TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143067
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2024042784
出願日
2024-03-18
発明の名称
繊維束の合流方法及び繊維束合流装置
出願人
村田機械株式会社
代理人
弁理士法人ATEN
主分類
B29C
70/32 20060101AFI20250924BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】リボン状の複数本の繊維束をねじってから合流させる場合に、安定して合流させる。
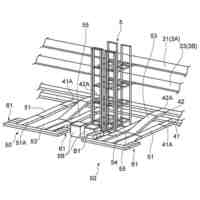
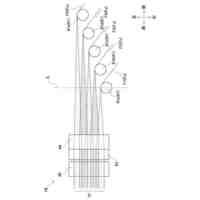
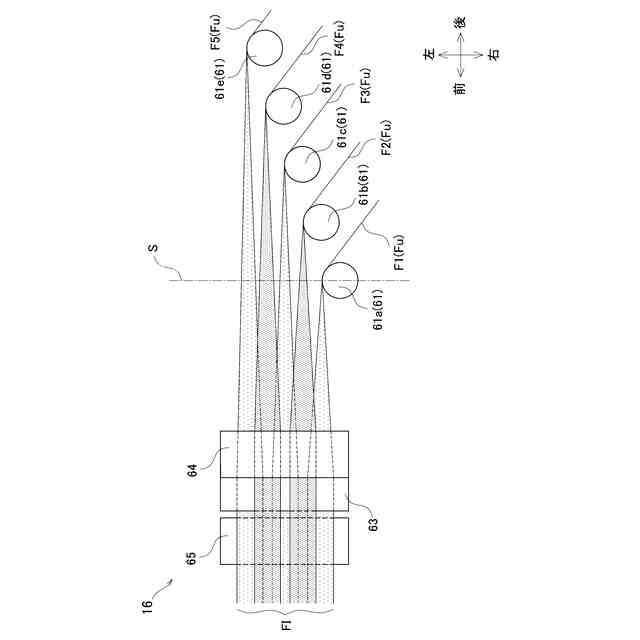
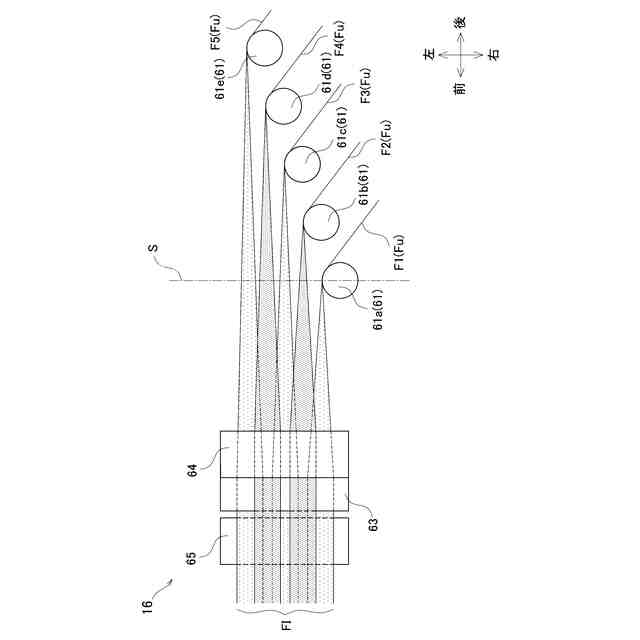
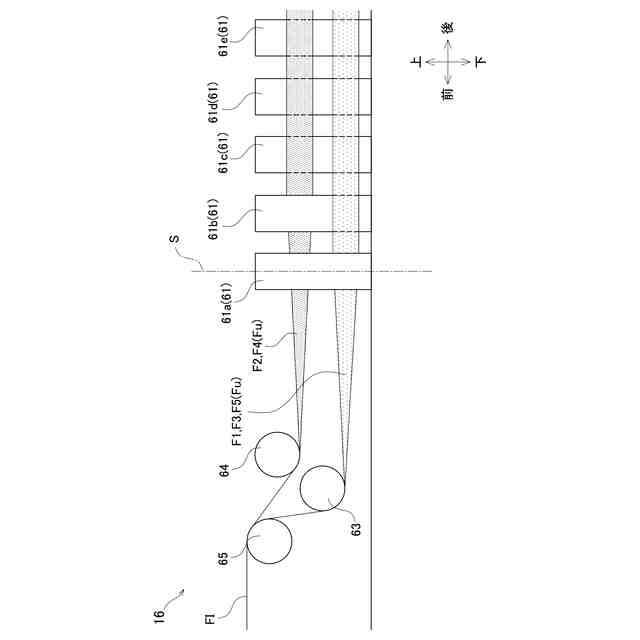
【解決手段】回転軸が上下方向に沿って延びる複数のガイドローラ61に複数本の単位繊維束Fu(繊維束F1~F5)をそれぞれ配置する工程と、走行方向において複数のガイドローラ61よりも下流側に配置されており、且つ、回転軸が左右方向に沿って延びる第1配列ローラ63に、繊維束F1、F3、F5を左右方向に間隔Dを空けて並べる工程と、走行方向において第1配列ローラ63よりも下流側に配置されており、且つ、回転軸が左右方向に沿って延びる合流ローラ65に、繊維束F1、F3、F5を間隔Dを維持した状態で並べる工程と、合流ローラ65において間隔Dを埋めるように、繊維束F2、F4を合流ローラ65に配置する工程と、を備える。
【選択図】図5
特許請求の範囲
【請求項1】
走行するリボン状の複数本の繊維束を第1方向に並べて合流させる合流方法であって、
回転軸が前記第1方向に平行な所定の仮想平面と平行であり且つ前記第1方向と交わる方向に延びる複数のガイドローラに前記複数本の繊維束をそれぞれ配置する工程と、
前記複数本の繊維束の走行方向において前記複数のガイドローラよりも下流側に配置されており、且つ、回転軸が前記第1方向に沿って延びる第1配列ローラに、前記複数本の繊維束のうちの少なくとも2本の繊維束である複数本の第1繊維束を前記第1方向に間隔を空けて並べる工程と、
前記走行方向において前記第1配列ローラよりも下流側に配置されており、且つ、回転軸が前記第1方向に沿って延びる合流ローラに、前記複数本の第1繊維束を前記間隔を維持した状態で並べる工程と、
前記合流ローラにおいて前記間隔を埋めるように、前記複数本の第1繊維束を除く繊維束に属する少なくとも1本の第2繊維束を前記合流ローラに配置する工程と、を備えた繊維束の合流方法。
続きを表示(約 1,100 文字)
【請求項2】
各前記間隔は、1本の前記第2繊維束によって埋められ、
前記間隔は、当該間隔を埋める前記第2繊維束の幅よりも狭い請求項1に記載の繊維束の合流方法。
【請求項3】
前記第2繊維束は、前記合流ローラにおいて前記第1繊維束の上に配置される請求項1に記載の繊維束の合流方法。
【請求項4】
合流したときに前記複数本の繊維束の配列方向の両端にそれぞれ位置する繊維束は、いずれも前記第1繊維束である請求項1に記載の繊維束の合流方法。
【請求項5】
前記少なくとも1本の第2繊維束は複数本であり、
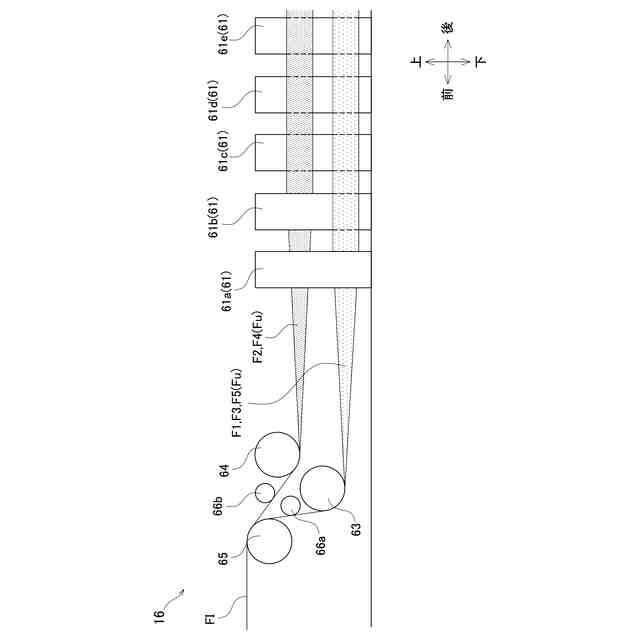
前記走行方向において前記複数のガイドローラと前記合流ローラとの間に配置されており、且つ、回転軸が前記第1方向に延びる第2配列ローラに、前記複数本の第2繊維束を前記第1方向に間隔を空けて並べる工程を備えている請求項1に記載の繊維束の合流方法。
【請求項6】
前記複数のガイドローラと前記合流ローラとの間に配置されており前記繊維束を拡幅可能な拡幅機構により、前記複数本の第1繊維束及び前記少なくとも1本の第2繊維束の少なくとも一方を拡幅する工程を備えている請求項1~5のいずれか1項に記載の繊維束の合流方法。
【請求項7】
走行するリボン状の複数本の繊維束を第1方向に並べて合流させる繊維束合流装置であって、
回転軸が前記第1方向に平行な所定の仮想平面と平行であり且つ前記第1方向と交わる方向に延びており、前記複数本の繊維束をそれぞれガイド可能な複数のガイドローラと、
前記複数本の繊維束の走行方向において前記複数のガイドローラよりも下流側に配置されており、且つ、回転軸が前記第1方向に延びる第1配列ローラと、
前記走行方向において前記複数のガイドローラよりも下流側に配置されており、且つ、回転軸が前記第1方向に延びる第2配列ローラと、
前記走行方向において前記第1配列ローラ及び第2配列ローラよりも下流側に配置されており、且つ、回転軸が前記第1方向に延びる合流ローラと、を備えており、
前記第1配列ローラは、前記複数本の繊維束のうちの少なくとも2本の繊維束である複数本の第1繊維束が前記第1方向に間隔を空けて並べられ、
前記第2配列ローラは、前記複数本の第1繊維束を除く繊維束に属する複数本の第2繊維束が前記第2方向に間隔を空けて並べられ、
前記合流ローラは、前記第1配列ローラから送られた前記複数本の第1繊維束が前記間隔を維持した状態で並べられ、且つ、前記第2配列ローラから送られた前記複数本の第2繊維束が前記間隔を埋めるように配置される繊維束合流装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、リボン状の複数本の繊維束の合流方法及び繊維束合流装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
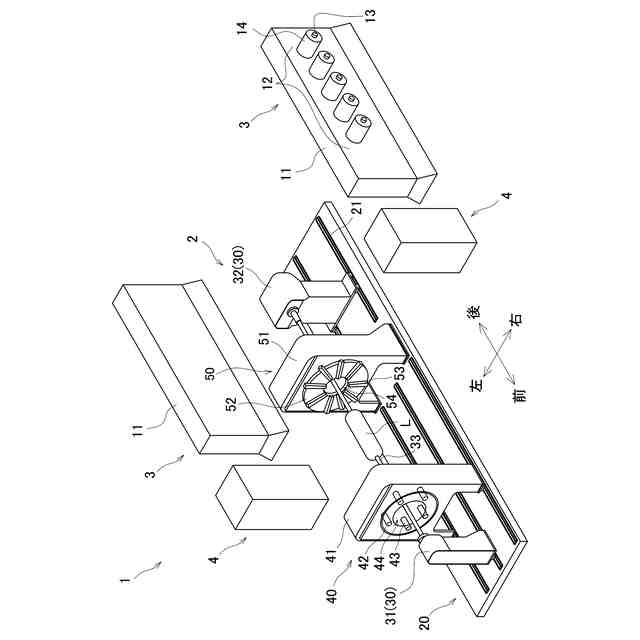
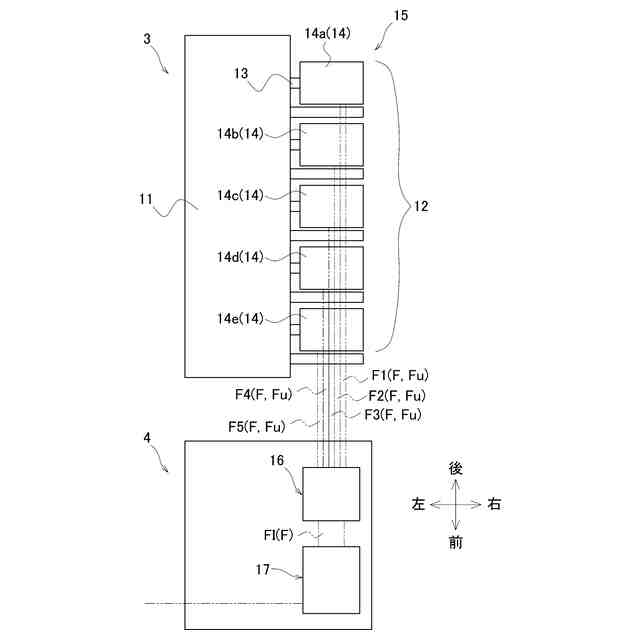
特許文献1には、リボン状の複数本の繊維束をライナーに同時に巻き付けるフィラメントワインディング装置が開示されている。かかるフィラメントワインディング装置においては、複数のボビンから解舒された複数本の繊維束を並べた状態で、ライナーまで搬送する。
【先行技術文献】
【特許文献】
【0003】
特開2021-084355号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
リボン状の複数本の繊維束を並べるにあたっては、隣り合う繊維束間にすき間が形成されないようにしつつ複数本の繊維束が並ぶように、複数本の繊維束を合流させる。ここで、各繊維束が、回転軸が互いに異なる方向に延びる2つのローラ間でねじられている場合について考える。ねじられている複数の繊維束を一斉に合流させると、複数本の繊維束の配列状態をコントロールすることが難しい。その結果、隣り合う繊維束同士の重なり量にばらつきが生じる。よって、合流後の複数本の繊維束の全体の幅が不均一となったり、隣り合う繊維束間にすき間が形成される糸割れが発生したりする。
【0005】
本発明の目的は、リボン状の複数本の繊維束をねじってから合流させる場合に、安定して合流させることができる合流方法及び繊維束合流装置を提供することである。
【課題を解決するための手段】
【0006】
第1の発明の繊維束の合流方法は、走行するリボン状の複数本の繊維束を第1方向に並べて合流させる合流方法であって、回転軸が前記第1方向に平行な所定の仮想平面と平行であり且つ前記第1方向と交わる方向に延びる複数のガイドローラに前記複数本の繊維束をそれぞれ配置する工程と、前記複数本の繊維束の走行方向において前記複数のガイドローラよりも下流側に配置されており、且つ、回転軸が前記第1方向に沿って延びる第1配列ローラに、前記複数本の繊維束のうちの少なくとも2本の繊維束である複数本の第1繊維束を前記第1方向に間隔を空けて並べる工程と、前記走行方向において前記第1配列ローラよりも下流側に配置されており、且つ、回転軸が前記第1方向に沿って延びる合流ローラに、前記複数本の第1繊維束を前記間隔を維持した状態で並べる工程と、前記合流ローラにおいて前記間隔を埋めるように、前記複数本の第1繊維束を除く繊維束に属する少なくとも1本の第2繊維束を前記合流ローラに配置する工程と、を備える。
【0007】
本発明では、回転軸が第1方向と交わる方向に延びるガイドローラと、回転軸が第1方向に沿って延びる合流ローラとの間で、各繊維束はねじられる。複数の第1繊維束は、合流ローラに並べられる前に第1配列ローラに並べられる。複数本の第1繊維束は、第1配列ローラに並べられることで幅方向の向きが第1方向に揃った状態となる。このとき、複数本の第1繊維束は間隔を空けて並べられるので隣り合う第1繊維束同士が干渉することなく、複数本の第1繊維束の間隔にばらつきが生じにくい。その後、合流ローラにおいて複数本の第1繊維束と少なくとも1本の第2繊維束とを合流させることで、複数本の繊維束を一斉に合流させる場合に比べて、複数本の繊維束の配列状態を容易にコントロールできる。したがって、リボン状の複数本の繊維束をねじってから合流させる場合に、安定して合流させることができる。
【0008】
第2の発明の繊維束の合流方法では、第1の発明において、各前記間隔は、1本の前記第2繊維束によって埋められ、前記間隔は、当該間隔を埋める前記第2繊維束の幅よりも狭い。
【0009】
本発明では、第1繊維束と第2繊維束とが重なるように合流させることができるので、糸割れが生じにくい。
【0010】
第3の発明の繊維束の合流方法では、第1又は第2の発明において、前記第2繊維束は、前記合流ローラにおいて前記第1繊維束の上に配置される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
村田機械株式会社
紡績機
11日前
村田機械株式会社
自動倉庫
9日前
村田機械株式会社
自動倉庫
15日前
村田機械株式会社
天井搬送車
29日前
村田機械株式会社
搬送システム
29日前
村田機械株式会社
搬送車システム
9日前
村田機械株式会社
走行車システム
9日前
村田機械株式会社
ピッキングシステム
1か月前
村田機械株式会社
繊維束の合流方法及び繊維束合流装置
17日前
住友理工株式会社
制振ストッパー及び自動倉庫のラック
1か月前
個人
気泡緩衝材減容装置
24日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
CKD株式会社
型用台車
10か月前
シーメット株式会社
光造形装置
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
7か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社FTS
ロッド
8か月前
日機装株式会社
加圧システム
5か月前
株式会社カワタ
計量混合装置
4か月前
個人
樹脂可塑化方法及び装置
9か月前
東レ株式会社
フィルムの製造方法。
2か月前
東レ株式会社
複合成形体の製造方法
4日前
株式会社漆原
シートの成形方法
4か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社FTS
成形装置
9か月前
株式会社シロハチ
真空チャンバ
11か月前
トヨタ自動車株式会社
射出装置
7か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社リコー
画像形成システム
10か月前
東レ株式会社
炭素繊維シートの製造方法
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
4か月前
株式会社コスメック
射出成形装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ