TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025152185
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053964
出願日
2024-03-28
発明の名称
成形型、及びこれを用いた押出発泡成形体の製造方法
出願人
株式会社カネカ
代理人
弁理士法人はるか国際特許事務所
主分類
B29C
33/76 20060101AFI20251002BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】厚み方向の密度のばらつきが小さく、かつ強度異方性が小さい押出発泡成形体を成形できる成形型、及びこれを用いた押出発泡成形体の製造方法を提供する。
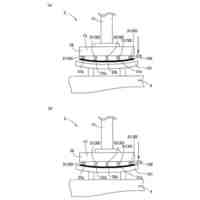
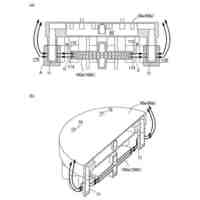
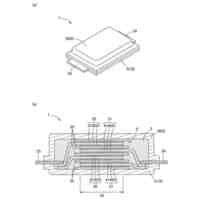
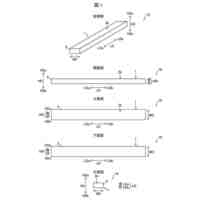
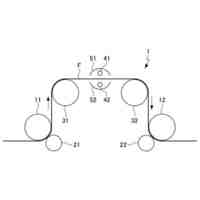
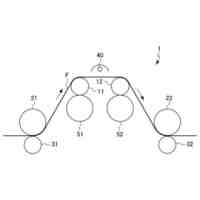
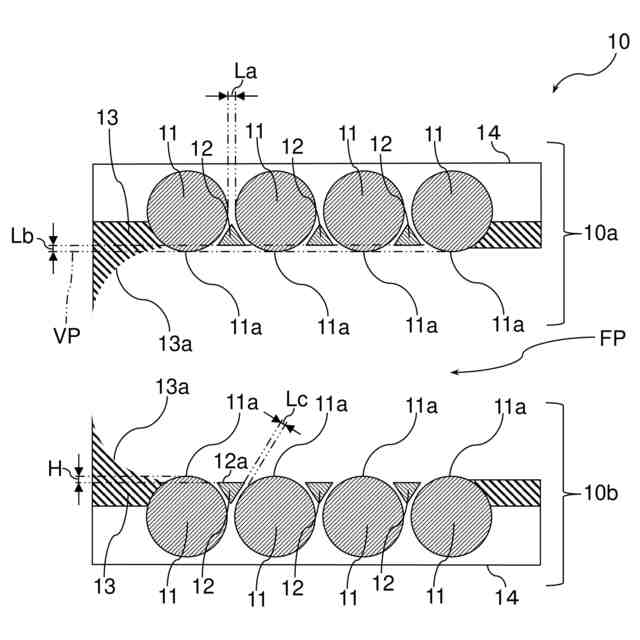
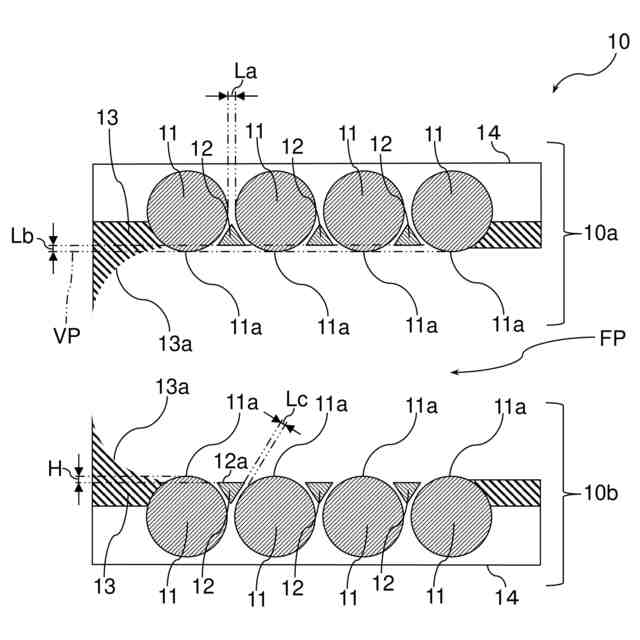
【解決手段】押出発泡体を成形するための成形型10は、対向して配置される上側型部材10a及び下側型部材10bを備える。上側型部材10a及び下側型部材10bのそれぞれは、複数本のロール11と、複数本のロール11の隙間の少なくとも1つに配置される隙間補完部材12とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂と発泡剤とを含む樹脂組成物を、矩形状の開口を有するダイリップを通じて高圧域から低圧域に押出すことによって得られた押出発泡体を成形するための成形型であって、
対向して配置される一対の型部材を備え、
前記型部材は、複数本のロールと、前記複数本のロールの隙間の少なくとも1つに配置される隙間補完部材とを備える、成形型。
続きを表示(約 830 文字)
【請求項2】
前記複数本のロールの流路側端部が、同一の仮想平面上に配置されている、請求項1に記載の成形型。
【請求項3】
前記隙間補完部材は、前記型部材の押出方向における中央部よりも上流側に配置されている、請求項1に記載の成形型。
【請求項4】
前記複数本のロールの少なくとも1本が、無駆動ロールである、請求項1に記載の成形型。
【請求項5】
前記隙間補完部材の流路側端部が、略平面状及び/又は湾曲面状である、請求項1に記載の成形型。
【請求項6】
前記隙間補完部材の流路側端部が、略平面状であり、かつ前記仮想平面と略平行である、請求項2に記載の成形型。
【請求項7】
前記ロールの流路側端部が、前記隙間補完部材の流路側端部よりも流路側に突出している、請求項1に記載の成形型。
【請求項8】
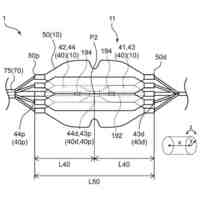
前記隙間補完部材の流路側端部を基準としたときの前記ロールの流路側端部の突出高さが、前記隙間補完部材に近接する前記ロールのロール径の1%以上15%以下である、請求項7に記載の成形型。
【請求項9】
前記ロールの流路側端部が、前記隙間補完部材の流路側端部よりも流路側に突出しており、
前記隙間補完部材の流路側端部と前記仮想平面との距離が、前記隙間補完部材に近接する前記ロールのロール径の1%以上15%以下である、請求項2に記載の成形型。
【請求項10】
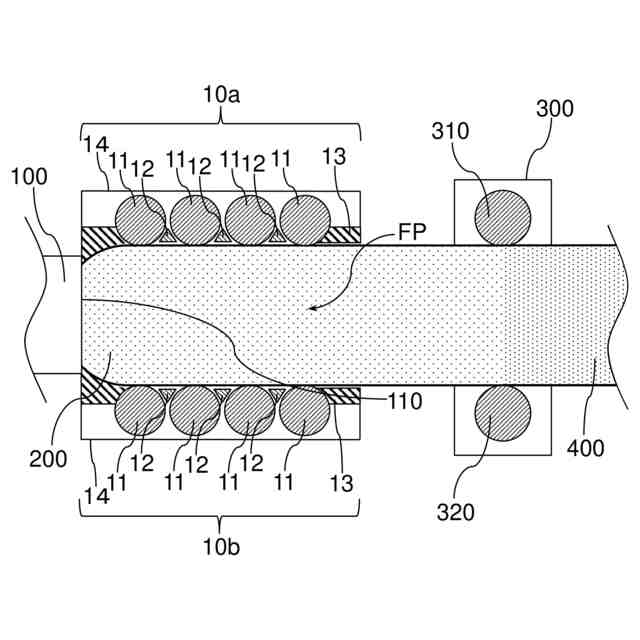
熱可塑性樹脂と発泡剤とを含む熱可塑性樹脂組成物を、矩形状の開口を有するダイリップを通じて高圧域から低圧域に押出すことによって押出発泡体を得る工程Saと、
前記工程Saで得られた前記押出発泡体を、成形型を用いて成形する工程Sbとを備え、
前記成形型は、請求項1~9のいずれか一項に記載の成形型である、押出発泡成形体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形型、及びこれを用いた押出発泡成形体の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
押出発泡成形体は、軽量、高断熱性能、高強度等の特性を活かし、建材用途の断熱材、床材や緩衝材、自動車の内装材や外装材等の分野に広く利用されている。中でもスチレン系樹脂押出発泡成形体は、良好な断熱性を有することから、住宅及び建築物等の断熱材として用いられている。スチレン系樹脂押出発泡成形体は、例えば、スチレン系樹脂及び発泡剤を押出機において溶融混練し、得られた組成物を任意で冷却し、ダイリップ(例えば、ダイのスリット)を通じて低圧域に押出すことにより、連続的に製造される。
【0003】
例えば、特許文献1には、スチレン系樹脂及び発泡剤を含む組成物を、低圧域に押出して成形型で成形した後、ロールを用いて成形する方法が開示されている。成形型としては、上下一対の平板状の型部材を備える成形金型が使用されている。
【先行技術文献】
【特許文献】
【0004】
特公平7-17022号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1に記載の技術では、得られるスチレン系樹脂押出発泡成形体の厚み方向の密度のばらつきが大きくなる場合がある。また、特許文献1に記載の技術では、得られるスチレン系樹脂押出発泡成形体において、平面圧縮強度(厚み方向の圧縮強度)と、その他の方向の圧縮強度との差が大きくなる場合がある。以下、平面圧縮強度と、その他の方向の圧縮強度との差が大きくなる性質を、「強度異方性」と記載することがある。
【0006】
厚み方向の密度のばらつきが大きいスチレン系樹脂押出発泡成形体や、強度異方性が大きいスチレン系樹脂押出発泡成形体は、断熱材への適用が困難となる場合がある。
【0007】
上記に鑑みて、本発明は、厚み方向の密度のばらつきが小さく、かつ強度異方性が小さい押出発泡成形体を成形できる成形型、及びこれを用いた押出発泡成形体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
<本発明の態様>
本発明には、以下の態様が含まれる。
【0009】
[1]樹脂と発泡剤とを含む樹脂組成物を、矩形状の開口を有するダイリップを通じて高圧域から低圧域に押出すことによって得られた押出発泡体を成形するための成形型であって、
対向して配置される一対の型部材を備え、
前記型部材は、複数本のロールと、前記複数本のロールの隙間の少なくとも1つに配置される隙間補完部材とを備える、成形型。
【0010】
[2]前記複数本のロールの流路側端部が、同一の仮想平面上に配置されている、前記[1]に記載の成形型。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社カネカ
飲料
12日前
株式会社カネカ
飲料
12日前
株式会社カネカ
抗菌剤
23日前
株式会社カネカ
積層装置
20日前
株式会社カネカ
医療用具
16日前
株式会社カネカ
製膜装置
16日前
株式会社カネカ
塗布装置
20日前
株式会社カネカ
製膜装置
16日前
株式会社カネカ
カテーテル
10日前
株式会社カネカ
カテーテル
16日前
株式会社カネカ
カテーテル
16日前
株式会社カネカ
カテーテル
16日前
株式会社カネカ
カテーテル
9日前
株式会社カネカ
カテーテル
11日前
株式会社カネカ
正極活物質
20日前
株式会社カネカ
カテーテル
10日前
株式会社カネカ
カテーテル
10日前
株式会社カネカ
カテーテル
10日前
株式会社カネカ
汎用かつら
1か月前
株式会社カネカ
酵母含有菓子
11日前
株式会社カネカ
シーリング材
9日前
株式会社カネカ
硬化性組成物
1か月前
株式会社カネカ
樹脂チューブ
1か月前
株式会社カネカ
生体内留置具
16日前
株式会社カネカ
重量物載置架台
9日前
株式会社カネカ
医療用具セット
12日前
株式会社カネカ
油脂の製造方法
18日前
株式会社カネカ
延長カテーテル
1か月前
株式会社カネカ
顆粒の製造方法
20日前
株式会社カネカ
ブラッシング装置
1か月前
株式会社カネカ
フィルム延伸装置
18日前
株式会社カネカ
フィルム延伸装置
20日前
株式会社カネカ
太陽電池モジュール
9日前
株式会社カネカ
バルーンカテーテル
12日前
株式会社カネカ
バルーンカテーテル
18日前
株式会社カネカ
太陽電池モジュール
18日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ