TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025130071
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2025033119
出願日
2025-03-03
発明の名称
試験体および試験方法
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
G01N
3/00 20060101AFI20250829BHJP(測定;試験)
要約
【課題】自動車衝突時の実部品の変形モードに対応した性能評価試験を可能にする簡単な構成の試験体および試験方法を提供する。
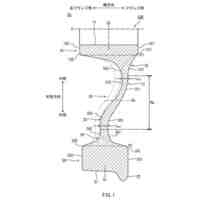
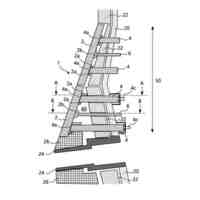
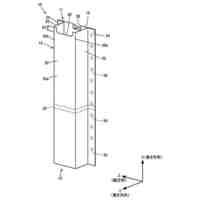
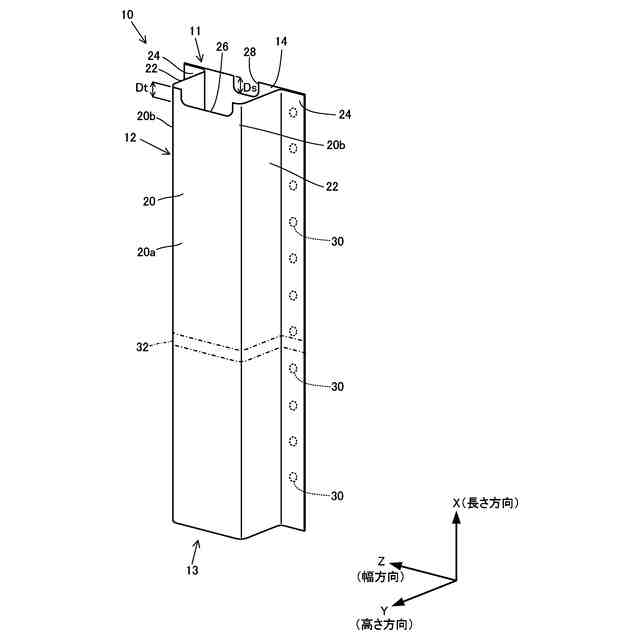
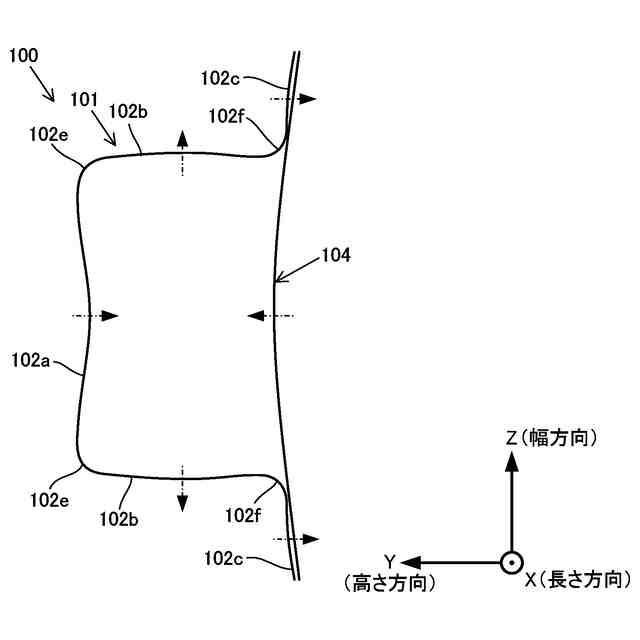
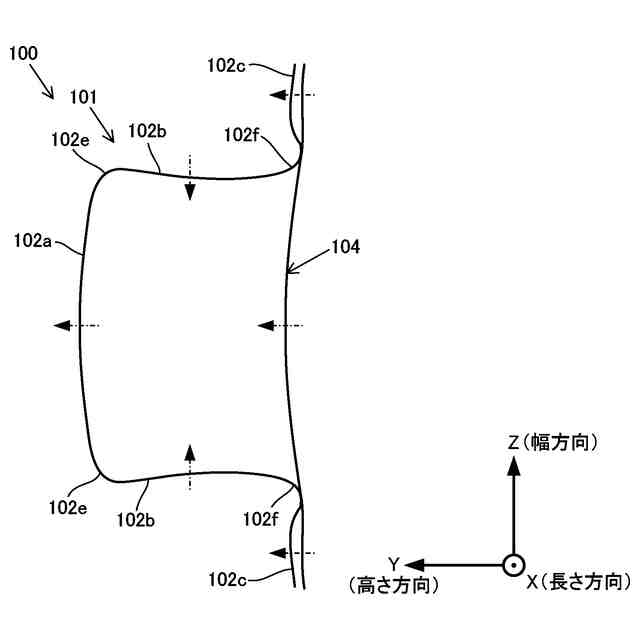
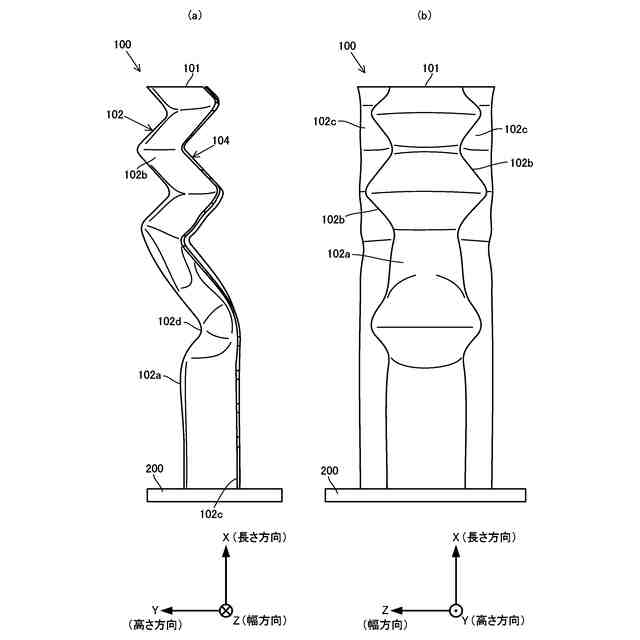
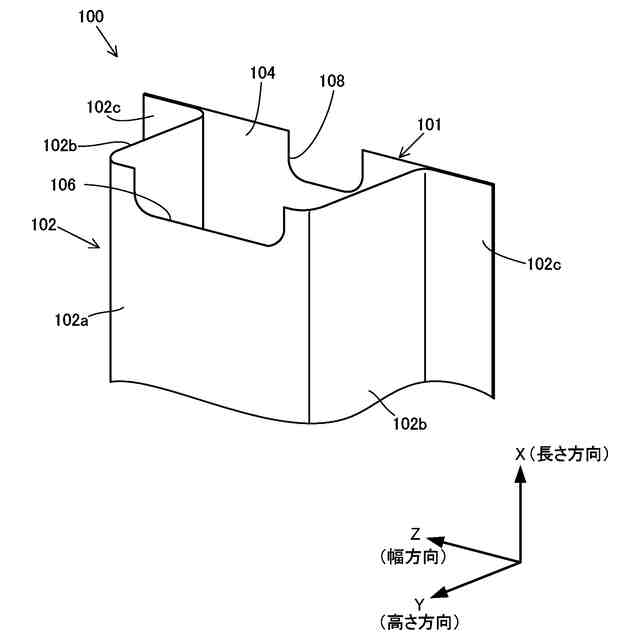
【解決手段】試験体10は、第1部材12および第2部材14を有する。第1部材12は、X方向に延び、かつX方向に直交する断面においてハット形状を有する。第2部材14は、X方向に延び、かつ第1部材12とともに閉断面を形成するように第1部材12の一対のフランジ部24に接続されている。X方向における試験体10の一端部11において、第1部材12の天板部20の幅方向における中央部に、切欠き26が形成されている。試験体10の一端部11と他端部13との間において、第1部材12に、幅方向から見て第1部材12を第2部材14とは反対側に横折れ変形させるための曲げ誘起部32が形成されている。
【選択図】 図10
特許請求の範囲
【請求項1】
第1方向に延び、かつ前記第1方向に直交する断面においてハット形状を有するように、天板部、一対の側壁部、および一対のフランジ部を有する第1部材と、
前記第1方向に延び、かつ前記第1方向に直交する断面において前記第1部材とともに閉断面を形成するように前記一対のフランジ部に接続される板状の第2部材と、を備え、
前記天板部に対して平行でかつ前記第1方向に直交する方向を幅方向とした場合に、
前記第1方向における一端部において、前記天板部の前記幅方向における中央部に、第1切欠きが形成されており、
前記一端部と前記第1方向における前記一端部とは反対側の他端部との間において、前記第1部材に、前記幅方向から見て前記第1部材を前記第2部材とは反対側に横折れ変形させるための曲げ誘起部が形成されている、試験体。
続きを表示(約 720 文字)
【請求項2】
前記第1方向における前記一端部において、前記第2部材の前記幅方向における中央部に、第2切欠きが形成されており、
前記第2切欠きの幅は、前記第1切欠きの幅以下である、請求項1に記載の試験体。
【請求項3】
前記曲げ誘起部は、前記天板部の厚み方向において前記第2部材側に向かって凹みかつ前記幅方向に延びるように形成された凹部であり、
前記第1方向と前記幅方向とに直交する方向に沿って前記第2部材から前記天板部側を向く方向を高さ方向とした場合に、
前記凹部の凹み量は、前記第1部材の高さの5%以上30%未満である、請求項1に記載の試験体。
【請求項4】
前記一端部と前記他端部との間において、前記第1部材に貫通孔が形成されている、請求項1に記載の試験体。
【請求項5】
前記一対のフランジ部と前記第2部材とは、スポット溶接されている、請求項1に記載の試験体。
【請求項6】
前記第1方向と前記幅方向とに直交する方向に沿って前記第2部材から前記天板部側を向く方向を高さ方向とした場合に、
前記第1部材の高さは、20~200mmであり、
前記天板部の幅は、20~300mmである、請求項1に記載の試験体。
【請求項7】
請求項1から6のいずれかに記載された試験体を用いて衝突性能を評価するための試験方法であって、
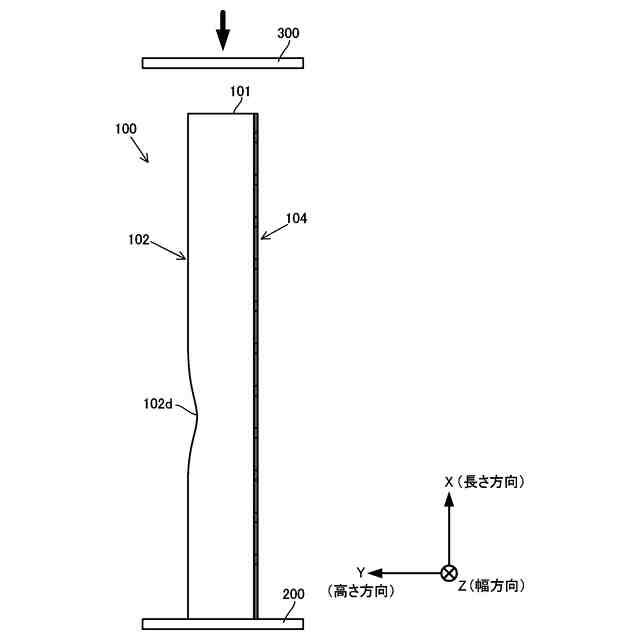
前記第1方向における前記他端部側から前記試験体を支持した状態で、前記試験体を前記第1方向に圧潰させるように、前記第1方向における前記一端部側から前記試験体に荷重を入力する、試験方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、車両用構造部材の衝突性能を評価する際に利用できる試験体および試験方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
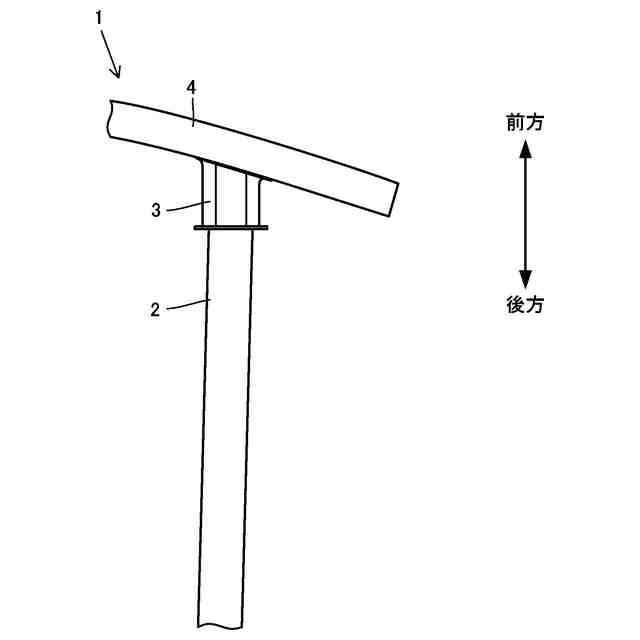
自動車の衝突安全性を向上させるためには、自動車のフレームにおいて衝突エネルギーを適切に吸収する必要がある。そこで、従来、自動車のフレームにおいて衝突エネルギーを適切に吸収するための技術が提案されている。
【0003】
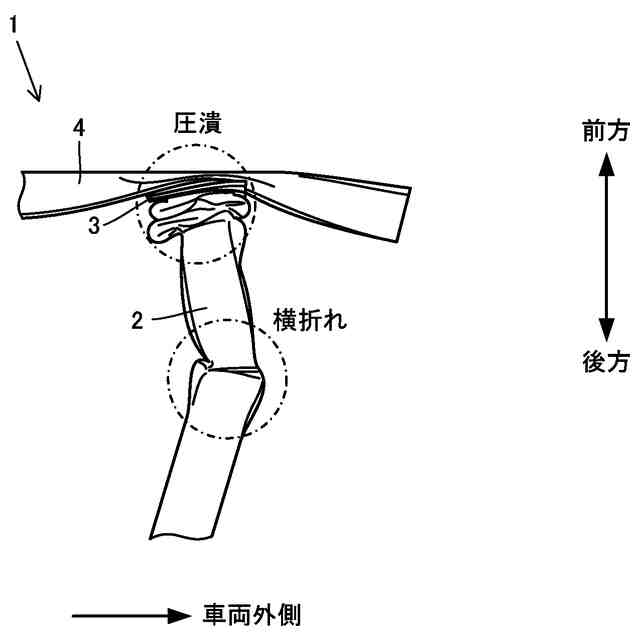
例えば、特許文献1には、前部にエネルギー吸収部を設け、エネルギー吸収部よりも後部に折曲部を設けたフロントサイドフレームが開示されている。特許文献1に開示されたフロントサイドフレームは、前方から衝突荷重を受けた際に、エネルギー吸収部において座屈変形を生じさせた後に、折曲部において横折れ変形が生じるように構成されている。このような構成により、衝突時のフロントサイドフレームの変形挙動を安定させることができ、衝突エネルギーを適切に吸収できると考えられる。
【先行技術文献】
【特許文献】
【0004】
特開2009-179301号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のようなフレームに用いられる素材(例えば、鋼板)を新たに開発した場合には、自動車車体に搭載した場合に求められる性能(主に衝突性能)が得られるかどうかを、部品単品の状態で評価することが多い。この際、評価対象となる部品の寸法および形状を忠実に再現した試験体を用いて、自動車衝突時の複雑な衝突入力を模擬した試験を行おうとすると、効率よく開発を進めることは難しくなる。
【0006】
そこで、本発明は、自動車衝突時の実部品の変形モードに対応した性能評価試験を可能にする簡単な構成の試験体および試験方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
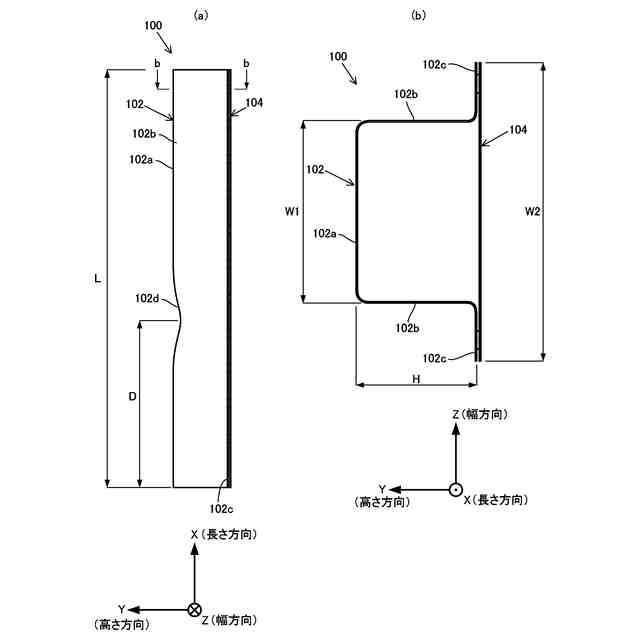
(1)本発明の一実施形態に係る試験体は、
第1方向に延び、かつ前記第1方向に直交する断面においてハット形状を有するように、天板部、一対の側壁部、および一対のフランジ部を有する第1部材と、
前記第1方向に延び、かつ前記第1方向に直交する断面において前記第1部材とともに閉断面を形成するように前記一対のフランジ部に接続される板状の第2部材と、を備え、
前記天板部に対して平行でかつ前記第1方向に直交する方向を幅方向とした場合に、
前記第1方向における一端部において、前記天板部の前記幅方向における中央部に、第1切欠きが形成されており、
前記一端部と前記第1方向における前記一端部とは反対側の他端部との間において、前記第1部材に、前記幅方向から見て前記第1部材を前記第2部材とは反対側に横折れ変形させるための曲げ誘起部が形成されている、ことを特徴とする。
【0008】
(2)前記第1方向における前記一端部において、前記第2部材の前記幅方向における中央部に、第2切欠きが形成されており、
前記第2切欠きの幅は、前記第1切欠きの幅以下であってもよい。
【0009】
(3)前記曲げ誘起部は、前記天板部の厚み方向において前記第2部材側に向かって凹みかつ前記幅方向に延びるように形成された凹部であり、
前記第1方向と前記幅方向とに直交する方向に沿って前記第2部材から前記天板部側を向く方向を高さ方向とした場合に、
前記凹部の凹み量は、前記第1部材の高さの5%以上30%未満であってもよい。
【0010】
(4)前記一端部と前記他端部との間において、前記第1部材に貫通孔が形成されていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
車輪
26日前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
ボルト
7日前
日本製鉄株式会社
管理装置
今日
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
耐摩耗鋼
27日前
日本製鉄株式会社
リクレーマ
今日
日本製鉄株式会社
鋼の製造方法
20日前
日本製鉄株式会社
高Ni合金板
今日
日本製鉄株式会社
高炉操業方法
19日前
日本製鉄株式会社
溶鉄の製造方法
6日前
日本製鉄株式会社
ステンレス鋼板
14日前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
高炉の冷却構造
3日前
日本製鉄株式会社
焼結鉱の製造方法
14日前
日本製鉄株式会社
鉄源の溶解精錬方法
27日前
日本製鉄株式会社
鉄源の溶解精錬方法
27日前
日本製鉄株式会社
鉄源の溶解精錬方法
27日前
日本製鉄株式会社
コークスの製造方法
7日前
日本製鉄株式会社
試験体および試験方法
3日前
日本製鉄株式会社
試験体および試験方法
3日前
日本製鉄株式会社
応力-歪関係推定方法
26日前
日本製鉄株式会社
除去装置及び搬送設備
今日
日本製鉄株式会社
搬送装置及び制御装置
1か月前
日本製鉄株式会社
H形鋼およびその製造方法
13日前
日本製鉄株式会社
フェライト系ステンレス鋼板
18日前
日本製鉄株式会社
鋼材、及び、機械構造用部品
1か月前
日本製鉄株式会社
フェライト系ステンレス鋼板
19日前
日本製鉄株式会社
鉄道用安全確認支援システム
1か月前
日本製鉄株式会社
既設堤防の補強方法および堤防
17日前
日本製鉄株式会社
直流電気炉および金属溶解方法
6日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ