TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139083
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024037823
出願日
2024-03-12
発明の名称
化学機械研磨用保持具
出願人
富士紡ホールディングス株式会社
代理人
個人
主分類
B24B
37/30 20120101AFI20250918BHJP(研削;研磨)
要約
【課題】
難削材研磨のためのより過酷な研磨条件(強酸性スラリーや高研磨圧など)での研磨に用いることが出来る、すなわち耐薬品性と耐久性に優れ、枠材の剥離と欠けを抑制できる化学機械研磨用保持具を提供すること。
【解決手段】
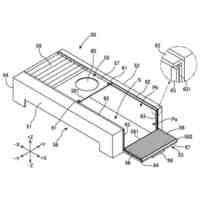
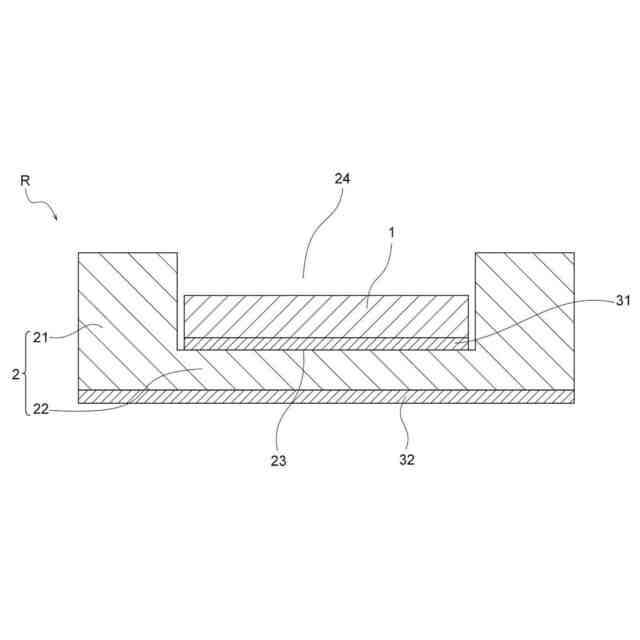
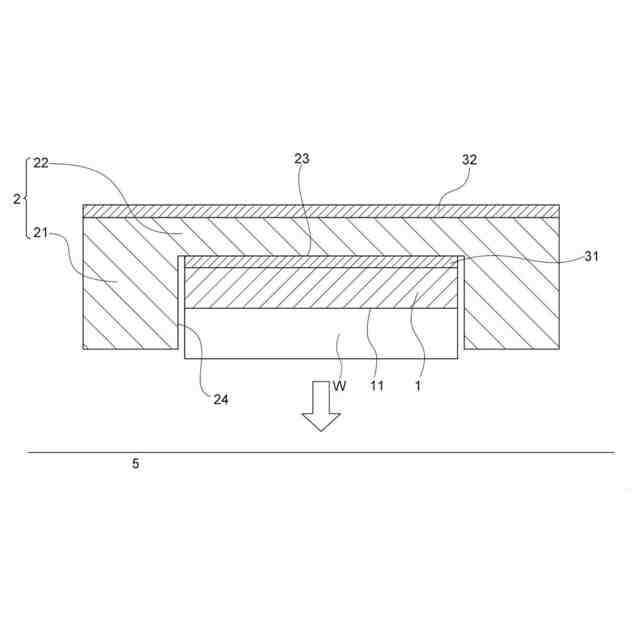
枠部と底部とを有する枠材の保持孔内に保持パッドを配する構成の保持具であって、一体型枠材部が所定の樹脂からなる保持具。
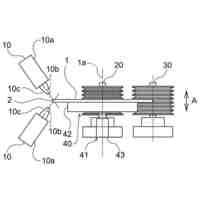
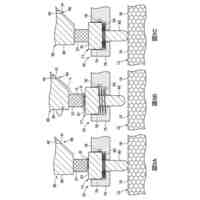
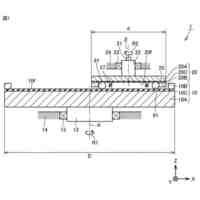
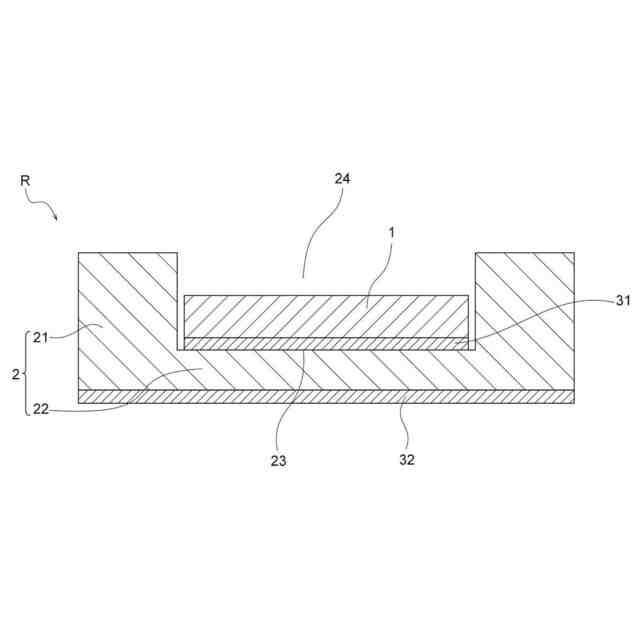
【選択図】図2
特許請求の範囲
【請求項1】
保持パッドと枠材とを有する化学機械研磨用保持具であって、
前記枠材は、繊維を実質的に含まず、実質的にポリエーテルイミド樹脂から構成され、
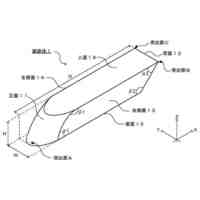
前記枠材は、被研磨物を収容する枠部と、前記保持パッドを固定する底面を有する底部とを有し、
前記枠材はつなぎ目のない一体構造である、保持具。
続きを表示(約 390 文字)
【請求項2】
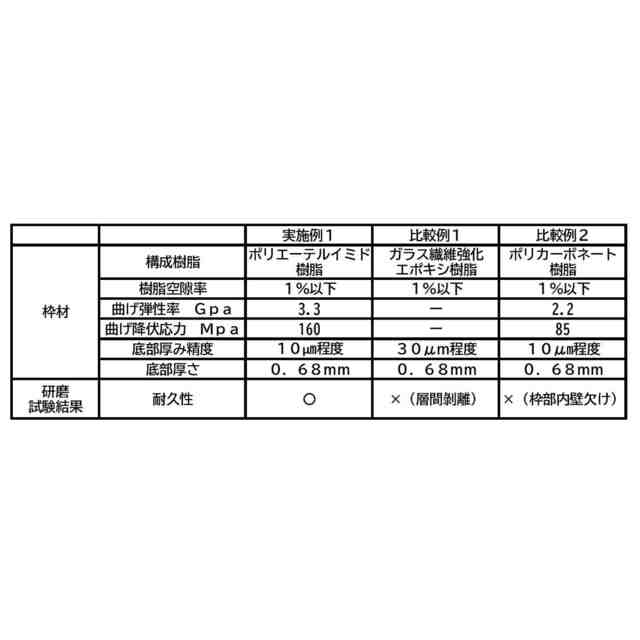
ISO178に基づいて測定した前記ポリエーテルイミド樹脂の曲げ弾性率は、2.5Gpa以上4.5Gpa以下である、請求項1に記載の保持具。
【請求項3】
ISO178に基づいて測定した前記ポリエーテルイミド樹脂の曲げ降伏応力は、100MPa以上250Mpa以下である、請求項1に記載の保持具。
【請求項4】
前記底部の厚み精度が40μm以下である、請求項1に記載の保持具。
【請求項5】
前記枠材を構成する樹脂の空隙率が1%以下である、請求項1に記載の保持具。
【請求項6】
前記枠材の前記底部の厚さが0.1mm以上3.0mm以下である、請求項1に記載の保持具。
【請求項7】
前記保持パッドの保持面が、前記保持パッドとは異なる材料で被覆されている、請求項1に記載の保持具。
発明の詳細な説明
【技術分野】
【0001】
本発明は半導体材料や光学材料、金属、セラミックなどの平坦化に用いる化学機械研磨(CMP)用保持具に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
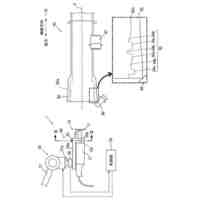
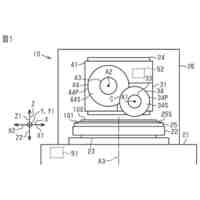
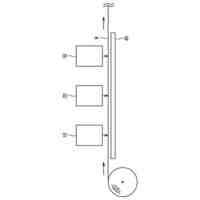
一般に、半導体デバイス、フラットパネルディスプレイ用ガラス基板等の材料(被研磨物)では、高精度な平坦性が要求されるため、研磨パッドを使用した研磨加工が行なわれている。特に近年では回路の微細化や精細化が進み、高度な平坦性の要求が高くなってきている。通常、これらの被研磨物の研磨加工には、被研磨物を片面ずつ研磨加工する片面研磨機が使用されている。この片面研磨機では、保持用定盤(上定盤)に保持された被研磨物が、研磨用定盤(下定盤)に装着された研磨パッドで研磨加工される。研磨加工時には、研磨粒子を含む研磨液が研磨パッドの研磨領域に供給される。
【0003】
片面研磨機を使用した研磨加工では、被研磨物に汚染や欠陥を引き起こすことなく被研磨物全体を確実に保持し、かつ高い面内均一性を確保するために、保持用定盤に軟質クロス等の保持シートが装着される。この保持シートによる被研磨物の保持性が不十分なときは、研磨加工中に被研磨物の横ずれや脱落を生じ、被研磨物を平坦に研磨加工することが難しくなる。
【0004】
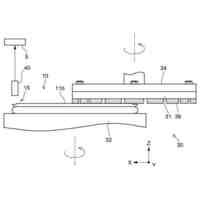
この横ずれや脱落を抑制するため、被研磨物を挿入可能な貫通穴が形成された枠材が保持シート上に貼付けられた保持具が用いられている。被研磨物は、保持用定盤に装着した保持具に保持されて研磨加工され、研磨加工後に保持具から取外される(特許文献1)。
【0005】
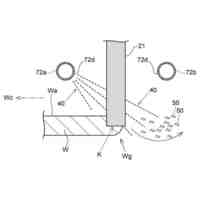
近年では、研磨効率向上やGaNやSiCなどの難削材研磨のため、より過酷な研磨条件(強酸性スラリーや高研磨圧など)での研磨の需要が増えている。この時、枠材を固定する接着剤がスラリー(研磨液)により劣化し、保持孔内の被研磨物による水平方向からの衝撃により枠材が剥離することがある。
【0006】
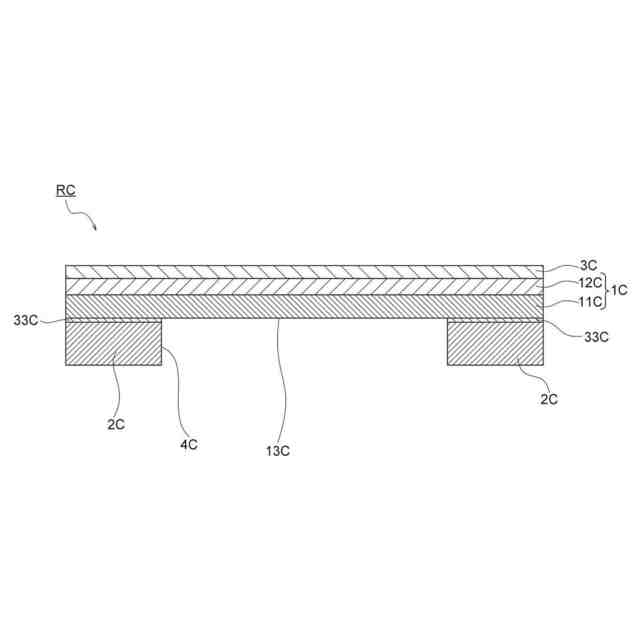
特許文献2には、ウェハホルダ内にポリマーフィルムを接着剤を介して固定した保持具が開示されている。さらに、ウェハホルダは底部と枠部とが単一の部品であって、熱硬化性/熱可塑性材料から構成される態様が開示されている。枠部と底部とが一つながりとなった枠材の保持孔内に保持パッドを配した保持具とすることで、保持孔内で被研磨物が水平方向から衝撃しても、枠材を固定する接着剤(接着部)がそもそも存在しないことから、枠材剥離は抑制される。
【0007】
しかし、枠材の材料に、従来もっぱら使用されているガラス繊維強化エポキシ樹脂(ガラエポ)を採用すると、ガラエポ自体が層間剥離することがある。ガラエポは通常、薄板を積層させてなるため、過酷な研磨条件下では被研磨物との衝撃に耐えられない場合がある。
【先行技術文献】
【特許文献】
【0008】
特開2017-177266
特開2018-144222
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記の問題点に鑑みてなされたものであり、難削材研磨のためのより過酷な研磨条件(強酸性スラリーや高研磨圧など)での研磨に用いることが出来る、すなわち耐薬品性と耐久性に優れ、枠材の剥離と欠けを抑制できる化学機械研磨用保持具を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題に鑑み、鋭意研究したところ、特定の構成の枠材を有する化学機械研磨用保持具が耐薬品性と耐久性に優れ、枠材の剥離と欠けを抑制できることを見出し、本発明に到達した。
すなわち、本発明は以下を包含する。
[1] 保持パッドと枠材とを有する化学機械研磨用保持具であって、
前記枠材は、繊維を実質的に含まず、実質的にポリエーテルイミド樹脂から構成され、
前記枠材は、被研磨物を収容する枠部と、前記保持パッドを固定する底面を有する底部とを有し、
前記枠材はつなぎ目のない一体構造である、保持具。
[2] ISO178に基づいて測定した前記ポリエーテルイミド樹脂の曲げ弾性率は、2.5Gpa以上4.5Gpa以下である、[1]に記載の保持具。
[3] ISO178に基づいて測定した前記ポリエーテルイミド樹脂の曲げ降伏応力は、100MPa以上250Mpa以下である、[1]に記載の保持具。
[4] 前記底部の厚み精度が40μm以下である、[1]に記載の保持具。
[5] 前記枠材を構成する樹脂の空隙率が1%以下である、[1]に記載の保持具。
[6] 前記枠材の前記底部の厚さが0.1mm以上3.0mm以下である、[1]に記載の保持具。
[7] 前記保持パッドの保持面が、前記保持パッドとは異なる材料で被覆されている、[1]に記載の保持具。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
2か月前
個人
研磨体
3か月前
個人
バレル研磨用メディア材
5か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
10日前
株式会社リブラ
ブラスト加工装置
5か月前
シンクス株式会社
ボード切断装置
4か月前
株式会社ニッチュー
ブラスト装置
2か月前
不二空機株式会社
可搬型動力工具
3か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
株式会社ディスコ
砥石
3か月前
秀和工業株式会社
処理装置および処理方法
12日前
トヨタ自動車株式会社
回転砥石の製造方法
1か月前
トヨタ自動車株式会社
バリ取り装置
6か月前
キヤノン電子株式会社
加工工具、及び、加工装置
6か月前
オークマ株式会社
円筒研削盤
3か月前
株式会社精工技研
研磨装置および研磨方法
5か月前
株式会社東京精密
研削装置
27日前
株式会社アイドゥス企画
受動変形内面研磨ホイール
1か月前
株式会社ディスコ
加工方法、及び、切削装置
5か月前
嘉澤端子工業股分有限公司
グラインダー
4か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社東京精密
ワーク加工装置
4か月前
株式会社東京精密
ワーク加工装置
4か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
4か月前
旭化成株式会社
研磨パッド
1か月前
株式会社ディスコ
加工装置
19日前
NTN株式会社
加工装置
6か月前
日本特殊研砥株式会社
超弾性砥石
5か月前
Mipox株式会社
研磨部材の製造方法
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社ディスコ
加工方法
3か月前
中村留精密工業株式会社
レンズ保持装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ