TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025127705
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2024024567
出願日
2024-02-21
発明の名称
直流電気炉および金属溶解方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
F27B
3/18 20060101AFI20250826BHJP(炉,キルン,窯;レトルト)
要約
【課題】溶解原料をより効率よく短時間で溶解させることが可能な直流電気炉および金属溶解方法を提供すること。
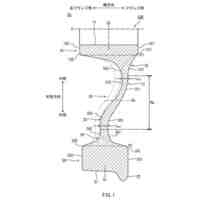
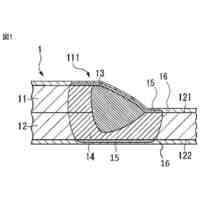
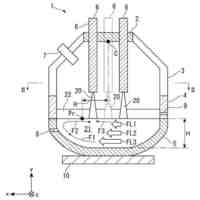
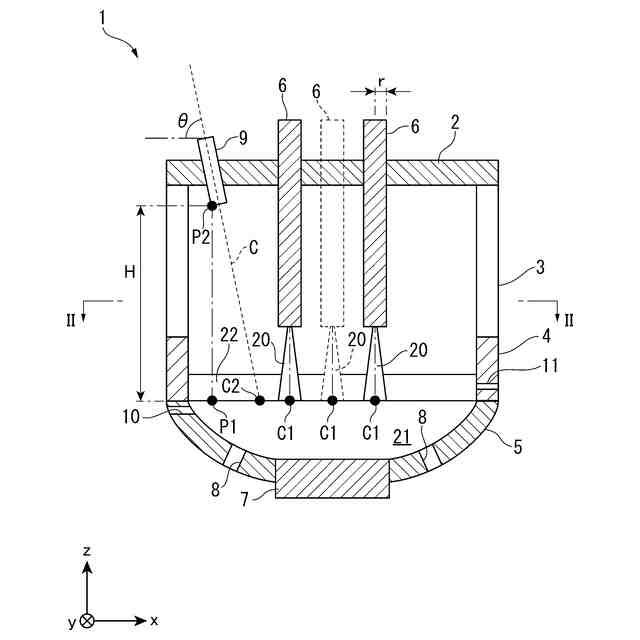
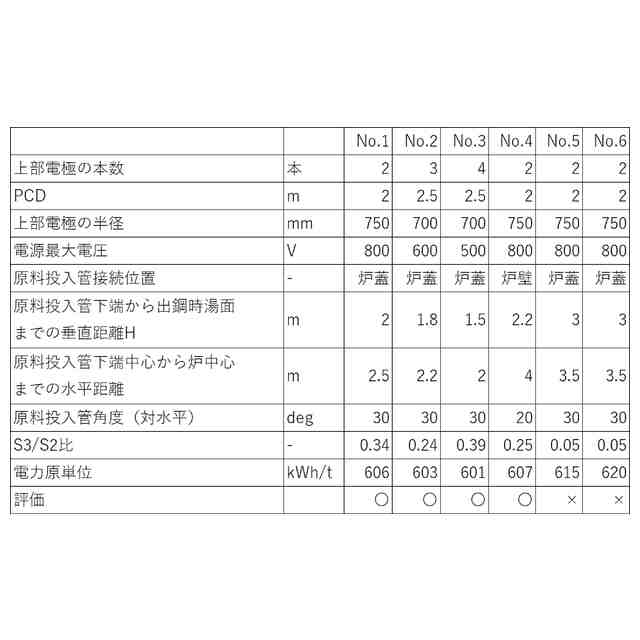
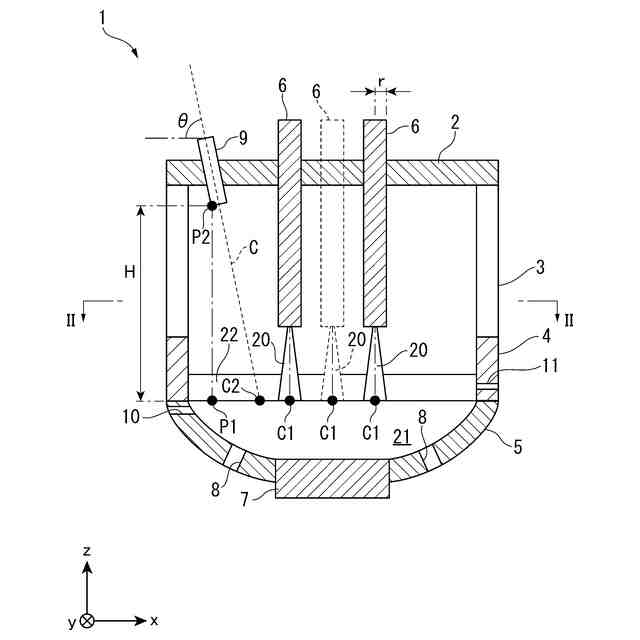
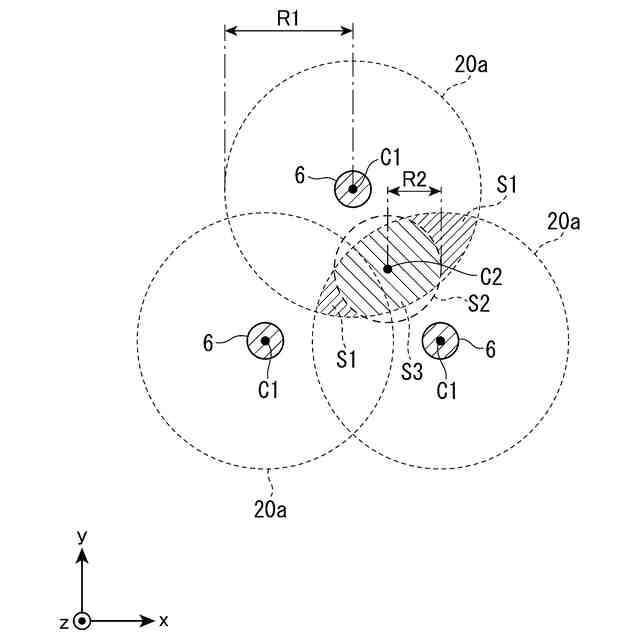
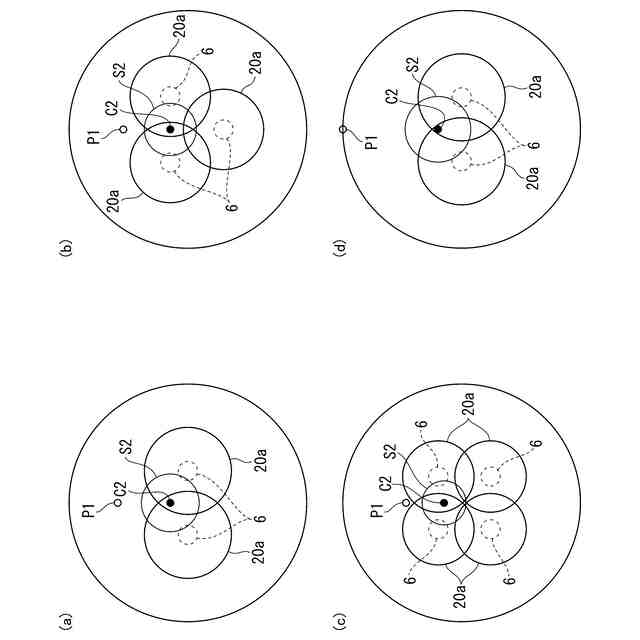
【解決手段】本発明に係る直流電気炉は、複数の上部電極それぞれの中心軸を通る湯面の垂線と出鋼時湯面との交点を中心とし、上記上部電極の半径の2倍とおよび最大電圧の和を半径とする、上記出鋼時湯面における仮想円が2以上重なり合う仮想領域を第1仮想領域とし、上記原料投入管の中心軸と溶鉄の出鋼時湯面との交点を中心とし、上記原料投入管の下端から上記溶鉄の出鋼時の上記湯面までの垂直距離の0.5倍を半径とする、上記湯面における仮想円を第2仮想領域とし、上記第1仮想領域および上記第2仮想領域が重なった部分の仮想領域を第3仮想領域としたとき、上記第2仮想領域の面積に対する上記第3仮想領域の面積が0.1以上1.0以下である。
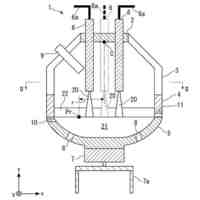
【選択図】図1
特許請求の範囲
【請求項1】
複数の上部電極と、
炉体の上面に挿通され、還元鉄を含む溶解原料を炉内に投入する円筒状の原料投入管と、
を備える直流電気炉において、
前記複数の上部電極それぞれの中心軸を通る湯面の垂線と出鋼時湯面との交点を中心とし、前記上部電極の半径(mm)の2倍および最大電圧(V)の和を半径とする、前記出鋼時湯面における仮想円が2以上重なり合う仮想領域を第1仮想領域とし、
前記原料投入管の中心軸と溶鉄の前記出鋼時湯面との交点を中心とし、前記原料投入管の下端から前記溶鉄の前記出鋼時湯面までの垂直距離の0.5倍を半径とする、前記湯面における仮想円を第2仮想領域とし、
前記第1仮想領域および前記第2仮想領域が重なった部分の仮想領域を第3仮想領域としたとき、
前記第2仮想領域の面積に対する前記第3仮想領域の面積が0.1以上1.0以下である、
直流電気炉。
続きを表示(約 320 文字)
【請求項2】
前記原料投入管は、内径が150mm以上1000mm以下である、
請求項1に記載の直流電気炉。
【請求項3】
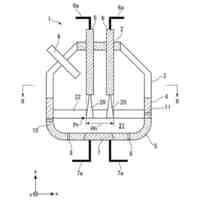
前記原料投入管は、前記中心軸が前記出鋼時湯面と水平な面に対してなす角度が20°以上80°以下となるように、前記炉体の上面に挿通されている、
請求項1に記載の直流電気炉。
【請求項4】
請求項1から3のいずれか1項に記載の直流電気炉における金属溶解方法であって、
前記原料投入管から投入される還元鉄は当該チャージに投入される溶解原料全体のうち10質量%以上であり、
前チャージの残湯量は出鋼量全体のうち20質量%以上60質量%以下である、金属溶解方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、直流電気炉及び金属溶解方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
アーク式電気炉では、上部電極1本あたりの電流値に上限がある。直流方式では、表皮効果がある交流方式に比べ1本あたりの上限値が緩和されるが、大電力を投入する場合には上部電極を複数にすることが選択肢となる。冷鉄源を装入する際には特許文献1に開示された技術のように、2本の電極の間に予熱したスクラップを装入し、溶鉄の高温領域を活用することによって、溶解原料の溶解をより高速に行うことが可能な構成が示されている。
【0003】
また、直流電気炉では上部電極と炉底電極の間で通電するため、溶鉄を貫く電流密度分布が生じる。具体的には、上部電極の直下では電流密度が高く、上部電極から離れるにしたがって電流密度が低くなる。また、炉底電極の直上では一般に上部電極に比べて電極面積が広いために、電流密度は上部電極の直下に比べて低い。そのため、電磁力の影響で上下方法の流動が生じる。直流電気炉では、この流動により交流電気炉よりも炉底側の溶鋼温度が上部に近い温度になっていることが知られている。
【先行技術文献】
【特許文献】
【0004】
特開平6-300449号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、溶解原料の主原料として、鉄鉱石やダストなど酸化鉄分を主原料として、天然ガスや炭材、あるいは近年では水素ガスなどを用いて還元して得られた、スポンジ状のDRI(Direct Reduced Iron)や、それらを熱間成型したHBI(HotBriquetted Iron)などの還元鉄を用いることがある。また、効率的な溶解や低窒素鋼などの溶製を可能とすべく、前チャージの溶鋼を炉内に残し、ここに冷鉄源を連続装入するフラットバス操業が一般的に行われている。還元鉄の場合は、炉蓋に孔を設け、炉蓋の上に配した原料投入管をこの孔に接続し、原料投入管を通じて、炉内に上方から連続装入する方法が考えられる。その投入位置としては、電極間の高温部を狙うことが着想される。しかし、還元鉄が溶鉄表面に落ちる位置は広がりを持つ。特許文献1には、このような広がりも考慮した、具体的な原料投入管の設置位置や角度には明確な指針が開示されていない。
【0006】
また、スクラップの場合は一般的には溶鉄に沈むため、前述した溶鋼の上下方向の流れによって炉底に堆積したスクラップの溶解も促進されやすく、電極間に装入することが理にかなっている。一方で、還元鉄の見かけ密度は、HBIでは5000kg/m
3
程度、DRIではさらに低く、溶鉄上に浮く。HBIはスラグ中では沈むがDRIは装入後溶解までの間にスラグ中に浮いている期間があることも確認される。これに対し、溶鉄やスラグにはアークジェットや送酸ジェットによる水平方向の流動も生じており、還元鉄は投入位置から動く。見かけ密度による溶鉄上への浮上の影響が最も大きいが、還元鉄のサイズ・形状も大きく影響する。すなわち、HBIは長手方向でも高々最大100~250mm、短手方向でも高々最大50~100mm程度であり、DRIはさらに小さい。
【0007】
このような形状はスクラップとは大きく異なり、密度の影響のみならずサイズおよび形状の観点から溶鉄やスラグの流動の影響を大きく受ける。このため、還元鉄の流動を考慮して投入位置を決める必要があり、必ずしも上部電極間を狙うことが高速な溶解に有利であることは示されていない。一方で、上記のようなサイズおよび形状からバケット装入や水平・シャフト方式の連続装入では、溶解時の融着や熱交換の問題があるため、上方からの連続投入が必要となり、この投入位置に関わる設備仕様の策定方針が極めて重要となる。
【0008】
そこで、本発明は、上記の課題を解決することによって、溶解原料をより効率よく短時間で溶解させることが可能な直流電気炉および金属溶解方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
[1]複数の上部電極と、炉体の上面に挿通され、還元鉄を含む溶解原料を炉内に投入する円筒状の原料投入管と、を備える直流電気炉において、上記複数の上部電極それぞれの中心軸を通る湯面の垂線と出鋼時湯面との交点を中心とし、上記上部電極の半径(mm)の2倍および最大電圧(V)の和を半径とする、上記出鋼時湯面における仮想円が2以上重なり合う仮想領域を第1仮想領域とし、上記原料投入管の中心軸と溶鉄の上記出鋼時湯面との交点を中心とし、上記原料投入管の下端から上記溶鉄の上記出鋼時湯面までの垂直距離の0.5倍を半径とする、上記湯面における仮想円を第2仮想領域とし、上記第1仮想領域および上記第2仮想領域が重なった部分の仮想領域を第3仮想領域としたとき、上記第2仮想領域の面積に対する上記第3仮想領域の面積が0.1以上1.0以下である、直流電気炉。
[2]上記原料投入管は、内径が150mm以上1000mm以下である、[1]に記載の直流電気炉。
[3]上記原料投入管は、上記中心軸が上記出鋼時湯面と水平な面に対してなす角度が20°以上80°以下となるように、上記炉体の上面に挿通されている、[1]に記載の直流電気炉。
[4][1]から[3]のいずれか1項に記載の直流電気炉における金属溶解方法であって、上記原料投入管から投入される還元鉄は当該チャージに投入される溶解原料全体のうち10質量%以上であり、前チャージの残湯量は出鋼量全体のうち20質量%以上60質量%以下である、金属溶解方法。
【発明の効果】
【0010】
上記の構成によれば、原料投入管等の配置を最適化することによって、溶解原料をより効率よく短時間で溶解させることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
車輪
24日前
日本製鉄株式会社
線材
2か月前
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
ボルト
5日前
日本製鉄株式会社
床構造
2か月前
日本製鉄株式会社
耐摩耗鋼
25日前
日本製鉄株式会社
筒型構造
29日前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
溶接継手
2か月前
日本製鉄株式会社
評価方法
2か月前
日本製鉄株式会社
軸受用鋼管
2か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
鋼の製造方法
18日前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
高炉操業方法
17日前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
転炉吹錬方法
2か月前
日本製鉄株式会社
転炉吹錬方法
2か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
直流電気溶解炉
2か月前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ