高く、溶融しにくいためである。
すなわち、放電により発生した熱が、電極材料を溶融させるよりも工作物を溶融させることに使われ、効率的に電極材料を工作物表面に移すことができていないということである。実際には、従来の方法により超硬合金の被覆を行う場合には、このようなわずかな材料を工作物表面に移すことがせいぜいであり、緻密な被覆ができているわけではなくまばらに材料が表面に存在するという状態であった。それでも、このような効率的でない付着方法であっても、それなりには効果があり使用されてきていたのが実情である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フッ素樹脂塗装鋼板の保管方法
2か月前
株式会社カネカ
製膜装置
13日前
株式会社京都マテリアルズ
めっき部材
17日前
株式会社カネカ
製膜装置
13日前
株式会社KSマテリアル
防錆組成物
3か月前
株式会社三愛工業所
アルミニウム材
5か月前
エドワーズ株式会社
真空排気システム
6日前
日本化学産業株式会社
複合めっき皮膜
2か月前
台灣晶技股ふん有限公司
無電解めっき法
1か月前
東京エレクトロン株式会社
成膜方法
1か月前
日東電工株式会社
積層体の製造方法
4か月前
JFEスチール株式会社
鋼部品
2か月前
株式会社カネカ
気化装置及び製膜装置
7日前
東京エレクトロン株式会社
基板処理装置
4か月前
東京エレクトロン株式会社
基板処理装置
5か月前
信越半導体株式会社
真空蒸着方法
5か月前
住友重機械工業株式会社
成膜装置
4か月前
DOWAサーモテック株式会社
浸炭方法
5か月前
株式会社内村
防食具、防食具の設置方法
1か月前
住友重機械工業株式会社
成膜装置
3か月前
TOTO株式会社
構造部材
7日前
株式会社アルバック
マスクユニット
7日前
黒崎播磨株式会社
溶射装置
21日前
株式会社アルバック
基板ステージ装置
14日前
日本コーティングセンター株式会社
炭化ホウ素被膜
7日前
国立大学法人千葉大学
成膜装置及び成膜方法
1か月前
フジタ技研株式会社
被覆部材、及び、表面被覆金型
15日前
株式会社デンソー
接合体
27日前
黒崎播磨株式会社
溶射用ランス
4か月前
株式会社アルバック
成膜装置、および搬送方法
2か月前
ケニックス株式会社
蒸発源装置
1か月前
川崎重工業株式会社
水素遮蔽膜
2か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
1か月前
学校法人静岡理工科大学
放電被覆装置及び放電被覆方法
1か月前
株式会社アルバック
真空蒸着装置、真空蒸着方法
2か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ