TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025133639
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2024031722
出願日
2024-03-01
発明の名称
連続鋳造用浸漬ノズル
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22D
11/10 20060101AFI20250904BHJP(鋳造;粉末冶金)
要約
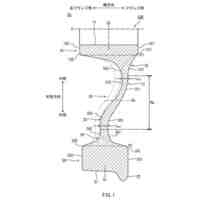
【課題】浸漬ノズル内部構造の工夫により吐出流量の不安定な揺らぎや左右への偏りの抑制が可能であり、高速鋳造に適した吐出孔有効断面積の拡大および吐出角度増大と、溶鋼流動の安定化を共に実現する浸漬ノズルを提供する。
【解決手段】本発明の要旨は以下である。連続鋳造用浸漬ノズルの断面形状が中心軸に関して左右対称であり、本体部と、前記本体部の下端に設けられ、1対の上部吐出孔と1対の下部吐出孔とが穿たれた吐出孔部と、中間ブロックとを有し、中間ブロックの一部が前記連続鋳造用浸漬ノズルの内部側に張り出し、水平面状の内部障壁を形成し、左右の前記内部障壁の投影面積の総和が前記本体部の流路の下端の断面積の30~70%であり、かつ、左右の前記内部障壁で挟まれた流路の投影面積が前記本体部の流路の下端の断面積の35~65%であり、底部ブロックの上端面が水平面または凹面状であることを特徴とする、連続鋳造用浸漬ノズル。
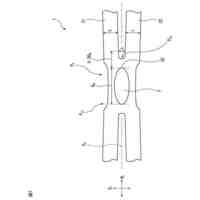
【選択図】図1
特許請求の範囲
【請求項1】
鋼の連続鋳造用浸漬ノズルであって、
長尺かつ筒状の本体部と、
前記本体部の下端に設けられ、1対の上部吐出孔と1対の下部吐出孔とが穿たれた吐出孔部と、
前記上部吐出孔と前記下部吐出孔との間に配置された中間ブロックと、
を有し、
前記連続鋳造用浸漬ノズルを前記連続鋳造用浸漬ノズルの厚み方向に垂直な平面で前記連続鋳造用浸漬ノズルを分断したときに、前記連続鋳造用浸漬ノズルの断面形状が、本体部の中心軸を通り厚み方向に平行な面に関して左右対称であり、
前記中間ブロックの一部が前記連続鋳造用浸漬ノズルの内部側に張り出し、水平面状の内部障壁を形成し、
前記本体部の流路の下端と左右の前記内部障壁を水平面上に投影したときに、左右の前記内部障壁の投影面積の総和が前記本体部の流路の下端の断面積の30~70%であり、かつ、左右の前記内部障壁で挟まれた流路の投影面積が前記本体部の流路の下端の断面積の35~65%であり、
前記連続鋳造用浸漬ノズルの下端に配置され、左右の前記下部吐出孔に挟まれた底部ブロックの上端面が水平面または凹面状であることを特徴とする、連続鋳造用浸漬ノズル。
続きを表示(約 340 文字)
【請求項2】
前記本体部の流路の下端における溶鋼の平均下降流速が1.5~4.0m/sである条件下において、前記本体部における下降流の左右への偏りに起因して左右の前記上部吐出孔からの上部吐出流量が左右の前記上部吐出孔のどちらかに偏った場合に、左右の前記下部吐出孔のうち、前記上部吐出流量の少なかった側の前記下部吐出孔からの下部吐出流量が多くなることを特徴とする、請求項1に記載の連続鋳造用浸漬ノズル。
【請求項3】
前記下部吐出孔の上下壁平均角度は、前記上部吐出孔の上下壁平均角度以上であり、かつ、前記上部吐出孔の上下壁平均角度と前記下部吐出孔の上下壁平均角度との差が15°以下であることを特徴とする、請求項1または2に記載の連続鋳造用浸漬ノズル。
発明の詳細な説明
【技術分野】
【0001】
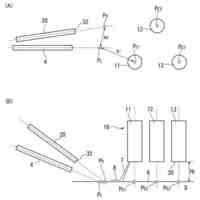
本発明は、連続鋳造用浸漬ノズル(以下、単に「浸漬ノズル」とも称する)に関する。なお、本明細書において、浸漬ノズルの長さ方向は、浸漬ノズルの本体部の中心軸が伸びる方向(図1~12の(a)における上下方向)を意味し、浸漬ノズルの厚み方向は、浸漬ノズルの流路の中心軸に垂直かつ浸漬ノズルの側面に平行な方向(図1~12の(a)における紙面に垂直な方向)を意味し、幅方向は、浸漬ノズルの長さ方向及び厚さ方向の両方に垂直な方向(図1~12の(a)における左右方向)を意味する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
タンディッシュからモールドに溶鋼を供給して薄スラブを連続鋳造するに際して、鋳造速度が3m/minを超え5~8m/minに達する高速鋳造条件が用いられる場合がある。このような高速鋳造条件が適用される場合、モールド内湯面の乱れを防止する観点から、下向きの大きな角度で溶鋼をモールド内に注入する必要がある。加えて、吐出流の持つ運動エネルギーをモールド内で消散させる観点から、吐出孔を拡大もしくは多孔化するなどして吐出孔面積を拡げる必要がある。
【0003】
これらの要求に応じて、従来様々な形状の浸漬ノズルが提案されている。例えば、特許文献1~5に開示されているように、浸漬ノズルの下部に吐出孔が4孔以上配置される多孔吐出孔が提案されている。あるいは、特許文献6~8に開示されているように、内部に障壁を設けることによって浸漬ノズル内の下降流の流速を低減したり、下降流を複数の吐出孔に円滑に分配したりする工夫が知られている。
【先行技術文献】
【特許文献】
【0004】
特表2004-514562号公報
特開平8-39208号公報
特許第3186068号公報
特許第4580135号公報
特許第4542631号公報
特許第3408884号公報
特許第5047854号公報
特許第6666908号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らは主に水モデル実験を用いて研究を進め、その結果、従来技術には以下の課題があることが分かった。
【0006】
浸漬ノズル内の溶鋼の下降流には、タンディッシュから浸漬ノズルへの溶鋼の供給量(給湯量)を制御するストッパーあるいはスライディングゲートといった流路絞り機構などの影響を受けて、恒常的な偏りや不安定な揺らぎが生じる。そして、浸漬ノズル内の溶鋼の下降流の偏りや揺らぎの影響により、多孔吐出孔への流量分配が変化する。その結果、モールド内の溶鋼の流動が恒常的に偏る、あるいは不安定に揺らぐのである。そうすると、製造されるスラブの凝固状態が不均一となり品質上の欠陥が生じる。
【0007】
多孔吐出孔への流量分配を安定させるには、吐出孔の開口面積を縮小し浸漬ノズルの内圧を高めればよいが、そうすると多孔化の本来の目的である吐出流速の低減効果が損なわれる。このように、多孔吐出孔への流量分配と吐出流速の低減の両立が難しいことが、従来技術の問題点であった。
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、浸漬ノズル内部構造の工夫により吐出流量の不安定な揺らぎや左右への偏りの抑制が可能であり、高速鋳造に適した吐出孔有効断面積の拡大および吐出角度増大と、溶鋼流動の安定化を共に実現する浸漬ノズルを提供することにある。
【課題を解決するための手段】
【0008】
本発明の要旨は以下である。
(1)
鋼の連続鋳造用浸漬ノズルであって、
長尺かつ筒状の本体部と、
前記本体部の下端に設けられ、1対の上部吐出孔と1対の下部吐出孔とが穿たれた吐出孔部と、
前記上部吐出孔と前記下部吐出孔との間に配置された中間ブロックと、
を有し、
前記連続鋳造用浸漬ノズルを前記連続鋳造用浸漬ノズルの厚み方向に垂直な平面で前記連続鋳造用浸漬ノズルを分断したときに、前記連続鋳造用浸漬ノズルの断面形状が、本体部の中心軸を通り厚み方向に平行な面に関して左右対称であり、
前記中間ブロックの一部が前記連続鋳造用浸漬ノズルの内部側に張り出し、水平面状の内部障壁を形成し、
前記本体部の流路の下端と左右の前記内部障壁を水平面上に投影したときに、左右の前記内部障壁の投影面積の総和が前記本体部の流路の下端の断面積の30~70%であり、かつ、左右の前記内部障壁で挟まれた流路の投影面積が前記本体部の流路の下端の断面積の35~65%であり、
前記連続鋳造用浸漬ノズルの下端に配置され、左右の前記下部吐出孔に挟まれた底部ブロックの上端面が水平面または凹面状であることを特徴とする、連続鋳造用浸漬ノズル。
(2)
前記本体部の流路の下端における溶鋼の平均下降流速が1.5~4.0m/sである条件下において、前記本体部における下降流の左右への偏りに起因して左右の前記上部吐出孔からの上部吐出流量が左右の前記上部吐出孔のどちらかに偏った場合に、左右の前記下部吐出孔のうち、前記上部吐出流量の少なかった側の前記下部吐出孔からの下部吐出流量が多くなることを特徴とする、(1)に記載の連続鋳造用浸漬ノズル。
(3)
前記下部吐出孔の上下壁平均角度は、前記上部吐出孔の上下壁平均角度以上であり、かつ、前記上部吐出孔の上下壁平均角度と前記下部吐出孔の上下壁平均角度との差が15°以下であることを特徴とする、(1)または(2)に記載の連続鋳造用浸漬ノズル。
【発明の効果】
【0009】
本発明によれば、浸漬ノズル内部構造の工夫により吐出流量の不安定な揺らぎや左右への偏りの抑制が可能であり、高速鋳造に適した吐出孔有効断面積の拡大および吐出角度増大と、溶鋼流動の安定化を共に実現する浸漬ノズルを提供することができる。
【図面の簡単な説明】
【0010】
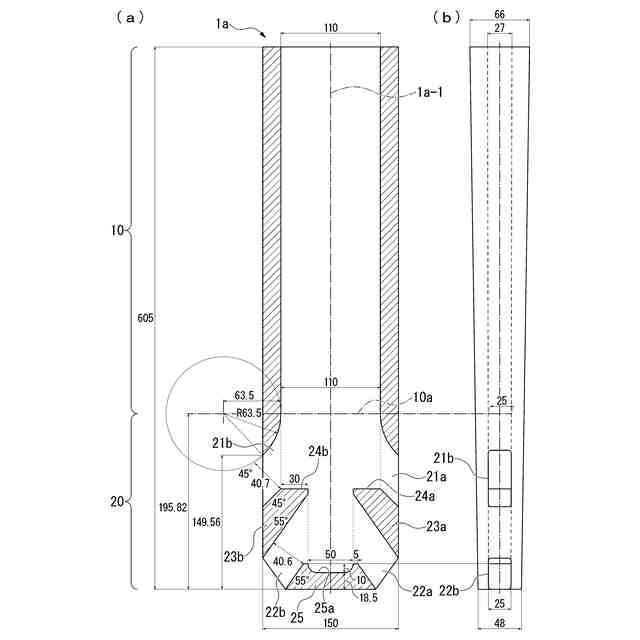
本実施形態の実施例1の構成を示す説明図である。(a)は浸漬ノズル1aを浸漬ノズル1aの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1aの側面図である。
本実施形態の実施例2の構成を示す説明図である。(a)は浸漬ノズル1bを浸漬ノズル1bの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1bの側面図である。
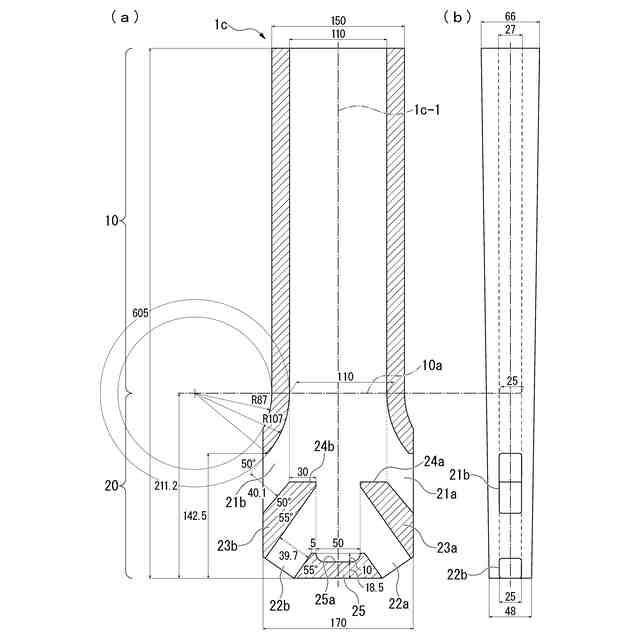
本実施形態の実施例3の構成を示す説明図である。(a)は浸漬ノズル1cを浸漬ノズル1cの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1cの側面図である。
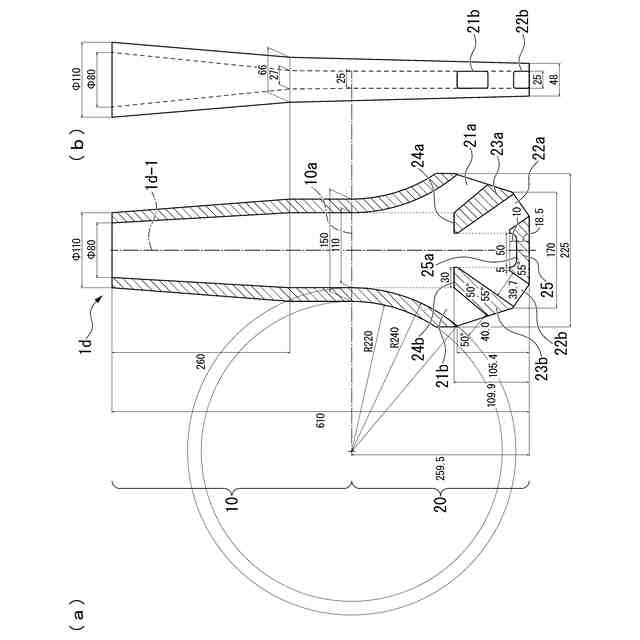
本実施形態の実施例4の構成を示す説明図である。(a)は浸漬ノズル1dを浸漬ノズル1dの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1dの側面図である。
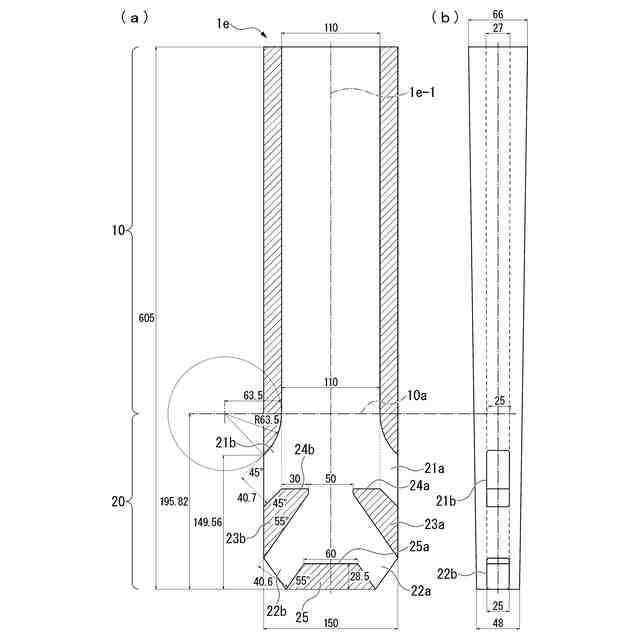
本実施形態の実施例5の構成を示す説明図である。(a)は浸漬ノズル1eを浸漬ノズル1eの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1eの側面図である。
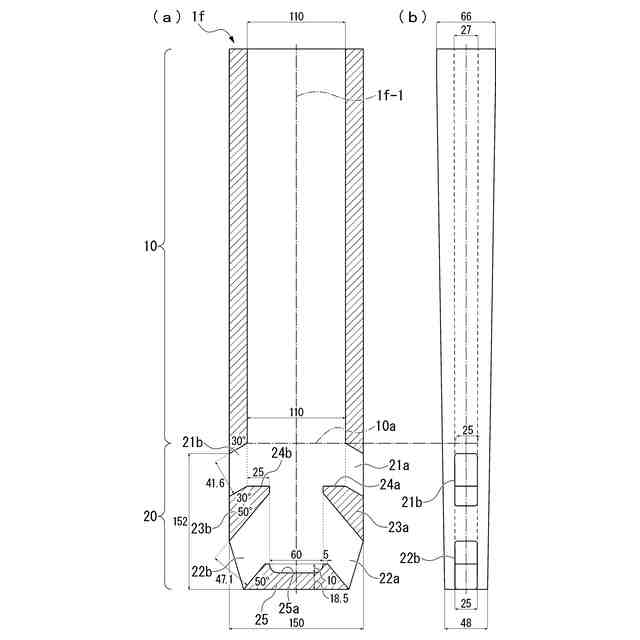
本実施形態の実施例6の構成を示す説明図である。(a)は浸漬ノズル1fを浸漬ノズル1fの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1fの側面図である。
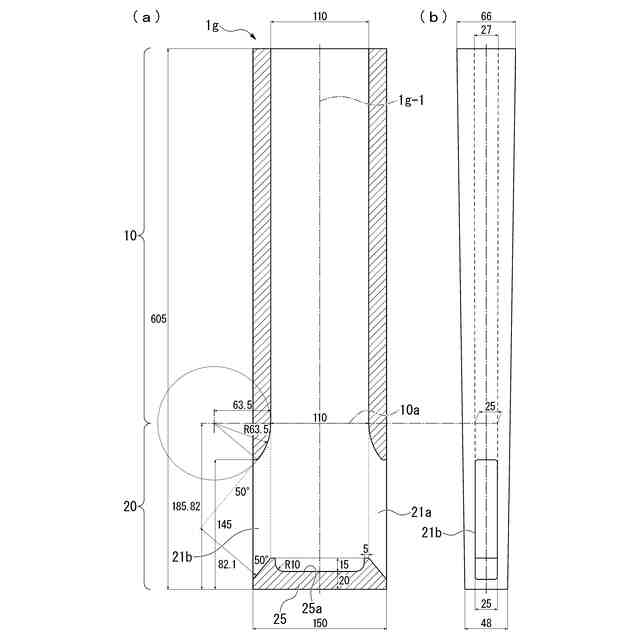
本実施形態の比較例1の構成を示す説明図である。(a)は浸漬ノズル1gを浸漬ノズル1gの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1gの側面図である。
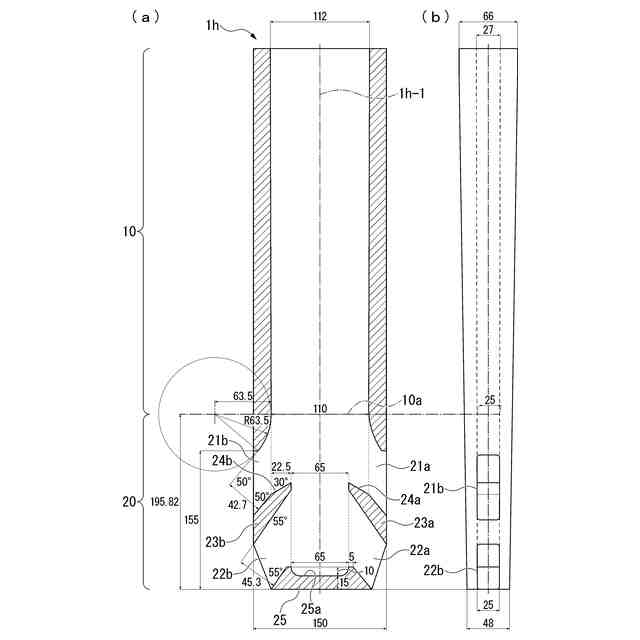
本実施形態の比較例2の構成を示す説明図である。(a)は浸漬ノズル1hを浸漬ノズル1hの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1hの側面図である。
本実施形態の比較例3の構成を示す説明図である。(a)は浸漬ノズル1iを浸漬ノズル1iの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1iの側面図である。
本実施形態の比較例4の構成を示す説明図である。(a)は浸漬ノズル1jを浸漬ノズル1jの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1jの側面図である。
本実施形態の比較例5の構成を示す説明図である。(a)は浸漬ノズル1kを浸漬ノズル1kの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1kの側面図である。
本実施形態の比較例6の構成を示す説明図である。(a)は浸漬ノズル1lを浸漬ノズル1lの厚み方向に垂直な平面で分断することで得られる断面図であり、(b)は浸漬ノズル1lの側面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
24日前
日本製鉄株式会社
鋼材
24日前
日本製鉄株式会社
車輪
29日前
日本製鉄株式会社
鋼材
24日前
日本製鉄株式会社
鋼材
24日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
10日前
日本製鉄株式会社
管理装置
3日前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
リクレーマ
3日前
日本製鉄株式会社
鋼の製造方法
23日前
日本製鉄株式会社
高炉操業方法
22日前
日本製鉄株式会社
高Ni合金板
3日前
日本製鉄株式会社
高炉の操業方法
今日
日本製鉄株式会社
高炉の冷却構造
6日前
日本製鉄株式会社
溶鉄の製造方法
9日前
日本製鉄株式会社
ステンレス鋼板
17日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
2日前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
焼結鉱の製造方法
17日前
日本製鉄株式会社
焼結鉱の製造方法
今日
日本製鉄株式会社
スポット溶接継手
今日
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
コークスの製造方法
10日前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
応力-歪関係推定方法
29日前
日本製鉄株式会社
搬送装置及び制御装置
1か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
今日
日本製鉄株式会社
試験体および試験方法
6日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ