TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143882
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043373
出願日
2024-03-19
発明の名称
ウエハ加工用テープ及びウエハ加工方法
出願人
デンカ株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20250925BHJP(基本的電気素子)
要約
【課題】チッピングが生じにくいウエハ加工用テープ及び当該ウエハ加工用テープを用いたウエハ加工方法を提供することを目的とする。
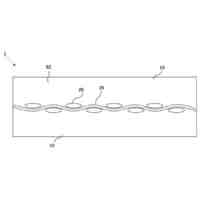
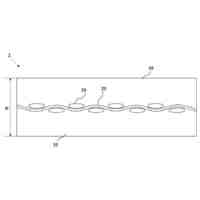
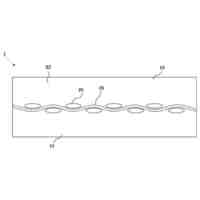
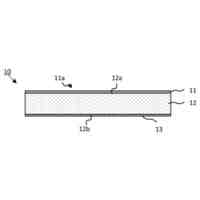
【解決手段】追従層と、該追従層の裏面に配された裏面層と、を有し、
297mm×210mmの試験片を切り出し、前記裏面層を下方にして平坦なステージに静置した状態で、4つの角部のステージからの反り量の平均値が、30mm以下である、
ウェハ加工用テープ。
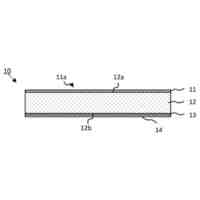
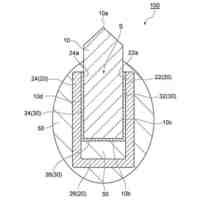
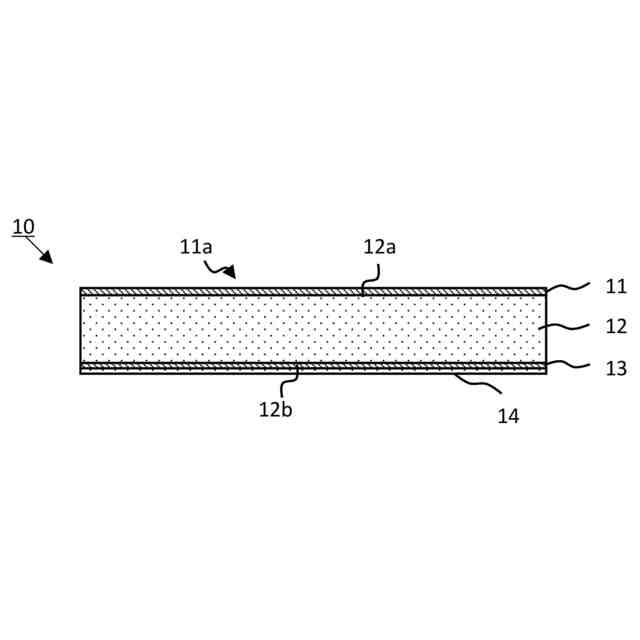
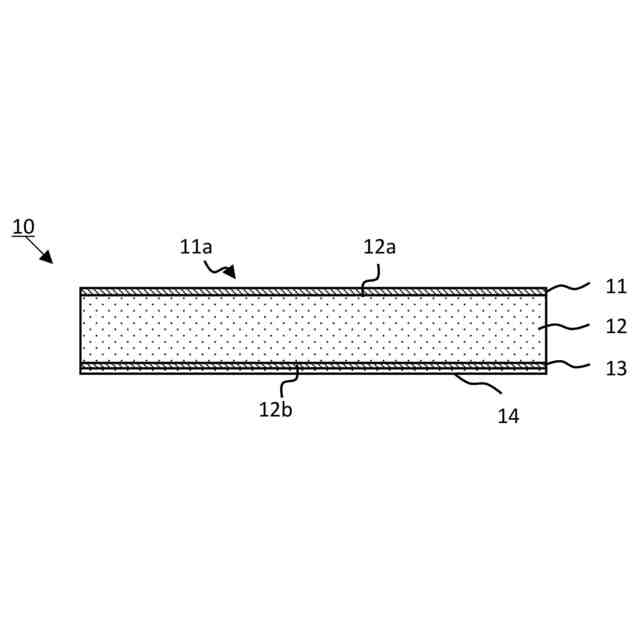
【選択図】図1
特許請求の範囲
【請求項1】
追従層と、該追従層の裏面に配された裏面層と、を有し、
297mm×210mmの試験片を切り出し、前記裏面層を下方にして平坦なステージに静置した状態で、4つの角部のステージからの反り量の平均値が、30mm以下である、
ウェハ加工用テープ。
続きを表示(約 670 文字)
【請求項2】
追従層の表面に配された離型層をさらに有する、
請求項1に記載のウェハ加工用テープ。
【請求項3】
前記追従層と前記裏面層との間に接着層をさらに有する、
請求項1に記載のウェハ加工用テープ。
【請求項4】
前記裏面層の厚さが、3~50μmである、
請求項1に記載のウェハ加工用テープ。
【請求項5】
前記裏面層の引張弾性率が、2.0~5.0GPaである、
請求項1に記載のウェハ加工用テープ。
【請求項6】
前記裏面層の150℃、30分の加熱収縮率が、3.0%以下である、
請求項1に記載のウェハ加工用テープ。
【請求項7】
前記追従層の厚さが、50~500μmである、
請求項1に記載のウェハ加工用テープ。
【請求項8】
前記離型層の厚さが、0.5~10μmである、
請求項2に記載のウェハ加工用テープ。
【請求項9】
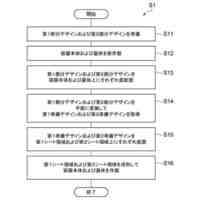
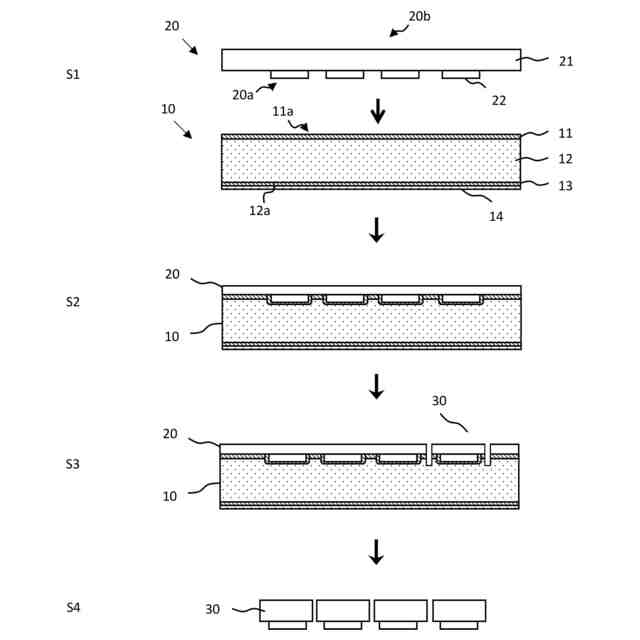
ウェハの素子形成面に、請求項1~8のいずれか一項に記載のウェハ加工用テープを貼り合わせる貼り合わせ工程と、
前記ウェハ加工用テープに貼り合わされた前記ウェハをダイシングするダイシング工程と、を有する、
ウェハ加工方法。
【請求項10】
前記ウェハの非素子形成面を研磨するバックグラインド工程をさらに有する、
請求項9に記載のウェハ加工方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウエハ加工用テープ及びウエハ加工方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
半導体ウエハを加工する際、破損から保護するため、粘着シートが貼着される。例えば、半導体ウエハを加工する際の裏面研削(バックグラインド)工程では、粘着シートを貼着して、半導体ウエハのパターン面を保護している。粘着シートには、突起電極(バンプ)のような凹凸を有するパターン面に対する粘着性、パターン面保護の信頼性の観点から、パターン面の凹凸に対する追従性(段差追従性)が求められる。
【0003】
粘着シートに追従性を持たせるために、粘着剤厚の厚化や基材フィルムと粘着剤の間にクッション性のある柔軟な樹脂層を設けたものが市場では一般的であるが、パターン面の凹凸が大きい場合は追従性不足や糊残りのリスクが高まる。
【0004】
また、半導体ウエハ加工工程でのステージへの基材の密着性を高めることを目的として、130℃で10分加熱後のMDとTDにおける熱収縮率が共に0%以上である半導体ウエハの加工用粘着シートに用いられる基材が知られている(特許文献1)。
【先行技術文献】
【特許文献】
【0005】
WO2023/068088
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、従来の基材では、ウエハを回転刃でダイシングした際にチップの欠け(以下、「チッピング」ともいう)が生じやすいという問題があった。チッピングが生じると半導体チップの抗折強度が低下し、歩留まりの低下にもつながる。
【0007】
本発明は上記問題点に鑑みてなされたものであり、チッピングが生じにくいウエハ加工用テープ及び当該ウエハ加工用テープを用いたウエハ加工方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは上記課題を解決するために鋭意検討した。その結果、ウエハと接する面とは反対側である追従層の裏面に裏面層を設けることにより、上記課題が解決し得ることを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明は、以下のとおりである。
〔1〕
追従層と、該追従層の裏面に配された裏面層と、を有し、
297mm×210mmの試験片を切り出し、前記裏面層を下方にして平坦なステージに静置した状態で、4つの角部のステージからの反り量の平均値が、30mm以下である、
ウェハ加工用テープ。
〔2〕
追従層の表面に配された離型層をさらに有する、
〔1〕に記載のウェハ加工用テープ。
〔3〕
前記追従層と前記裏面層との間に接着層をさらに有する、
〔1〕又は〔2〕に記載のウェハ加工用テープ。
〔4〕
前記裏面層の厚さが、3~50μmである、
〔1〕~〔3〕のいずれか一項に記載のウェハ加工用テープ。
〔5〕
前記裏面層の引張弾性率が、2.0~5.0GPaである、
〔1〕~〔4〕のいずれか一項に記載のウェハ加工用テープ。
〔6〕
前記裏面層の150℃、30分の加熱収縮率が、3.0%以下である、
〔1〕~〔5〕のいずれか一項に記載のウェハ加工用テープ。
〔7〕
前記追従層の厚さが、50~500μmである、
〔1〕~〔6〕のいずれか一項に記載のウェハ加工用テープ。
〔8〕
前記離型層の厚さが、0.5~10μmである、
〔2〕に記載のウェハ加工用テープ。
〔9〕
ウェハの素子形成面に、〔1〕~〔8〕のいずれか一項に記載のウェハ加工用テープを貼り合わせる貼り合わせ工程と、
前記ウェハ加工用テープに貼り合わされた前記ウェハをダイシングするダイシング工程と、を有する、
ウェハ加工方法。
〔10〕
前記ウェハの非素子形成面を研磨するバックグラインド工程をさらに有する、
〔9〕に記載のウェハ加工方法。
〔11〕
前記バックグラインド工程後に、前記ウェハ加工用テープを剥離する剥離工程を有する、
〔9〕又は〔10〕に記載のウェハ加工方法。
【発明の効果】
【0010】
本発明によれば、チッピングが生じにくいウエハ加工用テープ及びウエハ加工方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
デンカ株式会社
容器
6日前
デンカ株式会社
蛍光体
今日
デンカ株式会社
熱伝導性シート
29日前
デンカ株式会社
熱伝導性シート
29日前
デンカ株式会社
熱伝導性シート
29日前
デンカ株式会社
人工毛髪用繊維束
19日前
デンカ株式会社
継手及び継手付管
今日
デンカ株式会社
磁性ビーズの製造方法
5日前
デンカ株式会社
容器およびその製造方法
6日前
デンカ株式会社
インフルエンザワクチン製剤
21日前
デンカ株式会社
有機酸又はその塩の製造方法
1か月前
デンカ株式会社
窒化ホウ素粉末及び樹脂組成物
19日前
デンカ株式会社
重症筋無力症のバイオマーカー
28日前
デンカ株式会社
窒化ホウ素粉末及び樹脂組成物
19日前
デンカ株式会社
接合基板、及び接合基板の製造方法
19日前
デンカ株式会社
蛍光体粉末、複合体および発光装置
9日前
デンカ株式会社
磁性ビーズおよび磁性ビーズの製造方法
5日前
デンカ株式会社
磁性ビーズおよび磁性ビーズの製造方法
5日前
デンカ株式会社
ウエハ加工用テープ及びウエハ加工方法
6日前
デンカ株式会社
3Dプリンタフィラメント用樹脂組成物
6日前
デンカ株式会社
ウエハ加工用テープ及びウエハ加工方法
6日前
デンカ株式会社
ブロー成形金型、及び、成形品の製造方法
20日前
デンカ株式会社
ウェハ加工用フィルム及びウェハ加工方法
19日前
デンカ株式会社
墨汁様組成物、筆記具、及び筆記具セット
12日前
デンカ株式会社
ゴム組成物、加硫成形体、及びゴムロール
19日前
デンカ株式会社
電子源及びその製造方法、並びに、電子線装置
6日前
デンカ株式会社
容器
6日前
デンカ株式会社
インフルエンザウイルスのヘムアグルチニンの測定方法
21日前
デンカ株式会社
クロロプレン系重合体ラテックス組成物及び接着剤組成物
19日前
デンカ株式会社
クロロプレン系重合体ラテックス組成物、及び、浸漬成形体
19日前
デンカ株式会社
組成物、仮固定用組成物、及びこれを用いたウエハの製造方法
9日前
デンカ株式会社
蛍光体粉末、真贋判定用発光剤、真贋判定方法、及び、発光装置
19日前
デンカ株式会社
高い正確性で、ミスマッチ塩基対を有さない配列を接合するリガーゼ
6日前
デンカ株式会社
ビタミンD結合タンパク質からのビタミンDの解離方法及びそれを用いたビタミンDの測定方法
27日前
デンカ株式会社
窒化ケイ素粉末、及び窒化ケイ素焼結体の製造方法
7日前
デンカ株式会社
共重合体、その製造方法及び共重合体を含む硬化体
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ