TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025141650
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024041674
出願日
2024-03-15
発明の名称
接合体および接合方法
出願人
日本発條株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B23K
26/32 20140101AFI20250919BHJP(工作機械;他に分類されない金属加工)
要約
【課題】接合部分が高強度に接合されている接合体および接合方法を提供すること。
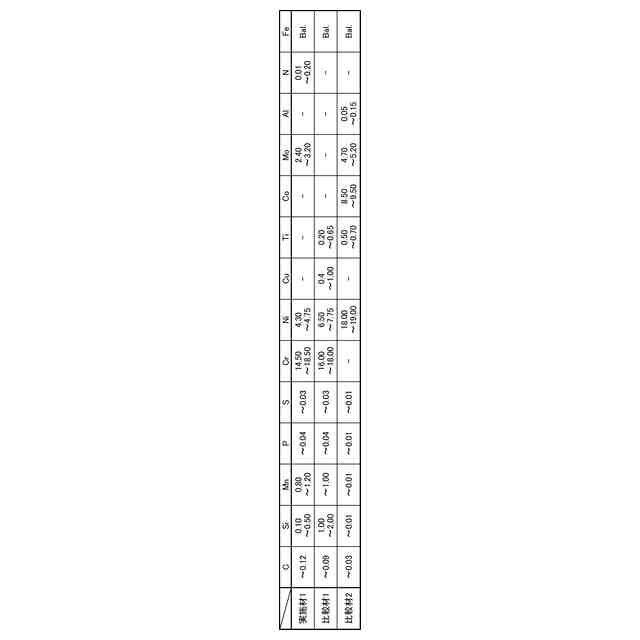
【解決手段】本発明に係る接合体は、複数の部材の積層部分を接合してなる接合体であって、複数の部材は、0.12wt%以下の炭素(C)、0.10以上0.50wt%以下のケイ素(Si)、0.80以上1.20wt%以下のマンガン(Mn)、0.04wt%以下のリン(P)、0.03wt%以下の硫黄(S)、14.50以上18.50wt%以下のクロム(Cr)、4.30以上4.70wt%以下のニッケル(Ni)、2.40以上3.20wt%以下のモリブデン(Mo)、0.01以上0.20wt%以下の窒素(N)、残部が鉄および不可避不純物からなる組成の材料からなり、溶接部は、溶融凝固部と、熱影響部と、を有し、熱影響部の幅のうちの少なくとも一方が0.10mm以下であり、母材部の硬さに対する溶融凝固部の硬さの比が75%以上である。
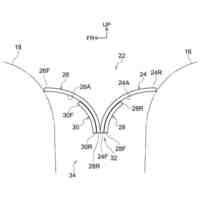
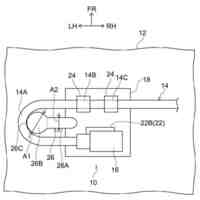
【選択図】図1
特許請求の範囲
【請求項1】
複数の部材の積層部分を接合してなる接合体であって、
前記複数の部材を溶接することによって形成され、該部材同士を接合する溶接部、
を有し、
前記複数の部材は、0.12wt%以下の炭素(C)、0.10以上0.50wt%以下のケイ素(Si)、0.80以上1.20wt%以下のマンガン(Mn)、0.04wt%以下のリン(P)、0.03wt%以下の硫黄(S)、14.50以上18.50wt%以下のクロム(Cr)、4.30以上4.70wt%以下のニッケル(Ni)、2.40以上3.20wt%以下のモリブデン(Mo)、0.01以上0.20wt%以下の窒素(N)、残部が鉄および不可避不純物からなる組成の材料からなり、
前記溶接部は、
前記材料が溶融凝固してなる溶融凝固部と、
前記溶融凝固部の周囲に形成される熱影響部と、
を有し、
前記熱影響部の幅であって、積層方向と直交する方向の幅であって、前記溶融凝固部を介して互いに反対側に位置する熱影響部のうちの少なくとも一方の幅の最大値が、0.10mm以下であり、
前記溶接部が形成されていない母材部の硬さに対する前記溶融凝固部の硬さの比が75%以上である、
ことを特徴とする接合体。
続きを表示(約 430 文字)
【請求項2】
前記母材部の硬さに対する前記熱影響部の下限硬さの比が65%以上である、
ことを特徴とする請求項1に記載の接合体。
【請求項3】
0.12wt%以下の炭素(C)、0.10以上0.50wt%以下のケイ素(Si)、0.80以上1.20wt%以下のマンガン(Mn)、0.04wt%以下のリン(P)、0.03wt%以下の硫黄(S)、14.50以上18.50wt%以下のクロム(Cr)、4.30以上4.70wt%以下のニッケル(Ni)、2.40以上3.20wt%以下のモリブデン(Mo)、0.01以上0.20wt%以下の窒素(N)、残部が鉄および不可避不純物からなる組成の材料からなる複数の部材の一部を重ね、
前記複数の部材同士が重なっている部分に対し、1パルスあたりのパルス幅がナノ秒単位であるナノ秒パルスレーザ溶接によってレーザ光を照射して前記複数の部材同士を接合する溶接部を形成する、
ことを特徴とする接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合体および接合方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
第1の被押圧体と第2の被押圧体との間に設置され、その一方または双方を加圧する押圧ばねが知られている(例えば、特許文献1を参照)。この押圧ばねは、例えば、複数の板ばねを重ね、一部を接合することによって作製される接合体である。例えば、押圧ばねは、板ばねの長手方向の両端側を溶接することによって複数の板ばね同士が接合される。
【先行技術文献】
【特許文献】
【0003】
特許第7345699号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、溶接によって接合した溶接部分の硬さは、溶接による熱の影響を受けていない部分(母材部)の硬さよりも低下する。この硬さの低下によって、接合体の強度が低下するという問題があった。
【0005】
本発明は、上記に鑑みてなされたものであって、接合部分が高強度に接合されている接合体および接合方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明にかかる接合体は、複数の部材の積層部分を接合してなる接合体であって、前記複数の部材を溶接することによって形成され、該部材同士を接合する溶接部、を有し、前記複数の部材は、0.12wt%以下の炭素(C)、0.10以上0.50wt%以下のケイ素(Si)、0.80以上1.20wt%以下のマンガン(Mn)、0.04wt%以下のリン(P)、0.03wt%以下の硫黄(S)、14.50以上18.50wt%以下のクロム(Cr)、4.30以上4.70wt%以下のニッケル(Ni)、2.40以上3.20wt%以下のモリブデン(Mo)、0.01以上0.20wt%以下の窒素(N)、残部が鉄および不可避不純物からなる組成の材料からなり、前記溶接部は、前記材料が溶融凝固してなる溶融凝固部と、前記溶融凝固部の周囲に形成される熱影響部と、を有し、前記熱影響部の幅であって、積層方向と直交する方向の幅であって、前記溶融凝固部を介して互いに反対側に位置する熱影響部のうちの少なくとも一方の幅の最大値が、0.10mm以下であり、前記溶接部が形成されていない母材部の硬さに対する前記溶融凝固部の硬さの比が75%以上である、ことを特徴とする。
【0007】
また、本発明に係る接合体は、上記発明において、前記母材部の硬さに対する前記熱影響部の下限硬さの比が65%以上である、ことを特徴とする。
【0008】
また、本発明に係る接合方法は、0.12wt%以下の炭素(C)、0.10以上0.50wt%以下のケイ素(Si)、0.80以上1.20wt%以下のマンガン(Mn)、0.04wt%以下のリン(P)、0.03wt%以下の硫黄(S)、14.50以上18.50wt%以下のクロム(Cr)、4.30以上4.70wt%以下のニッケル(Ni)、2.40以上3.20wt%以下のモリブデン(Mo)、0.01以上0.20wt%以下の窒素(N)、残部が鉄および不可避不純物からなる組成の材料からなる複数の部材の一部を重ね、前記複数の部材同士が重なっている部分に対し、1パルスあたりのパルス幅がナノ秒単位であるナノ秒パルスレーザ溶接によってレーザ光を照射して前記複数の部材同士を接合する溶接部を形成する、ことを特徴とする。
【発明の効果】
【0009】
本発明によれば、接合部分が高強度に接合されている接合体を得ることができるという効果を奏する。
【図面の簡単な説明】
【0010】
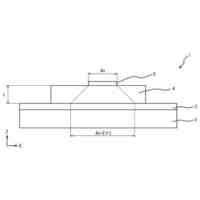
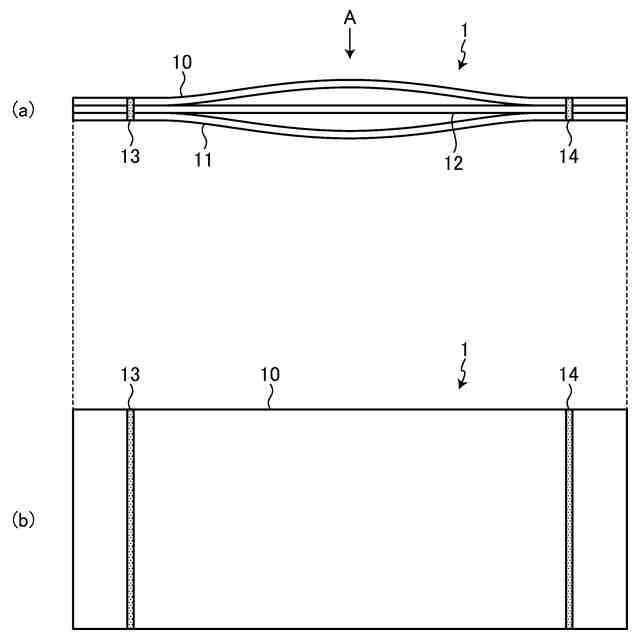
図1は、本発明の一実施の形態にかかる接合体の構成を示す平面図である。
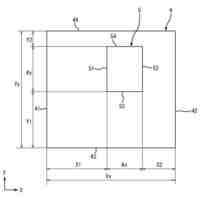
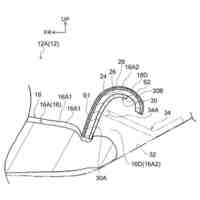
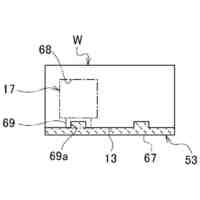
図2は、パルスレーザ溶接によって形成される溶接表面ビードの形成態様について説明する図である。
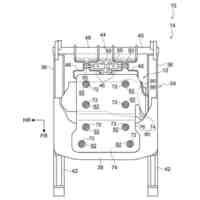
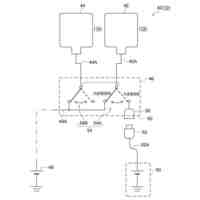
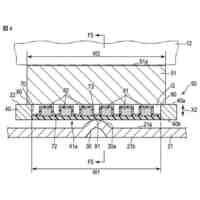
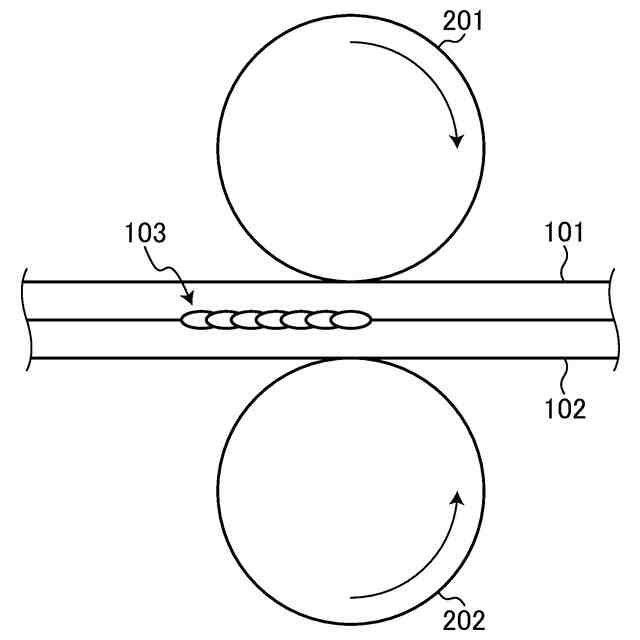
図3は、シーム溶接について説明する図である。
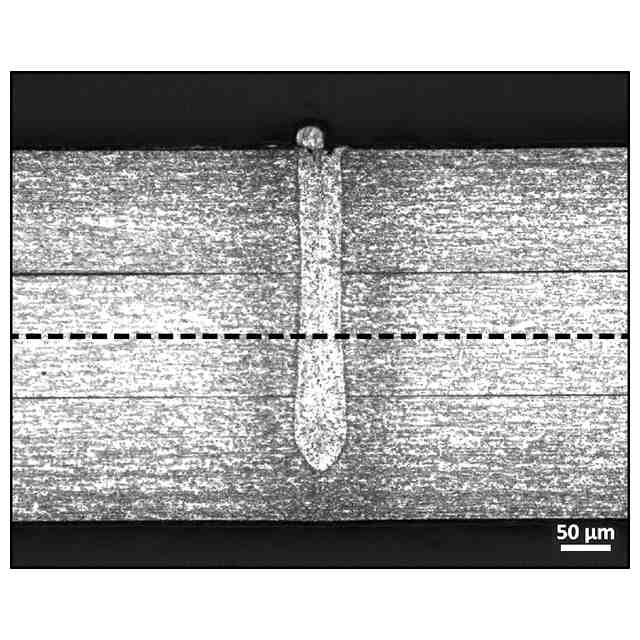
図4は、本発明の実施例1にかかる接合体の接合部の断面を示す光学顕微鏡画像を示す図である。
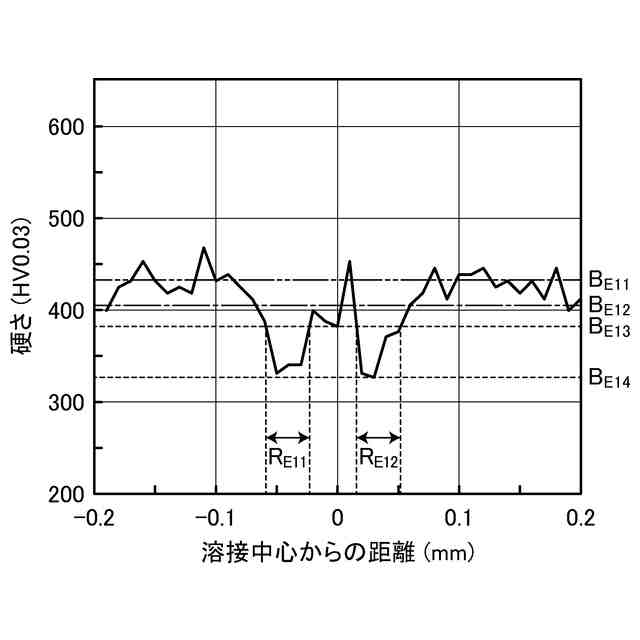
図5は、図4に示す光学顕微鏡画像における破線部の硬さを示す図である。
図6は、本発明の実施例2にかかる接合体の接合部の断面を示す光学顕微鏡画像を示す図である。
図7は、図6に示す光学顕微鏡画像における破線部の硬さを示す図である。
図8は、本発明の比較例1にかかる接合体の接合部の断面を示す光学顕微鏡画像を示す図である。
図9は、図8に示す光学顕微鏡画像における破線部の硬さを示す図である。
図10は、本発明の比較例2にかかる接合体の接合部の断面を示す光学顕微鏡画像を示す図である。
図11は、図10に示す光学顕微鏡画像における破線部の硬さを示す図である。
図12は、本発明の比較例4にかかる接合体の接合部の断面を示す光学顕微鏡画像を示す図である。
図13は、図12に示す光学顕微鏡画像における破線部の硬さを示す図である。
図14は、本発明の比較例5にかかる接合体の接合部の断面を示す光学顕微鏡画像を示す図である。
図15は、図14に示す光学顕微鏡画像における破線部の硬さを示す図である。
図16は、本発明の比較例6にかかる接合体の接合部の断面を示す光学顕微鏡画像を示す図である。
図17は、図16に示す光学顕微鏡画像における破線部の硬さを示す図である。
図18は、本発明の比較例7にかかる接合体の接合部の断面を示す光学顕微鏡画像を示す図である。
図19は、図18に示す光学顕微鏡画像における破線部の硬さを示す図である。
図20は、引張試験で用いた実施例1、2にかかる試験片について説明する図である。
図21は、引張試験で用いた母材の試験片について説明する図である。
図22は、引張試験で用いた比較例2にかかる試験片について説明する図である。
図23は、引張試験で用いた比較例3にかかる試験片について説明する図である。
図24は、実施例1、2および母材の引張試験結果を示す図である。
図25は、比較例2、3および母材の引張試験結果を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本発條株式会社
積層体
今日
日本発條株式会社
積層体
今日
日本発條株式会社
駐車装置
26日前
日本発條株式会社
駐車装置
1か月前
日本発條株式会社
空調シート
20日前
日本発條株式会社
放熱構造体
11日前
日本発條株式会社
ヒータ装置
今日
日本発條株式会社
車両用シート
19日前
日本発條株式会社
車両用シート
10日前
日本発條株式会社
車両用シート
19日前
日本発條株式会社
車両用シート
10日前
日本発條株式会社
車両用シート
10日前
日本発條株式会社
車両用シート
19日前
日本発條株式会社
車両用シート
20日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
26日前
日本発條株式会社
クリップ部材
4日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
駐車システム
28日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
シート空調装置
1か月前
日本発條株式会社
車両用支持装置
今日
日本発條株式会社
アームレスト装置
1か月前
日本発條株式会社
アームレスト装置
1か月前
日本発條株式会社
車両用リアシート
今日
日本発條株式会社
車両用リアシート
今日
日本発條株式会社
インサート成形部品
4日前
日本発條株式会社
接合体および接合方法
今日
日本発條株式会社
搬送装置及び搬送システム
1か月前
日本発條株式会社
アームレスト回転制動構造
20日前
日本発條株式会社
シート用サスペンション装置
26日前
日本発條株式会社
固定子鉄心片の打ち抜き方法
4日前
日本発條株式会社
ディスク装置用サスペンション
1か月前
日本発條株式会社
アームレスト及び車両用シート
今日
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ