TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025136822
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035692
出願日
2024-03-08
発明の名称
螺旋管製管用スペーサおよび螺旋管製管方法
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20250911BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 螺旋管の製管に供されていた先行の帯状部材の終端と後続の帯状部材の始端との間に介在されるスペーサを提供する。
【解決手段】
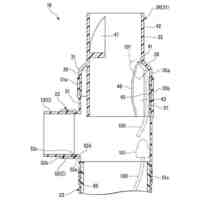
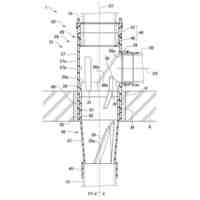
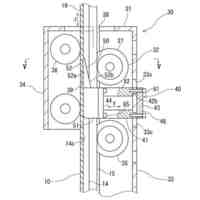
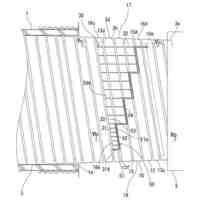
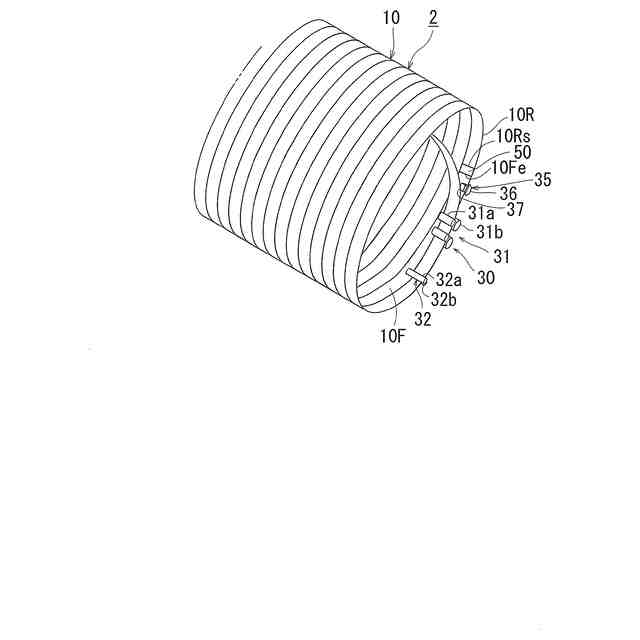
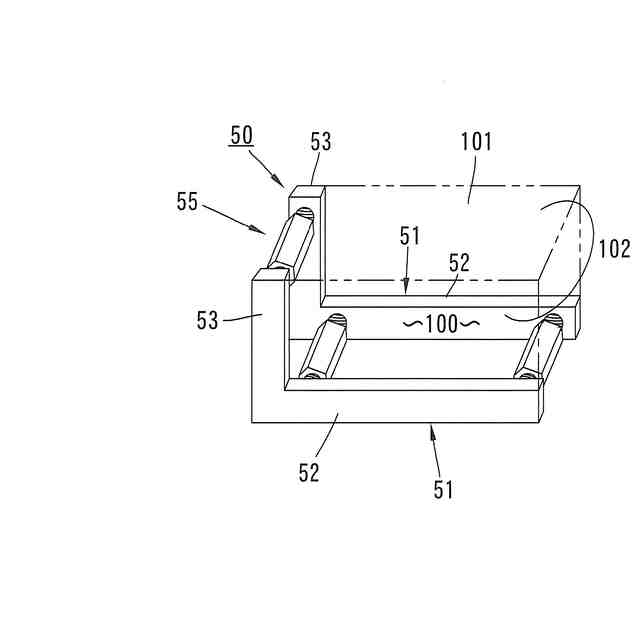
スペーサ50は空洞100を有する。この空洞100を介して、螺旋管2の内周側から、先行の帯状部材10Fの終端Feと後続の帯状部材10Rの始端Rsのガイド溝17及びこれらガイド溝17間の間隙19を目視可能である。これによりスペーサ50を残したまま、製管機30のガイド突起36aを先行の帯状部材10Fの終端Feのガイド溝17から後続の帯状部材10Rの始端Rsのガイド溝17へと移すことができる。また、スペーサ50は、一対の当接部材51と、一対の当接部材51の間隔を調節可能な連結機構55を有する。製管後に、一対の当接部材の間隔を狭めることにより、スペーサ50を先行の帯状部材の終端と後続の帯状部材の始端の間から取り外すことができる。
【選択図】図7
特許請求の範囲
【請求項1】
自走式の製管機を用いて帯状部材を螺旋状に巻き、隣接する巻き部分の側縁同士を嵌合することにより螺旋管を延伸させながら製管し、前記製管機のガイド突起と前記帯状部材のガイド溝の係合による案内を伴って前記製管機を自走させる製管工程において、前記螺旋管の製管に供されていた先行の帯状部材の終端と後続の帯状部材の始端との間に介在されるスペーサであって、
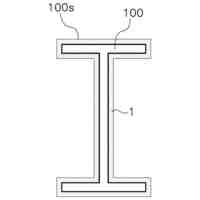
前記螺旋管の内周側から前記先行の帯状部材の終端と前記後続の帯状部材の始端の前記ガイド溝及びこれらガイド溝間の間隙を目視可能な空洞を有することを特徴とする螺旋管製管用スペーサ。
続きを表示(約 1,600 文字)
【請求項2】
少なくとも1つの当接部を含み、前記少なくとも1つの当接部は前記帯状部材の帯幅方向に延びるとともに一対の当接面を有し、前記一対の当接面が、前記先行の帯状部材の終端と前記後続の帯状部材の始端にそれぞれ当接することを特徴とする請求項1に記載の螺旋管製管用スペーサ。
【請求項3】
前記少なくとも1つの当接部は、帯長方向に離れた一対の当接部からなり、前記一対の当接部が複数の連結部により連結されていることを特徴とする請求項2に記載の螺旋管製管用スペーサ。
【請求項4】
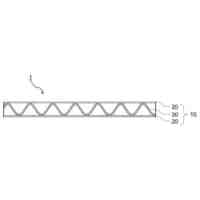
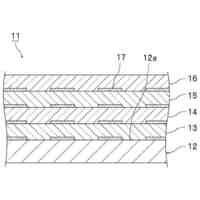
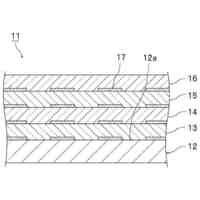
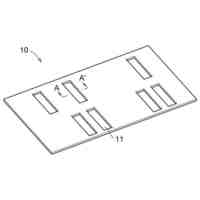
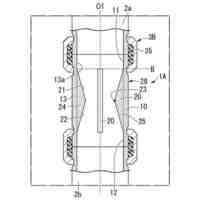
前記帯状部材は、一方の面が前記螺旋管の内周として提供される主帯部と、前記主帯部の他方の面に形成され前記螺旋管の径方向に突出する複数の補強リブとを有し、
前記少なくとも1つの当接部の前記一対の当接面が、前記先行の帯状部材の終端と前記後続の帯状部材の始端の前記複数の補強リブにそれぞれ当接することを特徴とする請求項2に記載の螺旋管製管用スペーサ。
【請求項5】
前記少なくとも1つの当接部の前記帯状部材の帯長方向から見た形状において、前記螺旋官の径方向の寸法は、前記螺旋官の延伸方向側が小さく、延伸方向と反対側が大きいことを特徴とする請求項4に記載の螺旋管製管用スペーサ。
【請求項6】
前記少なくとも1つの当接部は、前記帯状部材の帯長方向から見てL字形をなし、互いに直交する第1部分と第2部分を有し、
前記第1部分は、前記帯状部材の帯幅方向に延びるとともに前記帯状部材の前記主帯部から離間して配置され、
前記第2部分は、前記第1部分の前記螺旋管の延伸方向と反対側の端から前記主帯部に向かって延びることを特徴とする請求項5に記載の螺旋管製管用スペーサ。
【請求項7】
前記スペーサの前記第2部分は、前記複数の補強リブのうちの前記螺旋管の延伸方向と反対側に位置する補強リブに当たり、前記第1部分は、前記複数の補強リブのうちの他の補強リブの先端部に当たることを特徴とする請求項6に記載の螺旋管製管用スペーサ。
【請求項8】
前記少なくとも1つの当接部において前記螺旋管の径方向内側に位置する面は、前記螺旋管の延伸方向に向かって前記帯状部材の前記主帯部から遠ざかるように傾斜することを特徴とする請求項5に記載の螺旋管製管用スペーサ。
【請求項9】
前記先行の帯状部材の終端と前記後続の帯状部材の始端との間に請求項1~8のいずれかに記載の螺旋官製管用スペーサを介在させた状態を維持しながら、前記製管機のガイド突起を、前記先行の帯状部材の終端の前記ガイド溝から、前記螺旋官製管用スペーサを超えて前記後続の帯状部材の始端の前記ガイド溝に係合させる工程と、
前記螺旋官製管用スペーサを前記先行の帯状部材の終端と前記後続の帯状部材の始端との間に残したまま、前記製管機のガイド突起と前記後続の帯状部材の前記ガイド溝の係合により前記製管機を案内しながら、前記後続の帯状部材による前記螺旋管の製管を続ける工程と、
を備えたことを特徴とする螺旋管製管方法。
【請求項10】
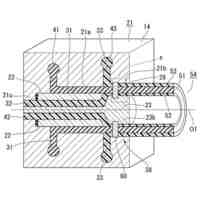
自走式の製管機を用いて帯状部材を螺旋状に巻き、隣接する巻き部分の側縁同士を嵌合することにより螺旋管を延伸させながら製管する工程において、前記螺旋管の製管に供されていた先行の帯状部材の終端と後続の帯状部材の始端との間に介在されるスペーサであって、
前記先行の帯状部材の終端と前記後続の帯状部材の始端にそれぞれ当接する当接面を有し、前記帯状部材の帯長方向に対峙する一対の当接部材と、
前記一対の当接部材の前記帯長方向の間隔を調節可能にして、前記一対の当接部材を連結する連結機構と、
を備えたことを特徴とする螺旋管製管用スペーサ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、更生管等の螺旋管を製管する際に、先行の帯状部材と後続の帯状部材との間に介在されるスペーサ、およびこのスペーサを用いた螺旋管製管方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
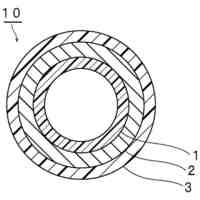
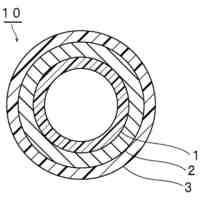
老朽化した下水道管等の既設管の内周面に沿って帯状部材(プロファイル)を螺旋状に巻回して更生管(螺旋管)を製管し、これによって、既設管を更生する方法は公知である。
【0003】
更生管の製管に際して帯状部材の長さが足りないときは帯状部材を継ぎ足す必要がある。特許文献1には、自走式製管機を用いた帯状部材の継ぎ足し工程が開示されている。簡単に説明すると、先行の帯状部材の終端と後続の帯状部材の始端との間にスペーサを設置し、後続の帯状部材を用いて製管を再開する。スペーサが無い場合、後続の帯状部材の始端が先行の帯状部材の終端に直接突き当っているため、後続の帯状部材の製管を開始した時に、製管機により後続の帯状部材が先行の帯状部材に向かって押し込まれると、突き合わせ部が耐えきれず、後続の帯状部材の始端が先行の帯状部材の終端に乗り上げたり、めくれたりすることがある。スペーサはこのような不都合を防止することができる。
【先行技術文献】
【特許文献】
【0004】
特開2023-47544号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
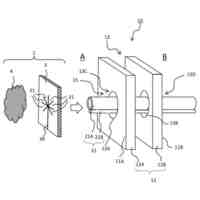
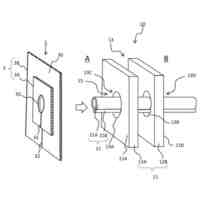
自走式の製管機は、製管途中の更生管の延伸方向の管端に位置する帯状部材に沿って螺旋の軌道を描いて自走する。この製管機は、帯状部材の縁部(更生管の延伸方向側の縁部)に形成されたガイド溝に製管機のガイド突起が係合することにより案内されるので、帯状部材から脱落することなく、安定して自走することができる。
後続の帯状部材をほぼ1周分(実際には1周分未満)製管すると、製管機のガイド突起は、スペーサに至る。ここで製管機のガイド突起を、先行の帯状部材の終端に位置するガイド溝から後続の帯状部材の始端に位置するガイド溝へと移す必要がある。
【0006】
特許文献1のスペーサは直方体形状のブロックであり、先行の帯状部材の終端と後続の帯状部材の始端との間が略塞がれているため、更生管の内周側から後続の帯状部材のガイド溝とガイド突起との係合を目視確認することができない。そのため、スペーサを取り外し、そのことによって形成された隙間から目視確認せざるを得ない。
上記のように、後続の帯状部材の1周足らずの製管後にスペーサを外して製管を再開すると、後続の帯状部材が螺旋の軌道に沿って先行の帯状部材の終端に向かって動き、後続の帯状部材の始端が先行の帯状部材の終端に突き当たることがあり、帯状部材の乗り上げ等が生じる可能性がある。
【0007】
他の課題として、スペーサは、先行の帯状部材の終端と後続の帯状部材の始端とに押圧力を持って挟まれているため、スペーサの取り外すのに大きな力を必要とし、手間がかかる。
【課題を解決するための手段】
【0008】
本発明は上述の課題を解決するためになされたものであり、自走式の製管機を用いて帯状部材を螺旋状に巻き、隣接する巻き部分の側縁同士を嵌合することにより螺旋管を延伸させながら製管し、前記製管機のガイド突起と前記帯状部材のガイド溝の係合による案内を伴って前記製管機を自走させる製管工程において、前記螺旋管の製管に供されていた先行の帯状部材の終端と後続の帯状部材の始端との間に介在されるスペーサであって、
前記螺旋管の内周側から前記先行の帯状部材の終端と前記後続の帯状部材の始端の前記ガイド溝及びこれらガイド溝間の間隙を目視可能な空洞を有することを特徴とする。
この構成によれば、スペーサを外さずことなく、製管機のガイド突起を、先行の帯状部材の終端のガイド溝から後続の帯状部材の始端のガイド溝へと、目視確認しながら正確に係合させることができる。
【0009】
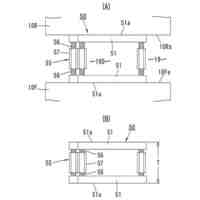
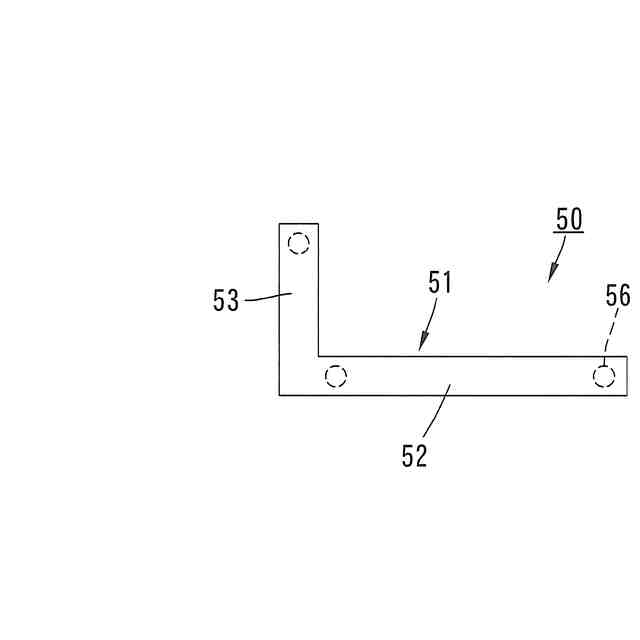
スペーサは、少なくとも1つの当接部を含み、前記少なくとも1つの当接部は前記帯状部材の帯幅方向に延びるとともに一対の当接面を有し、前記一対の当接面が、前記先行の帯状部材の終端と前記後続の帯状部材の始端にそれぞれ当接する。
【0010】
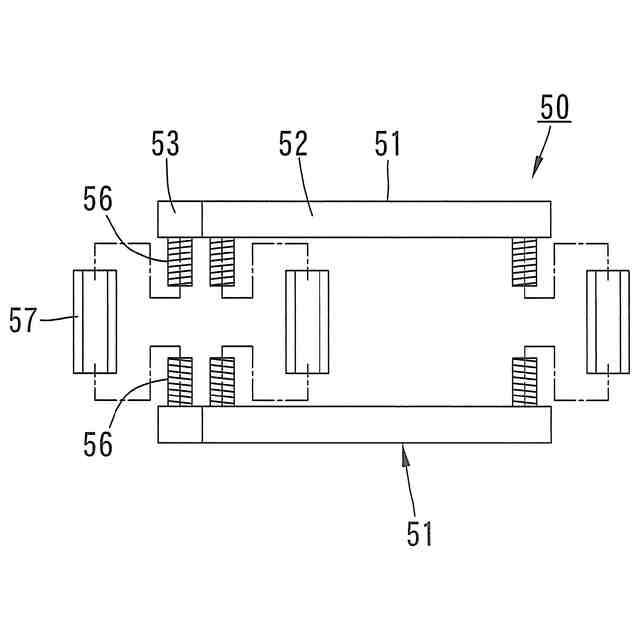
一実施形態では、前記少なくとも1つの当接部は、帯長方向に離れた一対の当接部からなり、前記一対の当接部が複数の連結部により連結されている。
この構成によれば、スペーサの目視確認用の空洞を広く形成することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
積水化学工業株式会社
継手
26日前
積水化学工業株式会社
多層管
28日前
積水化学工業株式会社
多層管
28日前
積水化学工業株式会社
複層管
3日前
積水化学工業株式会社
段ボール
11日前
積水化学工業株式会社
樹脂材料
1か月前
積水化学工業株式会社
集合継手
26日前
積水化学工業株式会社
集合継手
26日前
積水化学工業株式会社
製管装置
28日前
積水化学工業株式会社
樹脂材料
1か月前
積水化学工業株式会社
酸素発生剤
28日前
積水化学工業株式会社
管更生方法
1か月前
積水化学工業株式会社
配管システム
28日前
積水化学工業株式会社
ブロック部材
26日前
積水化学工業株式会社
雨水貯留装置
28日前
積水化学工業株式会社
遺伝子導入方法
4日前
積水化学工業株式会社
電波吸収シート
1か月前
積水化学工業株式会社
仮固定粘着テープ
26日前
積水化学工業株式会社
雨水排水システム
1か月前
積水化学工業株式会社
熱伝導性樹脂組成物
3日前
積水化学工業株式会社
連通隙間シール装置
27日前
積水化学工業株式会社
ジオポリマー組成物
17日前
積水化学工業株式会社
光学デバイス用シール剤
28日前
積水化学工業株式会社
複層管、および配管構造
26日前
積水化学工業株式会社
コンクリート構造物の補修方法
27日前
積水化学工業株式会社
発注支援システム、発注支援方法
1か月前
積水化学工業株式会社
区画貫通処理構造及び区画貫通処理材
4日前
積水化学工業株式会社
区画貫通処理構造及び区画貫通処理材
4日前
積水化学工業株式会社
区画貫通処理構造及び区画貫通処理材
4日前
積水化学工業株式会社
固定具、太陽光発電装置の固定構造。
27日前
積水化学工業株式会社
支持部材、蓄電設備及び蓄電設備付き建物
7日前
積水化学工業株式会社
樹脂組成物及び架橋ポリオレフィン成形体
26日前
積水化学工業株式会社
螺旋管製管用スペーサおよび螺旋管製管方法
17日前
積水化学工業株式会社
雨水排水継手、雨水排水システム、及び建物
1か月前
積水化学工業株式会社
更生管用組成物、更生管及び更生管の製造方法
1か月前
積水化学工業株式会社
樹脂管及びその製造方法並びに樹脂管の製造装置
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ