TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097627
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023213925
出願日
2023-12-19
発明の名称
圧力センサ
出願人
株式会社鷺宮製作所
代理人
弁理士法人谷・阿部特許事務所
主分類
G01L
9/00 20060101AFI20250624BHJP(測定;試験)
要約
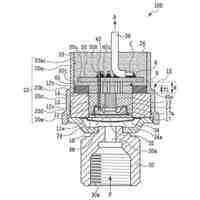
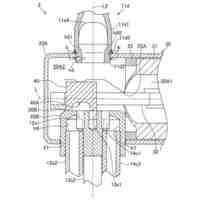
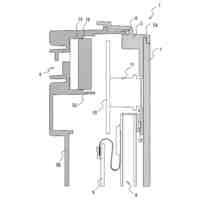
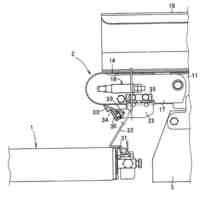
【課題】センサ固定部材に固定されているピン部材に加えられる応力の大きさを低減することにより信頼性高く液密性を確保することのできる圧力センサを提供すること。
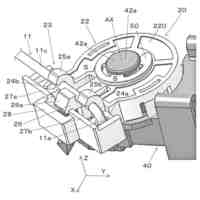
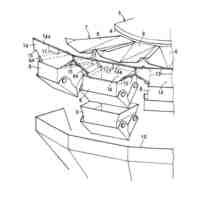
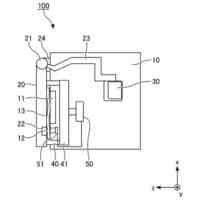
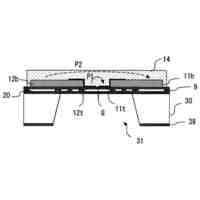
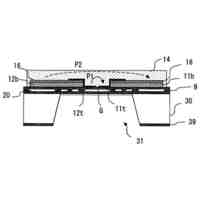
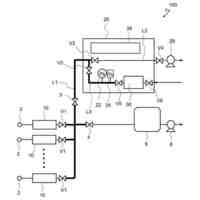
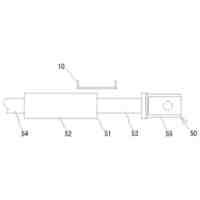
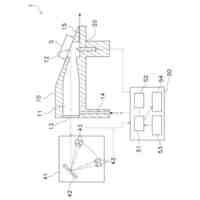
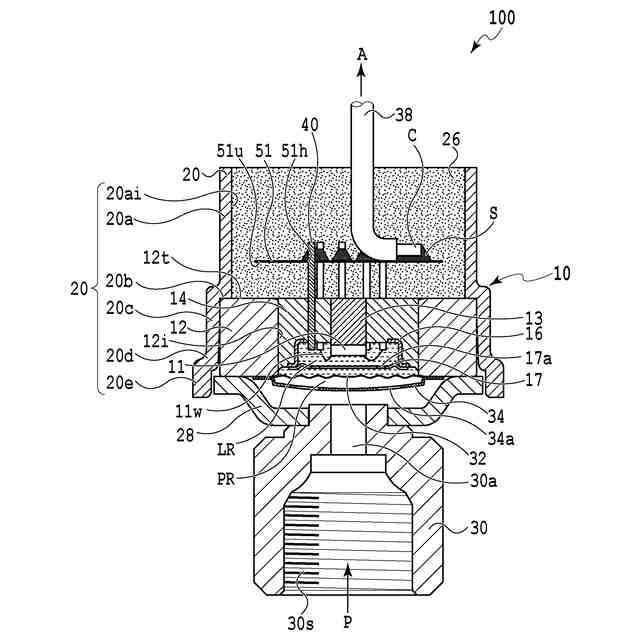
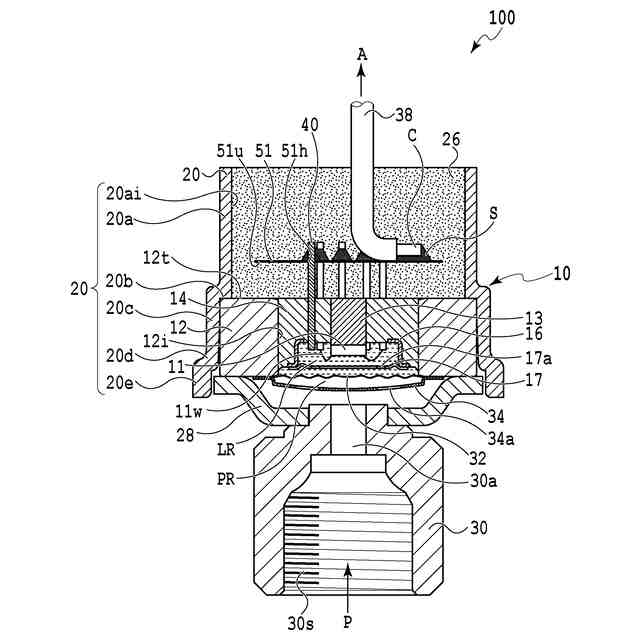
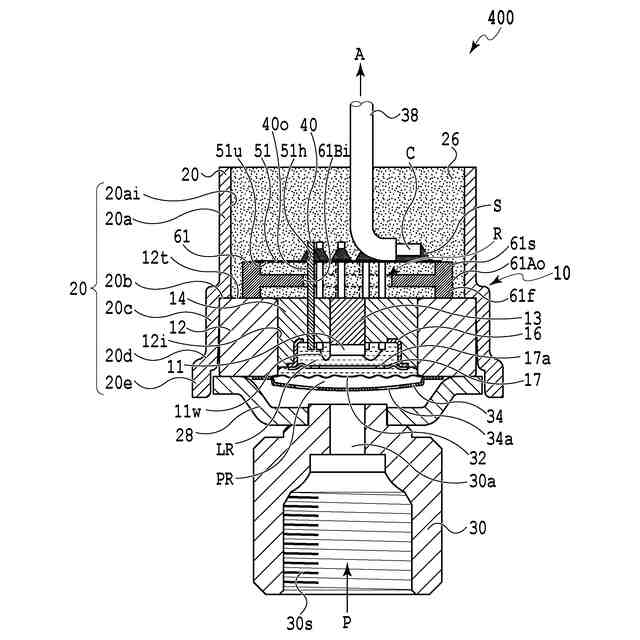
【解決手段】センサチップ11がFPC(中継基板)51に接続されてケース20内に封止材26により液密に内装される圧力センサ100であって、センサは圧力室PRを備えるハウジング12に設置され、FPCはハウジング内を貫通するリードピン40を介してセンサチップが導通接続されるとともに外部機器Aから延長されているリード線38が導通接続されてセンサチップおよび外部機器の間に介在するように配置されており、リードピンはハウジングおよび中継基板の間に進入する封止材が接合されており、FPCは、可撓性を有するシート状材料により構成されている。
【選択図】図1
特許請求の範囲
【請求項1】
測定対象の圧力を検出するセンサが中継基板に接続されて前記中継基板と共にケース内に封止材により液密に内装される圧力センサであって、
前記センサは測定対象の圧力を受ける圧力室を備えるセンサ固定部材に設置され、
前記中継基板は前記センサ固定部材内を液密に貫通する棒状のピン部材を介して前記圧力室に設置されている前記センサが導通接続されるとともに、当該中継基板には外部機器から延長されている部材が導通接続されて、該中継基板が前記センサおよび前記外部機器の間に介在するように配置されており、
前記ピン部材は前記センサ固定部材から突出して離隔する前記中継基板に接続されて前記センサ固定部材および前記中継基板の間に進入する前記封止材が接合され、
前記中継基板は、可撓性を有するシート状材料により構成されていることを特徴とする圧力センサ。
続きを表示(約 980 文字)
【請求項2】
前記中継基板は、前記ピン部材および前記封止材の一方あるいは双方から加えられる応力に応じて変形することを特徴とする請求項1に記載の圧力センサ。
【請求項3】
前記中継基板は、フレキシブルプリント基板により構成されていることを特徴とする請求項1に記載の圧力センサ。
【請求項4】
前記中継基板の一部あるいは全体は、前記ピン部材との導通接続作業時に水平方向に対して傾斜する状態で当該ピン部材に導通接続されて作製されていることを特徴とする請求項1に記載の圧力センサ。
【請求項5】
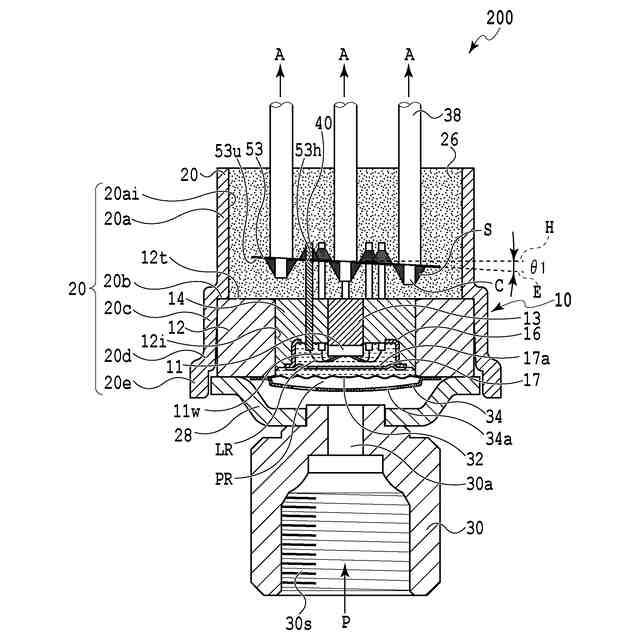
前記中継基板の一部あるいは全体は、前記ピン部材の延長方向に対して傾斜する形態に作製されていることを特徴とする請求項1に記載の圧力センサ。
【請求項6】
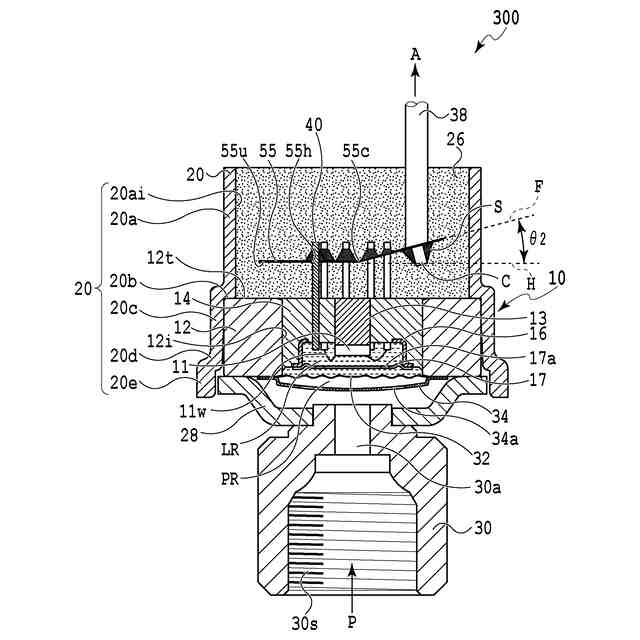
前記中継基板の一部は、前記ピン部材の延長方向に対して平行となる形態に作製されて、前記外部機器から延長されている部材の延長方向にも平行になって当該部材に導通接続されていることを特徴とする請求項1に記載の圧力センサ。
【請求項7】
前記中継基板は、前記センサ固定部材との間に介在するスペーサに載置されて前記ピン部材との導通接続作業を行う形態に作製されていることを特徴とする請求項1に記載の圧力センサ。
【請求項8】
前記スペーサは、線膨張係数が前記ピン部材および前記封止材の間の材料により構成されていることを特徴とする請求項7に記載の圧力センサ。
【請求項9】
前記スペーサは、前記センサ固定部材への設置面と平行な厚さの載置面を有して、前記中継基板の一部あるいは全体は、前記ピン部材の延長方向に対して傾斜する形状に作製されて、当該中継基板には外部機器から延長されている部材の一部である電線の芯線が導通接続されていることを特徴とする請求項7に記載の圧力センサ。
【請求項10】
前記スペーサは、前記センサ固定部材への設置面と平行な厚さの載置面を有して、前記中継基板の一部は、前記ピン部材の延長方向に対して平行となる形態に作製されて、当該中継基板には外部機器から延長されている部材の一部である電線の芯線の延長方向にも平行になって当該芯線に導通接続されていることを特徴とする請求項7に記載の圧力センサ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂により液密にモールドされている圧力センサに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
圧力や温度などを検出する各種センサは、測定対象の近傍に固定されて検出信号を測定機器などに送出するように利用されており、その測定機器に内蔵あるいは外付けされる形態で多用されている。
【0003】
この種の各種センサは、測定対象と同等の環境に晒される箇所に設置可能にセンサユニットのケース内に液密に内装されて利用されるようになっている。例えば、センサチップに入出力する電源や電気信号を中継等する基板を介在させる構造が採用される場合には、リード線やリードピンなどの導通部材をその基板に接続することによって、ケース内への内装工程を容易化することができる(特許文献1を参照)。
【先行技術文献】
【特許文献】
【0004】
特開2019-158726号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
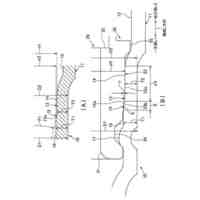
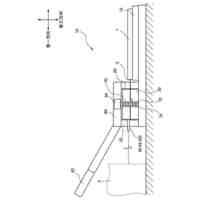
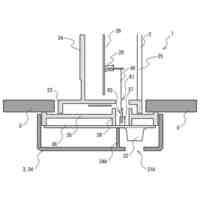
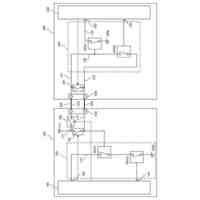
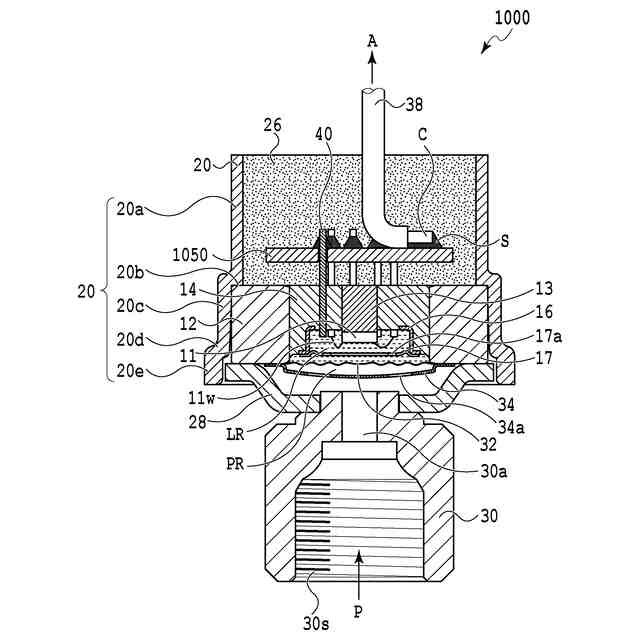
しかしながら、特許文献1に記載の圧力センサにおいては、例えば、図7に示すように、外部機器Aに接続するリード線38と共にハウジング12の内周面に形成されたハーメチックガラス14に固定されてセンサチップ11に接続するリードピン40をそれぞれ中継基板1050に接続した後に、ケース20内に収納して樹脂製の封止材26を充填することで各所に設置可能な液密性を確保している。
【0006】
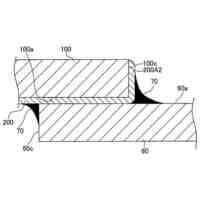
このため、この圧力センサ1000では、ハウジング12と中継基板1050との間に封止材26が進入して双方に密接する状態で接合固化する構造になっている。
【0007】
このような構造では、中継基板1050やケース20や封止材26などの構成材毎の線膨張係数を有していることから、測定対象を含む内外等の温度に応じて構成材毎の膨張・縮小の程度に差が生じことになる。特に、リードピン40を固定しているハウジング12(ハーメチックガラス14)と中継基板1050とが剛体で構成され、ハウジング12と中継基板1050との間の封止材26およびリードピン40の膨張・縮小量が大きく異なる場合には、封止材26に接合されているリードピン40は、その封止材26の膨張・縮小につれられてハウジング12内に押し込まれ、あるいは、そのハウジング12内から引き抜く方向の応力が加えられてしまうことになる。
【0008】
すると、ハウジング12内でリードピン40が長さ方向に移動して、ハウジング12におけるリードピン40との固定箇所にセンサチップ11の設置個所側から中継基板1050側に向かって連続する亀裂等が生じてしまい液密性能を低下させてしまう可能性がある。
【0009】
そこで、本発明は、センサ固定部材に固定されているピン部材に加えられる応力の大きさを低減することにより信頼性高く液密性を確保することのできる圧力センサを提供することを目的としている。
【課題を解決するための手段】
【0010】
上記課題を解決する圧力センサの発明の一態様は、測定対象の圧力を検出するセンサが中継基板に接続されて前記中継基板と共にケース内に封止材により液密に内装される圧力センサであって、前記センサは測定対象の圧力を受ける圧力室を備えるセンサ固定部材に設置され、前記中継基板は前記センサ固定部材内を液密に貫通する棒状のピン部材を介して前記圧力室に設置されている前記センサが導通接続されるとともに、当該中継基板には外部機器から延長されている部材が導通接続されて、該中継基板が前記センサおよび前記外部機器の間に介在するように配置されており、前記ピン部材は前記センサ固定部材から突出して離隔する前記中継基板に接続されて前記センサ固定部材および前記中継基板の間に進入する前記封止材が接合され、前記中継基板は、可撓性を有するシート状材料により構成されていることを特徴とするものである。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社鷺宮製作所
制御装置
9日前
株式会社鷺宮製作所
圧力センサ
3日前
株式会社鷺宮製作所
圧力センサ
3日前
株式会社鷺宮製作所
弁装置および冷凍サイクルシステム
1日前
株式会社鷺宮製作所
スライド式切換弁および冷凍サイクルシステム
1日前
株式会社鷺宮製作所
弁装置、弁装置の製造方法、および弁装置における冷媒配管の接続構造
15日前
日本精機株式会社
表示装置
25日前
日本精機株式会社
計器装置
1日前
日本精機株式会社
液面検出装置
3日前
株式会社チノー
測定装置
1か月前
大和製衡株式会社
組合せ秤
3日前
有限会社原製作所
検出回路
23日前
大和製衡株式会社
組合せ秤
3日前
大和製衡株式会社
組合せ秤
9日前
日本無線株式会社
レーダ装置
24日前
株式会社リコー
光学機器
23日前
個人
フロートレス液面センサー
16日前
ダイハツ工業株式会社
試験用治具
9日前
株式会社チノー
検量線の取得方法
1か月前
日本特殊陶業株式会社
ガスセンサ
4日前
日本特殊陶業株式会社
ガスセンサ
4日前
日本精機株式会社
二酸化炭素濃度測定器
1か月前
キヤノン株式会社
放射線撮像装置
18日前
日本特殊陶業株式会社
ガスセンサ
15日前
大和製衡株式会社
組合せ計量装置
25日前
株式会社クボタ
作業車
8日前
大同特殊鋼株式会社
座標系較正方法
18日前
大同特殊鋼株式会社
ラベル色特定方法
18日前
トヨタ自動車株式会社
歯車の検査方法
4日前
TDK株式会社
計測装置
2日前
株式会社フジキン
流量測定装置
10日前
旭光電機株式会社
漏出検出装置
15日前
株式会社ノーリツ
通信システム
1日前
新電元メカトロニクス株式会社
位置検出装置
1日前
株式会社島津製作所
発光分析装置
1日前
スズキ株式会社
ECU交換診断システム
29日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ