TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143283
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2025094523,2023553996
出願日
2025-06-06,2022-02-23
発明の名称
タイムベースの一連の画像を使用したCMP構成要素の動作不良の検出
出願人
アプライド マテリアルズ インコーポレイテッド
,
APPLIED MATERIALS,INCORPORATED
代理人
園田・小林弁理士法人
主分類
B24B
37/005 20120101AFI20250924BHJP(研削;研磨)
要約
【課題】CMP構成要素の動作不良を検出することができる研磨システムを提供する。
【解決手段】研磨システムの動作をモニタすることが、研磨システムのテスト動作中に動作を実行する研磨システムの構成要素のタイムベースの一連の基準画像を取得することと、基板の研磨中に動作を実行する同等の研磨システムの同等の構成要素のタイムベースの一連のモニタリング画像を、をカメラから受信することと、画像処理アルゴリズムを使用してタイムベースの一連のモニタリング画像とタイムベースの一連の基準画像とを比較することによってタイムベースの一連のモニタリング画像の差分値を決定することと、差分値が閾値を超えるかどうかを決定することと、差分値は閾値を超えていると決定することに応答して、動作不良を示すこととを含む。
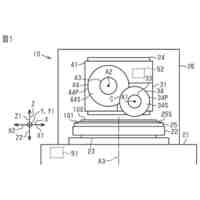
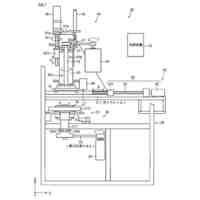
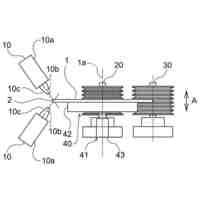
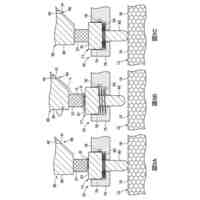
【選択図】図3
特許請求の範囲
【請求項1】
研磨パッドを支えるためのプラテンと、
前記研磨パッドに対して基板を保持するキャリアヘッドと、
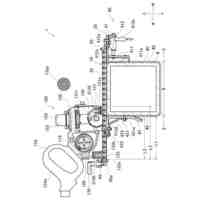
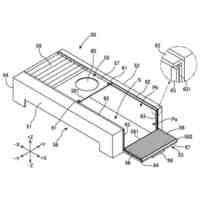
前記プラテン、前記キャリアヘッド、コンディショナアーム、加熱システムまたは冷却システムのアーム、リンスシステムのアーム、ワイパブレード、ロードカップ、またはロボットアームを含む構成要素のグループから選択される構成要素と、
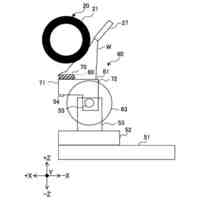
前記構成要素のタイムベースの一連のモニタリング画像を取り込むように配置されたカメラと、
テスト動作中に動作を実行する同等の研磨システムの同等の構成要素のタイムベースの一連の基準画像を取得し、
基板の研磨中に前記構成要素の前記タイムベースの一連のモニタリング画像を前記カメラから受信し、
画像処理アルゴリズムを使用して前記タイムベースの一連の基準画像を前記タイムベースの一連のモニタリング画像と比較することによって前記タイムベースの一連のモニタリング画像の差分値を決定し、
前記差分値が閾値を超えるかどうかを決定することによって動作不良として予期される動作経路からの前記構成要素の逸脱、流体ディスペンサからの流体のオーバースプレーを検出し、および
前記差分値は前記閾値を超えていると決定することに応答して、前記動作不良を表示すること
を行うように構成されたコントローラと
を備える、研磨システム。
続きを表示(約 2,500 文字)
【請求項2】
前記コントローラが、前記差分値が前記閾値を超えていると決定することに応答して、前記差分値を減らすための動作を実行する前記構成要素を調整するための補正動作を生成するように構成される、請求項1に記載のシステム。
【請求項3】
ディスプレイをさらに備え、前記コントローラは、前記ディスプレイ上でユーザ提示を生成するように構成され、前記ユーザ提示は、前記タイムベースの一連のモニタリング画像と、前記タイムベースの一連のモニタリング画像のそれぞれの特性をそれぞれ表す1つまたは複数のオーバーレイとを備える、請求項1に記載のシステム。
【請求項4】
研磨システムのテスト動作中に動作を実行する前記研磨システムの構成要素のタイムベースの一連の基準画像を記憶することであって、前記構成要素が、プラテン、キャリアヘッド、コンディショナアーム、加熱システムまたは冷却システムのアーム、リンスシステムのアーム、ワイパブレード、ロードカップ、またはロボットアームを含むグループから選択される、タイムベースの一連の基準画像を記憶すること、
基板の研磨中に動作を実行する同等の研磨システムの同等の構成要素のタイムベースの一連のモニタリング画像をカメラから受信すること、
画像処理アルゴリズムを使用して前記タイムベースの一連のモニタリング画像と前記タイムベースの一連の基準画像を比較することによって、前記タイムベースの一連のモニタリング画像の差分値を決定すること、
前記差分値が閾値を超えるかどうかを決定すること、および、
前記差分値は前記閾値を超えていると決定することに応答して、動作不良を示すことであって、前記動作不良が、予期される動作経路からの前記構成要素の逸脱または流体ディスペンサからの流体のオーバースプレーを含む、動作不良を示すこと、
を1つまたは複数のコンピュータに行わせるための命令を含む、コンピュータ可読媒体において具現化されたコンピュータプログラム製品。
【請求項5】
ユーザインターフェース構成要素上にユーザ提示を生成するための命令をさらに含み、前記ユーザ提示が、前記タイムベースの一連のモニタリング画像および前記タイムベースの一連のモニタリング画像のそれぞれの特性をそれぞれ表す1つまたは複数のオーバーレイを含む、請求項4に記載のコンピュータプログラム製品。
【請求項6】
前記差分値は前記閾値を超えていると決定することに応答して前記差分値を減らすように動作を実行する前記同等の構成要素を調整するための補正動作を生成するための命令をさらに含む、請求項4に記載のコンピュータプログラム製品。
【請求項7】
前記研磨システムの前記構成要素が一連の基準命令の下で動作を実行しているときに前記タイムベースの一連の基準画像をカメラから受信するための、ならびに前記同等の研磨システムの前記同等の構成要素が前記一連の基準命令の下で動作を実行しているときに前記タイムベースの一連のモニタリング画像を前記カメラから受信するための命令を含む、請求項4に記載のコンピュータプログラム製品。
【請求項8】
研磨システムの動作をモニタするための方法であって、
前記研磨システムのテスト動作中に動作を実行する前記研磨システムの構成要素のタイムベースの一連の基準画像を取得することであって、前記構成要素が、プラテン、キャリアヘッド、コンディショナアーム、加熱システムまたは冷却システムのアーム、リンスシステムのアーム、ワイパブレード、ロードカップ、またはロボットアームを含む構成要素のグループから選択される、タイムベースの一連の基準画像を取得すること、
基板の研磨中に動作を実行する同等の研磨システムの同等の構成要素のタイムベースの一連のモニタリング画像をカメラから受信すること、
画像処理アルゴリズムを使用して前記タイムベースの一連のモニタリング画像と前記タイムベースの一連の基準画像を比較することによって前記タイムベースの一連のモニタリング画像の差分値を決定すること、
前記差分値が閾値を超えるかどうかを決定すること、および、
前記差分値が前記閾値を超えていると決定することに応答して動作不良を示すことであって、前記動作不良が、予期される動作経路からの前記構成要素の逸脱または流体ディスペンサからの流体のオーバースプレーを含む、動作不良を示すこと、
を含む、方法。
【請求項9】
研磨パッドを支えるためのプラテンと、
前記研磨パッドに対して基板を保持するキャリアヘッドと、
プラテン、キャリアヘッド、コンディショナアーム、ロードカップ、またはロボットアームを含む構成要素のグループから選択される構成要素と、
前記構成要素のタイムベースの一連のモニタリング画像を取り込むように配置されたカメラと、
基板の研磨中に動作を実行する前記構成要素のタイムベースの一連のモニタリング画像を前記カメラから受信すること、
予期される動作からの前記構成要素の動作不良を検出および示すためにトレーニング例によってトレーニングされた機械学習モデルで前記タイムベースの一連のモニタリング画像を分析することであって、前記トレーニング例が、テスト動作中に動作を実行する基準研磨システムの基準構成要素のタイムベースの一連の基準画像を含む、タイムベースの一連のモニタリング画像を分析すること、ならびに、
前記分析に基づいて動作不良を示すこと
を行うように構成されたコントローラと
を備える、研磨システム。
【請求項10】
前記機械学習モデルが、オブジェクト追跡アルゴリズムを使用して、前記入力されたタイムベースの一連のモニタリング画像に基づいて前記構成要素の動作を決定するように構成される、請求項9に記載のシステム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、概して化学機械研磨(CMP:chemical mechanical polishing)に関し、より詳細には、タイムベースの一連の画像(たとえば、ビデオ画像)を使用してCMP構成要素の動作不良を検出することに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
集積回路は、通常は、シリコンウエハ上の導電層、半導電層または絶縁層を順次堆積し、その後の層を処理することによって、基板(たとえば、半導体ウエハ)上に形成される。
【0003】
1つの製造ステップは、非平坦な表面に充填層を堆積させることおよび充填層を平坦化することを伴う。ある種の応用では、パターン層の頂面が露出されるまたは所望の厚さが下層上に残るまで、充填層は、平坦化される。さらに、平坦化は、リソグラフィのために、たとえば、誘電体層の、基板表面を平坦化するために使用され得る。
【0004】
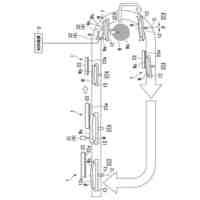
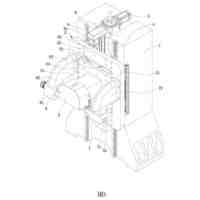
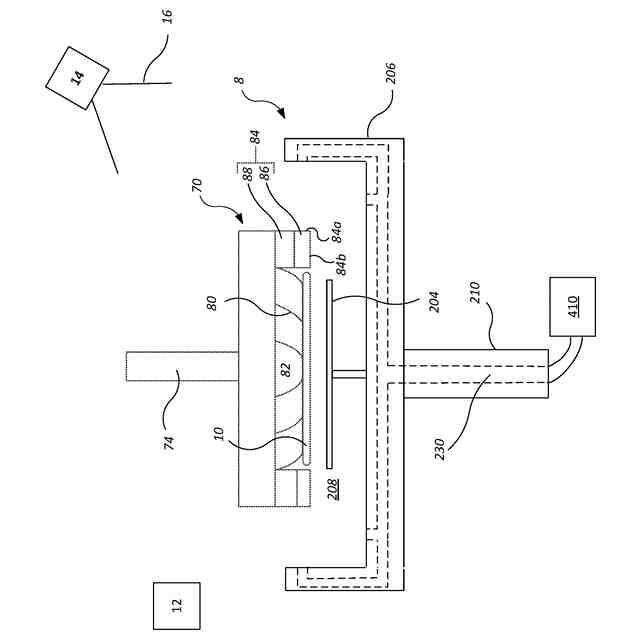
化学機械研磨(CMP)は、平坦化の一般に受け入れられた1つの方法である。この平坦化方法は、通常は、基板がキャリアヘッドに取り付けられることを必要とする。基板の露出した表面が、回転する研磨パッドに当てられる。キャリアヘッドは、研磨パッドに押し付けるために、基板上に制御可能な荷重を与える。いくつかの状況では、キャリアヘッドは、基板上のそれぞれの対応する領域において研磨速度を制御する各チャンバにおける圧力を有する、複数の独立して加圧可能な半径方向同心のチャンバを形成する膜を含む。研磨液体、たとえば、研磨粒子を有するスラリ、が、研磨パッドの表面に供給される。
【0005】
画像処理は、画像圧縮、画像フィルタ処理、画像ストレージ、および画像比較を含む、様々なアルゴリズムを使用して、1つまたは複数の画像フレームを処理することを目的とします。画像比較は、ノイズ低減、画像マッチング、画像エンコード、および復元に特化でき、1つまたは複数の画像比較アルゴリズムを使用して1つまたは複数の場所で、1つまたは複数のコンピュータによって実行され得る。画像比較アルゴリズムは、画像特性、たとえば、輝度、色、および透明度を表すピクセル値や、または1画像内、もしくは異なる画像フレームにわたる構成要素の組同士の距離を測定するメトリック距離(たとえば、ハウスドルフ距離または他の適切な距離)や、あるいはローカル画像パッチを表し、画像間の特徴のマッチングに使用される特徴カーネル、に基づいて、1つまたは複数の画像の間の類似性または差のレベルを決定することができる。画像比較アルゴリズムはさらに、ほんの数例を挙げると、ピクセル強度調整、正規化、または準同形フィルタ処理などの任意の適切な前処理ステップによって支援される。
【0006】
ビデオ画像はまた、機械学習アルゴリズムを使用して処理され得る。ニューラルネットワークは、受信された入力についての出力を予測するために非線形ユニットの1つまたは複数の層を用いる機械学習モデルである。いくつかのニューラルネットワークは、出力層に加えて1つまたは複数の隠れ層を含む。各隠れ層の出力は、ネットワーク内の次の層、すなわち、次の隠れ層または出力層、への入力として使用される。ネットワークの各層は、それぞれのセットのパラメータの現在の値に従って、受信された入力から出力を生成する。
【発明の概要】
【0007】
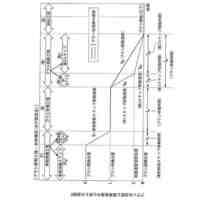
1つの態様において、研磨システムの動作をモニタリングすることは、研磨システムのテスト動作中に動作を実行する研磨システムの構成要素のタイムベースの一連の基準画像を取得することと、基板の研磨中に動作を実行する同等の研磨システムの同等の構成要素のタイムベースの一連のモニタリング画像を、カメラから受信することと、画像処理アルゴリズムを使用してタイムベースの一連のモニタリング画像とタイムベースの一連の基準画像とを比較することによって、タイムベースの一連のモニタリング画像に対する差分値を決定することと、差分値が閾値を超えるかどうかを決定することと、差分値が閾値を超えると決定することに応答して、動作不良を示すこととを含む。
【0008】
別の態様において、研磨システムの動作をモニタリングすることは、基板の研磨中に動作を実行する研磨システムの構成要素のタイムベースの一連のモニタリング画像をカメラから受信することと、予期される動作からの構成要素の動作不良を検出するためにトレーニング例によってトレーニングされた機械学習モデルに分析するタイムベースの一連のモニタリング画像を入力することと、予期される動作からの構成要素の動作不良の兆候を機械学習モデルから受信することとを含む。トレーニング例は、テスト動作中に動作を実行する基準研磨システムの基準構成要素のタイムベースの一連の基準画像を含む。
【0009】
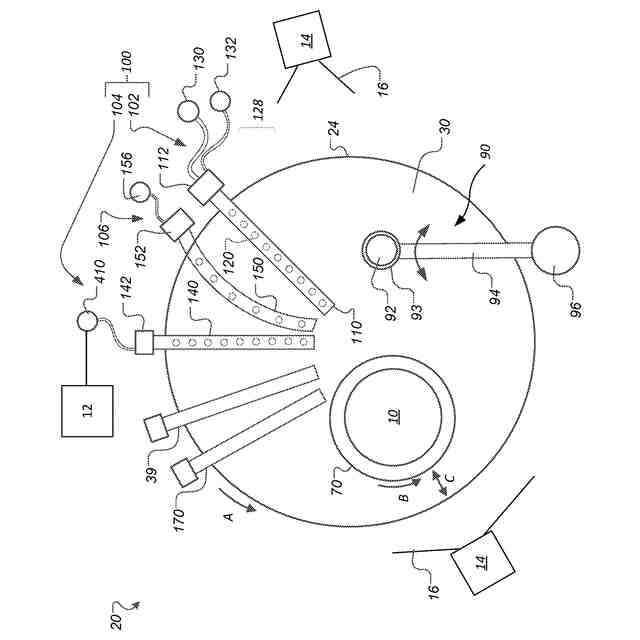
実施形態は、以下の特徴のうちの1つまたは複数を含み得る。構成要素は、キャリアヘッド、コンディショナアーム、ロードカップ、プラテン、またはロボットアームのうちの1つでもよい。アラームは、差が閾値を超えていると決定することに応答して、または動作不良の兆候に応答して、生成され得る。研磨システムのそれぞれのテスト動作中に動作を実行する研磨システムの複数の構成要素を包含するそれぞれのタイムベースの一連の基準画像が、記憶され得、基板の研磨中に動作を実行する同等の研磨システムの1つまたは複数の同等の構成要素を包含するタイムベースの一連のモニタリング画像が、カメラから受信され得、それぞれの差分値が、画像処理アルゴリズムを使用してタイムベースの一連のモニタリング画像とタイムベースの一連の基準画像とを比較することによって、モニタリング画像の各同等の構成要素について、決定され得る。1つまたは複数の同等の構成要素の各々について、同等の構成要素のそれぞれの差分値が同等の構成要素のそれぞれの閾値を超えるかどうかが、決定され得、それぞれの差分値がそれぞれの閾値を超えると決定することに応答して、同等の構成要素の動作不良が、示され得る。
【0010】
ある種の実施形態は、以下の可能な利点のうちの1つまたは複数を含むことができるが、これらに制限されない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
2か月前
株式会社松風
研磨用ゴム砥石
今日
個人
研磨体
4か月前
株式会社サンポー
ブラスト装置
5か月前
株式会社クボタ
管研削装置
3か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
21日前
シンクス株式会社
ボード切断装置
4か月前
不二空機株式会社
可搬型動力工具
3か月前
株式会社東京精密
加工方法
2日前
株式会社東京精密
加工装置
2日前
ノリタケ株式会社
超砥粒ホイール
今日
株式会社ニッチュー
ブラスト装置
3か月前
株式会社東京精密
加工装置
今日
大同特殊鋼株式会社
疵研削順序決定方法
5か月前
秀和工業株式会社
処理装置および処理方法
23日前
株式会社ディスコ
砥石
3か月前
トヨタ自動車株式会社
回転砥石の製造方法
2か月前
オークマ株式会社
円筒研削盤
3か月前
ノリタケ株式会社
研磨パッド
今日
株式会社ディスコ
加工方法、及び、切削装置
5か月前
株式会社東京精密
研削装置
1か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
2か月前
中村留精密工業株式会社
レンズ保持装置
4か月前
株式会社東京精密
ワーク加工装置
5か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
5か月前
嘉澤端子工業股分有限公司
グラインダー
4か月前
株式会社東京精密
ワーク加工装置
5か月前
株式会社ディスコ
加工方法
4か月前
株式会社ディスコ
加工装置
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社ディスコ
研削装置
2か月前
日本特殊研砥株式会社
超弾性砥石
5か月前
株式会社東京精密
ダイシング装置
今日
旭化成株式会社
研磨パッド
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ