TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025027292
公報種別
公開特許公報(A)
公開日
2025-02-27
出願番号
2023131971
出願日
2023-08-14
発明の名称
溶鋼の製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
C21C
5/52 20060101AFI20250219BHJP(鉄冶金)
要約
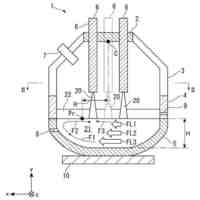
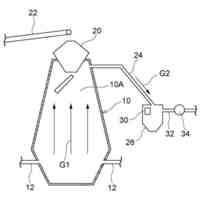
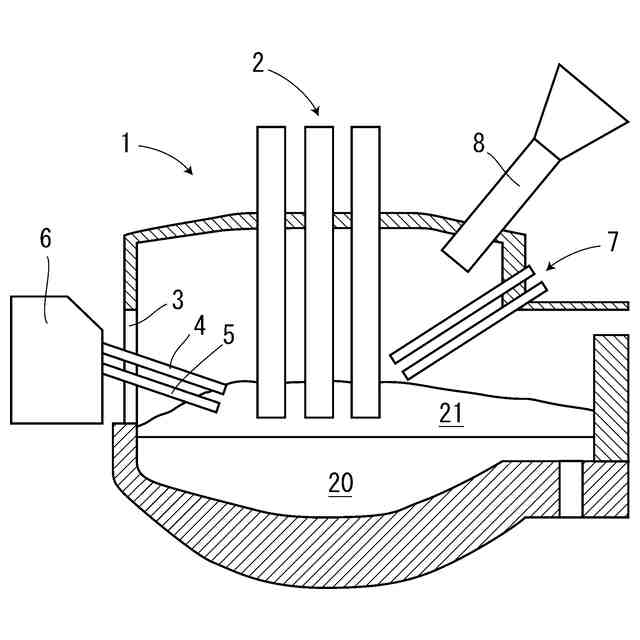
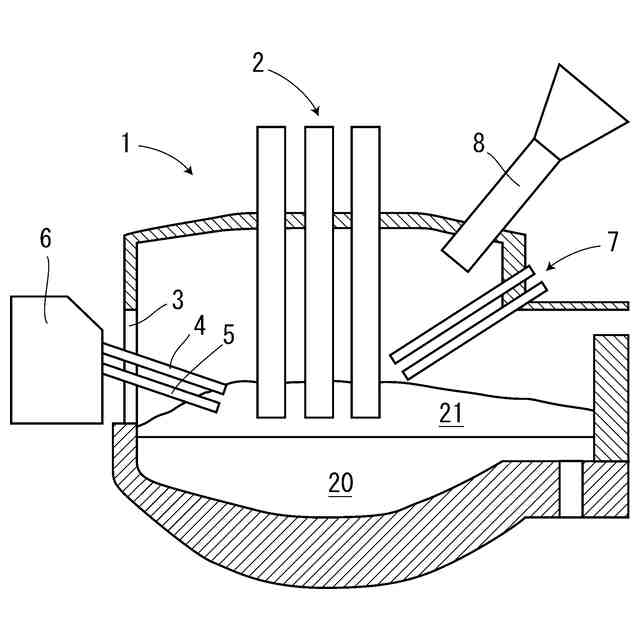
【課題】酸素ガスおよび炭材を炉内に供給できるランスを有する電気炉を用い、固体還元鉄を炉内に連続的に供給しながらアークを主たる熱源として原料を溶解し、引き続いて酸素ガスにより溶鉄を酸化精錬して溶鋼を得る溶鋼の製造方法において、スラグを適切にフォーミングさせ得る溶鋼の製造方法を提供する。
【解決手段】電気炉1において、固体還元鉄および酸素ガスと炭材を炉内に連続的に供給しながら原料を溶解する第一工程と、酸素ガスと炭材を炉内に連続的に供給しながら溶鉄を酸化精錬して溶鋼を得る第二工程を有し、第一工程における炉内への酸素ガスの供給速度および炭材の供給速度を、第二工程における炉内への酸素ガスの供給速度および炭材の供給速度より小さくすることを特徴とする溶鋼の製造方法。
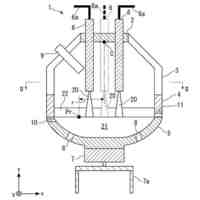
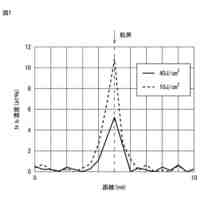
【選択図】図1
特許請求の範囲
【請求項1】
酸素ガスおよび炭材を炉内に供給できるランスを有する電気炉を用いて固体還元鉄を原料として溶鋼を製造する方法であって、前記固体還元鉄および酸素ガスと炭材を炉内に連続的に供給しながらアークを主たる熱源として原料を溶解する第一工程と、酸素ガスと炭材を炉内に連続的に供給しながら前記酸素ガスにより溶鉄を酸化精錬して溶鋼を得る第二工程を有し、
前記第一工程における炉内への前記酸素ガスの供給速度および前記炭材の供給速度をそれぞれ、前記第二工程における炉内への前記酸素ガスの供給速度および前記炭材の供給速度より小さくすることを特徴とする溶鋼の製造方法。
続きを表示(約 1,500 文字)
【請求項2】
前記固体還元鉄の見かけ密度を3960kg/m
3
以上とすることを特徴とする、請求項1に記載の溶鋼の製造方法。
【請求項3】
前記固体還元鉄に含まれる酸化鉄が1~10質量%、炭素が0.1~2.0質量%であることを特徴とする請求項1又は請求項2に記載の溶鋼の製造方法。
【請求項4】
前記電気炉への前記炭材の供給速度を第一工程でC
1
(kg/min)、第二工程でC
2
(kg/min)、前記炭材に含まれる固定炭素分がN
FC
(質量%)であり、また前記電気炉への第一工程における前記固体還元鉄の装入速度がW
i
(kg/min)、前記固体還元鉄に含まれる炭素分がN
iC
(質量%)であるとき、C
1
、C
2
、N
FC
、W
i
、N
iC
の関係が、下記の式(1)~式(4)を満たすことを特徴とする請求項1又は請求項2に記載の溶鋼の製造方法。
C
1C
=C
2
-(N
iC
/N
FC
)×W
i
(1)
C
1C
-ΔC
L
≦C
1
≦C
1C
+ΔC
H
(2)
ΔC
H
=(0.5/N
FC
)×W
i
(3)
ΔC
L
=(0.2/N
FC
)×W
i
(4)
なお、C
1C
-ΔC
L
<0の場合は式(2)左辺を0とし、C
1C
+ΔC
H
<0の場合は式(2)右辺を0とする。
【請求項5】
前記電気炉への前記炭材の供給速度を第一工程でC
1
(kg/min)、第二工程でC
2
(kg/min)、前記炭材に含まれる固定炭素分がN
FC
(質量%)であり、また前記電気炉への第一工程における前記固体還元鉄の装入速度がW
i
(kg/min)、前記固体還元鉄に含まれる炭素分がN
iC
(質量%)であるとき、C
1
、C
2
、N
FC
、W
i
、N
iC
の関係が、下記の式(1)~式(4)を満たすことを特徴とする請求項3に記載の溶鋼の製造方法。
C
1C
=C
2
-(N
iC
/N
FC
)×W
i
(1)
C
1C
-ΔC
L
≦C
1
≦C
1C
+ΔC
H
(2)
ΔC
H
=(0.5/N
FC
)×W
i
(3)
ΔC
L
=(0.2/N
FC
)×W
i
(4)
なお、C
1C
-ΔC
L
<0の場合は式(2)左辺を0とし、C
1C
+ΔC
H
<0の場合は式(2)右辺を0とする。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電気炉において、固体還元鉄を主な原料とし、原料を溶解し精錬して溶鋼を得る、溶鋼の製造方法に関するものである。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
製鉄業における高炉・転炉法においては、鉄鉱石を鉄源とし、高炉にてコークスによって鉄鉱石を還元して溶銑を製造し、転炉にて溶銑を精錬して溶鋼としている。鉄鉱石の還元に際して二酸化炭素が排出される。これに対して電気炉法では、主にスクラップを鉄源とし、電力によってスクラップを溶解して溶鋼を得ている。温室効果ガスである二酸化炭素の排出量削減の観点より、高炉・転炉法から電気炉法への置き換えが注目されている。ただし高炉・転炉法から電気炉法に代替する観点からは、代替した電気炉法でも鉄鉱石を原料として用いる必要がある。そのため電気炉に供給される鉄源として、スクラップに替え、あるいはスクラップに加えて、鉄鉱石を直接還元した固体還元鉄の使用が想定される。したがって電気炉を用いた鉄鋼生産においては、固体還元鉄を新たな原料として用いるとともに、生産性および不純物に対する制約を高炉・転炉法相当にすることが将来にわたって必要となる。
【0003】
電気炉の操業においては炉内スラグのフォーミング制御が重要である。フォーミングは炉内で発生する一酸化炭素等のガスによって炉内のスラグが泡立つ現象であり、フォーミングによってスラグの体積は著しく増加する。フォーミングによってスラグの体積が増加することにより、電気炉で熱源として用いるアークを被覆することができるので、電気炉に投入されるエネルギー効率を改善する効果が得られる。したがってフォーミングの不足はエネルギー効率の悪化を招き、生産性を低下させるため避ける必要がある。一方過度にフォーミングさせることはフォーミングに必要な一酸化炭素ガスを生成するための酸素ガスと炭材の過剰使用につながるため生産コストの増大を招く。したがって電気炉における鉄鋼生産においてはフォーミングを適切に制御することが課題である。
【0004】
特許文献1には、低品位の鉄鉱石を原料として得られた固体還元鉄を用いた溶鋼の製造方法が開示されている。固体還元鉄は、SiO
2
およびAl
2
O
3
を合計で3.0質量%以上、炭素を1.0質量%以上含有している。電気炉において、酸素を導入することなく固体還元鉄を加熱し、溶融させて、溶鋼とスラグとに分離し、電気炉から連続してスラグを排出するスラグ分離工程と、スラグ分離工程の後、電気炉において、溶鋼に、電気炉に導入する酸素の全量を吹き付けて脱炭する脱炭工程と、を有する溶鋼の製造方法である。固体還元鉄の炭素含有量を1.0質量%以上とすることにより、固体還元鉄中のFeOと炭素が反応し、十分な量のCOガスを発生させることができ、電気炉中に酸素を導入することなく、スラグを十分にフォーミングさせることができるとしている。特許文献2も同様の趣旨である。
【先行技術文献】
【特許文献】
【0005】
特開2021-080540号公報
特開2021-102798号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明が対象とする溶鋼の製造方法において、電気炉の工程は、原料を溶解する第一工程と、溶鉄を酸化精錬して溶鋼を得る第二工程とを有する。第一工程においては、電気炉に固体還元鉄を連続的に供給しながらアークを主な熱源に、また、酸素ガスと炭材とを同時に供給し炭材の燃焼によって発生する熱を補助的に用いて固体還元鉄を溶解する。第二工程は、第一工程の後、炭材とともに酸素ガスを炉内に供給することで酸化精錬を行い、目的とする成分の溶鋼を得る。第一工程と第二工程のいずれも、電気炉内でスラグを適切にフォーミングさせることが必要である。
【0007】
特許文献1、2に記載の発明において、スラグ分離工程は、上記本発明の第一工程に属する工程である。特許文献1、2においては、前述のように、スラグ分離工程において、電気炉中に酸素を導入することなく、スラグを十分にフォーミングさせることができるとしている。しかし、本発明者らの知見では、電気炉中に酸素を導入しない場合、スラグを十分にフォーミングさせ得ないことがわかった。
【0008】
本発明は、第一工程と第二工程の酸素ガスの供給速度および炭材の供給速度の関係を明確化し、第一工程と第二工程のいずれもスラグを適切にフォーミングさせ得る溶鋼の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
即ち、本発明の要旨とするところは以下のとおりである。
[1]酸素ガスおよび炭材を炉内に供給できるランスを有する電気炉を用いて固体還元鉄を原料として溶鋼を製造する方法であって、前記固体還元鉄および酸素ガスと炭材を炉内に連続的に供給しながらアークを主たる熱源として原料を溶解する第一工程と、酸素ガスと炭材を炉内に連続的に供給しながら前記酸素ガスにより溶鉄を酸化精錬して溶鋼を得る第二工程を有し、
前記第一工程における炉内への前記酸素ガスの供給速度および前記炭材の供給速度をそれぞれ、前記第二工程における炉内への前記酸素ガスの供給速度および前記炭材の供給速度より小さくすることを特徴とする溶鋼の製造方法。
[2]前記固体還元鉄の見かけ密度を3960kg/m
3
以上とすることを特徴とする、[1]に記載の溶鋼の製造方法。
[3]前記固体還元鉄に含まれる酸化鉄が1~10質量%、炭素が0.1~2.0質量%であることを特徴とする[1]または[2]に記載の溶鋼の製造方法。
[4]前記電気炉への炭材供給速度を第一工程でC
1
(kg/min)、第二工程でC
2
(kg/min)、炭材に含まれる固定炭素分がN
FC
(質量%)であり、また前記電気炉への第一工程における固体還元鉄の装入速度がW
i
(kg/min)、還元鉄に含まれる炭素分がN
iC
(質量%)であるとき、C
1
、C
2
、N
FC
、W
i
、N
iC
の関係が、下記の式(1)~式(4)を満たすことを特徴とする[1]~[3]のいずれかひとつに記載の溶鋼の製造方法。
C
1C
=C
2
-(N
iC
/N
FC
)×W
i
(1)
C
1C
-ΔC
L
≦C
1
≦C
1C
+ΔC
H
(2)
ΔC
H
=(0.5/N
FC
)×W
i
(3)
ΔC
L
=(0.2/N
FC
)×W
i
(4)
なお、C
1C
-ΔC
L
<0の場合は式(2)左辺を0とし、C
1C
+ΔC
H
<0の場合は式(2)右辺を0とする。
【発明の効果】
【0010】
酸素ガス及び炭材を過剰に使用することなく、スラグのフォーミングを制御することを可能とした。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
9日前
日本製鉄株式会社
鋼線
9日前
日本製鉄株式会社
直流電気炉
4日前
日本製鉄株式会社
直流電気炉
4日前
日本製鉄株式会社
鋼の製造方法
11日前
日本製鉄株式会社
金属溶解方法
4日前
日本製鉄株式会社
高炉の操業方法
2日前
日本製鉄株式会社
直流電気溶解炉
4日前
日本製鉄株式会社
焼結鉱の製造方法
12日前
日本製鉄株式会社
棒製品の製造方法
11日前
日本製鉄株式会社
溶銑の脱りん方法
9日前
日本製鉄株式会社
補強H形鋼有孔梁
5日前
日本製鉄株式会社
ガス漏洩部の補修方法
3日前
日本製鉄株式会社
制御装置及び制御方法
5日前
日本製鉄株式会社
スポット溶接継手の性能推定方法
2日前
日本製鉄株式会社
塩害コンクリート構造物の補修工法
9日前
日本製鉄株式会社
ヤード検査ロボットおよびプログラム
4日前
日本製鉄株式会社
フェライト系ステンレス鋼板とその製造方法および部品
9日前
日本製鉄株式会社
深層学習モデル生成装置、および深層学習モデル生成方法
2日前
日本製鉄株式会社
快削鋼連続鋳造用モールドパウダー及び快削鋼連続鋳造方法
9日前
日本製鉄株式会社
連続鋳造用鋳型、鋳片の連続鋳造方法、及び、連続鋳造鋳片
9日前
日本製鉄株式会社
連続鋳造用鋳型、鋳片の連続鋳造方法、及び、連続鋳造鋳片
9日前
日本製鉄株式会社
高炉操業方法、高炉操業制御装置、高炉操業制御プログラム
2日前
日本製鉄株式会社
自動車パネルの製造方法
11日前
日本製鉄株式会社
マルテンサイト系ステンレス鋼板およびその製造方法並びにブレーキディスク
4日前
日本製鉄株式会社
多角形筒型構造、および洋上風力発電設備向けの基礎構造物
1日前
株式会社Liberaware
無人飛行体の制御方法、無人飛行体およびプログラム
9日前
新和環境株式会社
炉システム
3か月前
新和環境株式会社
炉システム
3か月前
株式会社戸畑製作所
高炉用羽口
5か月前
日本製鉄株式会社
転炉精錬方法
3か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
株式会社伊原工業
還元鉄の製造方法
3か月前
中外炉工業株式会社
連続式熱処理炉
1か月前
日本製鉄株式会社
スラグの排出方法
4か月前
個人
製鋼用副資材及びその製造方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ