TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153193
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055533
出願日
2024-03-29
発明の名称
ロールコンパクション成形装置
出願人
ノリタケ株式会社
代理人
個人
,
個人
,
個人
主分類
B28B
1/02 20060101AFI20251002BHJP(セメント,粘土,または石材の加工)
要約
【課題】セキ板の抵抗により成形品の端部の密度が低下することを抑制する。
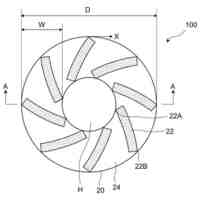
【解決手段】予め定められた間隔をあけて、軸線方向を揃えるように配置された一対の成形ロール22と、一対の成形ロール22のうちの少なくとも一方を回転させる回転装置30と、一対の成形ロール22に向けて粉末状の材料1を送る供給装置40と、成形ロール22の並び方向、および、材料1の送り方向U-Dに延びるとともに、送り方向U-Dの上流側Uから一対の成形ロール22に接した第1のセキ板50Lと、並び方向および送り方向U-Dに延びるとともに、送り方向U-Dの上流側Uから一対の成形ロール22に接し、供給装置40による材料の供給地点P1を挟んで第1のセキ板50Lと対向配置された第2のセキ板50Rと、第1のセキ板50Lおよび第2のセキ板50Rを振動させる振動装置70と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
予め定められた間隔をあけて、軸線方向を揃えるように配置された一対の成形ロールと、
前記一対の成形ロールのうちの少なくとも一方を回転させる回転装置と、
前記一対の成形ロールに向けて粉末状の材料を送る供給装置と、
前記成形ロールの並び方向、および、前記材料の送り方向に延びるとともに、前記送り方向の上流側から前記一対の成形ロールに接した第1のセキ板と、
前記並び方向および前記送り方向に延びるとともに、前記送り方向の上流側から前記一対の成形ロールに接し、前記供給装置による前記材料の供給地点を挟んで前記第1のセキ板と対向配置された第2のセキ板と、
前記第1のセキ板および前記第2のセキ板を振動させる振動装置と、を備えた、
ロールコンパクション成形装置。
続きを表示(約 260 文字)
【請求項2】
前記振動装置は、前記第1のセキ板および前記第2のセキ板を前記一対の成形ロールの軸線方向に往復運動するように振動させる、
請求項1に記載のロールコンパクション成形装置。
【請求項3】
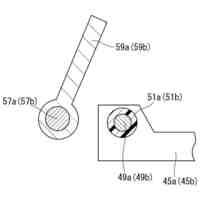
前記第1のセキ板および前記第2のセキ板は、それぞれ、
前記並び方向および前記送り方向に延びる本体部と、
前記本体部の面のうち他方のセキ板に対向する面に設けられ、前記本体部よりも摩擦係数が小さい表面部と、を備えている、
請求項1に記載のロールコンパクション成形装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ロールコンパクション成形装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
例えば特許文献1には、原料を搬送する搬送スクリューと、上下一対の原料圧縮用ロール(成形ロール)と、一対の原料圧縮用ロールの原料噛み込み部を囲む閉空間を形成する一対の上下シールおよびサイドシール(セキ板)と、を備えた乾式造粒機(ロールコンパクション成形装置)が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2017-000955号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本願発明者の知見によれば、ロールコンパクション成形装置では、各セキ板付近において成形ロールへの成形材料の供給が不足し、成形品の密度が低くなる場合がある。
【課題を解決するための手段】
【0005】
ここに開示されるロールコンパクション成形装置は、予め定められた間隔をあけて、軸線方向を揃えるように配置された一対の成形ロールと、前記一対の成形ロールのうちの少なくとも一方を回転させる回転装置と、前記一対の成形ロールに向けて粉末状の材料を送る供給装置と、前記成形ロールの並び方向、および、前記材料の送り方向に延びるとともに、前記送り方向の上流側から前記一対の成形ロールに接した第1のセキ板と、前記並び方向および前記送り方向に延びるとともに、前記送り方向の上流側から前記一対の成形ロールに接し、前記供給装置による前記材料の供給地点を挟んで前記第1のセキ板と対向配置された第2のセキ板と、前記第1のセキ板および前記第2のセキ板を振動させる振動装置と、を備える。
【0006】
上記ロールコンパクション成形装置によれば、成形ロールへの成形材料の供給が促され、成形品の密度の低下を抑制できる。
【図面の簡単な説明】
【0007】
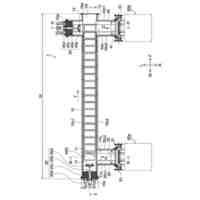
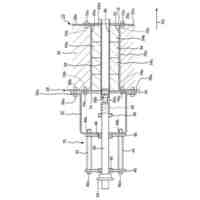
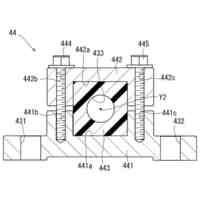
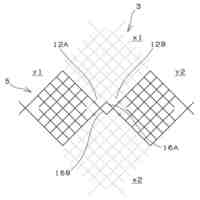
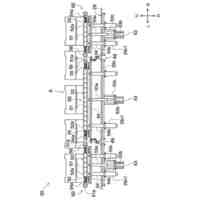
ロールコンパクション成形装置の模式的な正面図である。
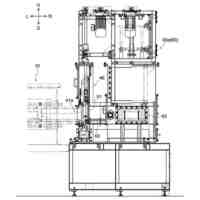
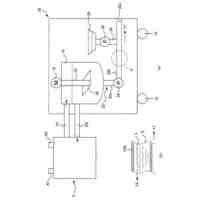
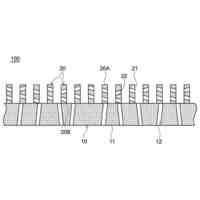
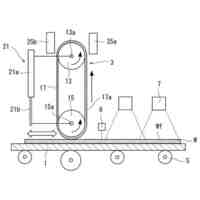
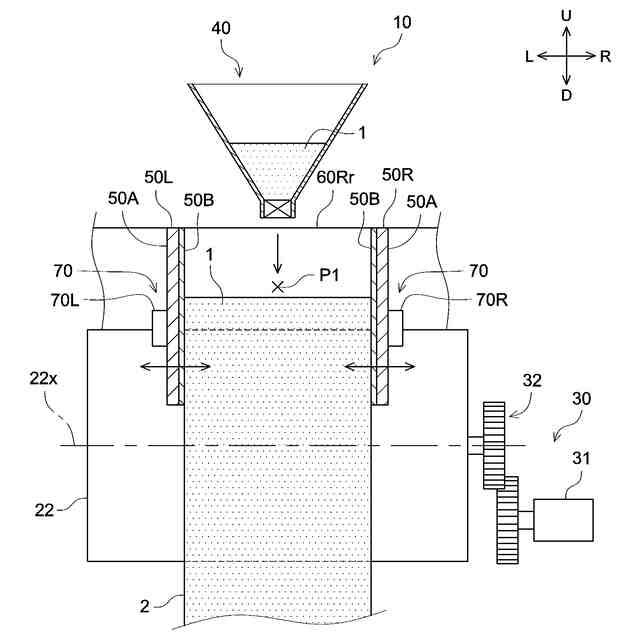
ロールコンパクション成形装置の模式的な側面図である。
【発明を実施するための形態】
【0008】
以下、本開示における実施形態の1つについて、図面を参照しつつ詳細に説明する。なお、以下の図面においては、同じ作用を奏する部材・部位には同じ符号を付して説明している。また、各図における寸法関係(長さ、幅、厚み等)は実際の寸法関係を反映するものではない。上、下、左、右、前、後の向きは、図中、U、D、L、R、F、Rrの矢印でそれぞれ表されている。ここで、上、下、左、右、前、後の向きは、説明の便宜上、定められているに過ぎず、特に言及されない限りにおいて本願発明を限定しない。
【0009】
[ロールコンパクション成形装置の構成]
図1は、ロールコンパクション成形装置(以下、単に成形装置と呼ぶ)10の模式的な正面図である。図2は、成形装置10の模式的な側面図である。ただし、図1では、前方側の成形ロール21および前壁60F(いずれも後述)を取り外した状態を図示している。成形装置10は、粉末状の材料1を圧縮してシート状に成形する装置である。ここでは、材料1は、セラミック粉末と、バインダと、を含んでいる。バインダは、樹脂からなっている。本実施形態では、材料1は、成形後に焼成され、セラミックの多孔質体を形成する。材料1は、空隙を形成する造孔材をさらに含んでいる。ただし、材料1の成分は特に限定されない。
【0010】
図1および図2に示すように、成形装置10は、一対の成形ロール21,22と、回転装置30と、材料の供給装置40と、一対のセキ板50L,50Rと、前壁60Fおよび後壁60Rrと、振動装置70と、を備えている。一対の成形ロール21,22は、それぞれ、円柱状に構成されている。一対の成形ロール21,22は、それぞれの外周面21a,22aで材料1を圧縮し、材料1をシート状に成形する。一対の成形ロール21,22は、予め定められた間隔をあけて、軸線方向を揃えるように配置されている。一対の成形ロール21,22の間の隙間に材料1を供給し、一対の成形ロール21,22を回転させることにより、材料1は圧縮され、一対の成形ロール21,22の間の間隔に対応した厚みを有するシート状に成形される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ノリタケ株式会社
焼成炉
12日前
ノリタケ株式会社
焼成炉
12日前
ノリタケ株式会社
焼成炉
12日前
ノリタケ株式会社
加熱炉
6日前
ノリタケ株式会社
冷却炉
6日前
ノリタケ株式会社
洗浄装置
3日前
ノリタケ株式会社
熱処理容器
3日前
ノリタケ株式会社
焼成用治具
4日前
ノリタケ株式会社
熱処理設備
1か月前
ノリタケ株式会社
金ペースト
14日前
ノリタケ株式会社
担体構造体
4日前
ノリタケ株式会社
焼成用治具
4日前
ノリタケ株式会社
焼成用治具
4日前
ノリタケ株式会社
熱処理設備
1か月前
ノリタケ株式会社
研磨パッド
3日前
ノリタケ株式会社
棒材切断機
3日前
ノリタケ株式会社
熱伝導シート
3日前
ノリタケ株式会社
導電性ペースト
3日前
ノリタケ株式会社
超砥粒ホイール
3日前
ノリタケ株式会社
ガス吸収シート
25日前
ノリタケ株式会社
ローラ式搬送装置
6日前
ノリタケ株式会社
ローラ式搬送装置
6日前
ノリタケ株式会社
砥材及びその製造方法
10日前
ノリタケ株式会社
砥材及びその製造方法
4日前
ノリタケ株式会社
静電容量タッチパネル
4日前
ノリタケ株式会社
静電容量タッチパネル
4日前
ノリタケ株式会社
封止用グリーンシート
3日前
ノリタケ株式会社
電気化学セル用ペースト
5日前
ノリタケ株式会社
触媒材料およびその利用
4日前
ノリタケ株式会社
触媒材料およびその利用
4日前
ノリタケ株式会社
触媒材料およびその利用
4日前
ノリタケ株式会社
ガラス接合材及びその利用
3日前
ノリタケ株式会社
焼成用治具およびフレーム
4日前
ノリタケ株式会社
研磨パッド粗材の加工装置
3日前
ノリタケ株式会社
搬送装置および熱処理装置
10日前
ノリタケ株式会社
搬送装置および熱処理装置
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ