TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097734
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023214090
出願日
2023-12-19
発明の名称
浸透探傷方法及び浸透探傷装置
出願人
マークテック株式会社
代理人
個人
主分類
G01N
21/91 20060101AFI20250624BHJP(測定;試験)
要約
【課題】加熱工程に要する時間をより短縮した、浸透探傷方法及び浸透探傷装置を提供する。
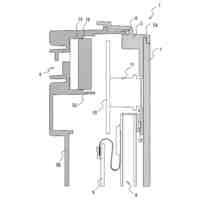
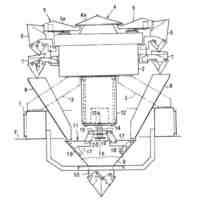
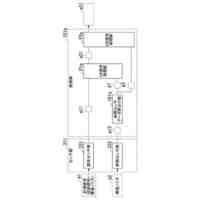
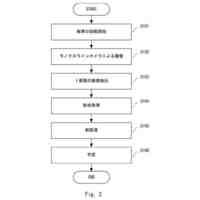
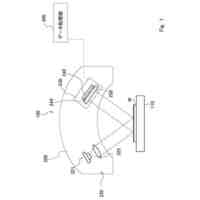
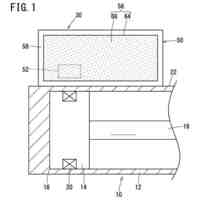
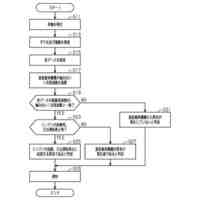
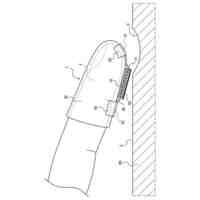
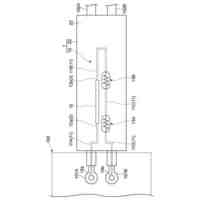
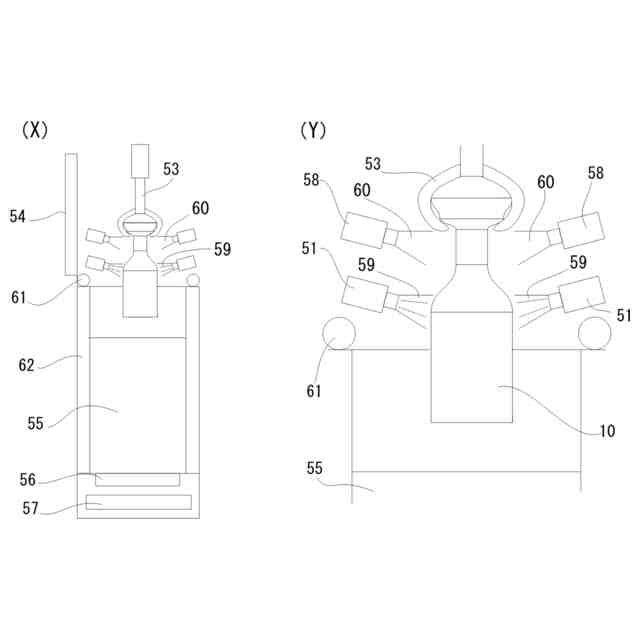
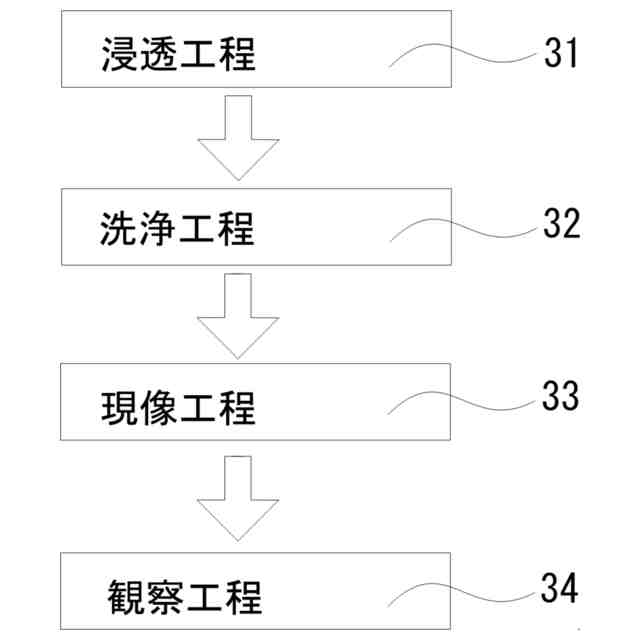
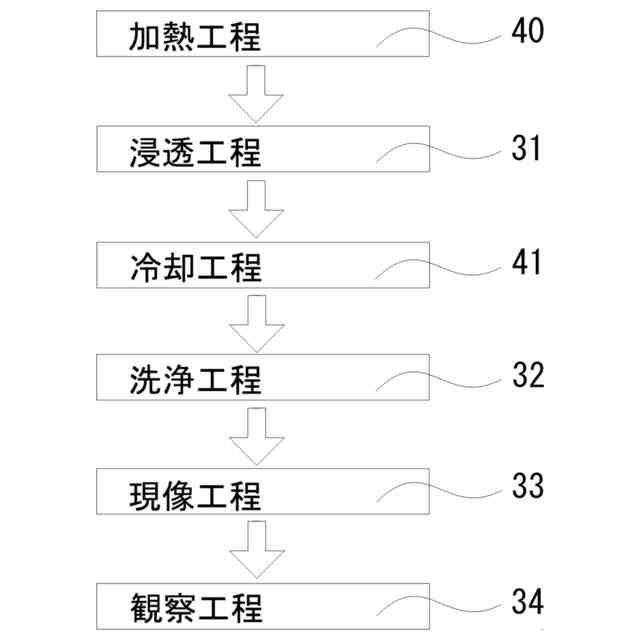
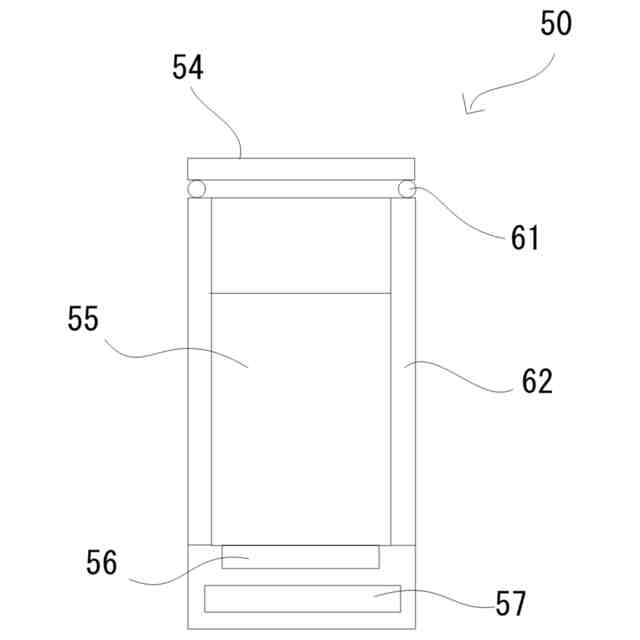
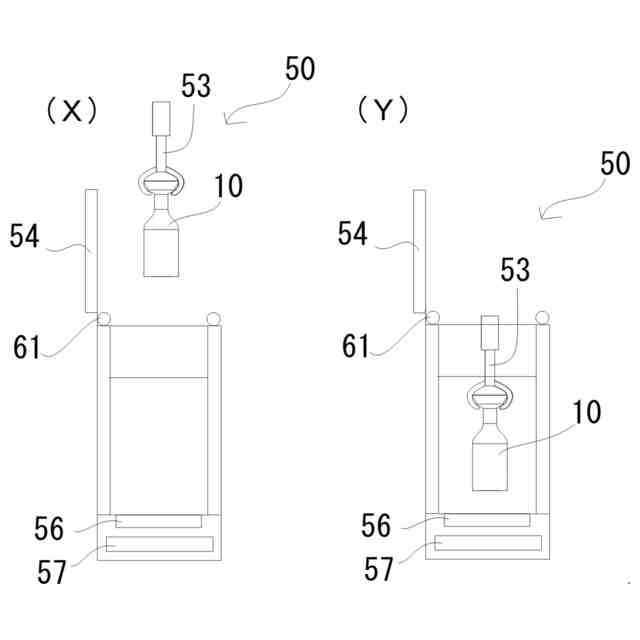
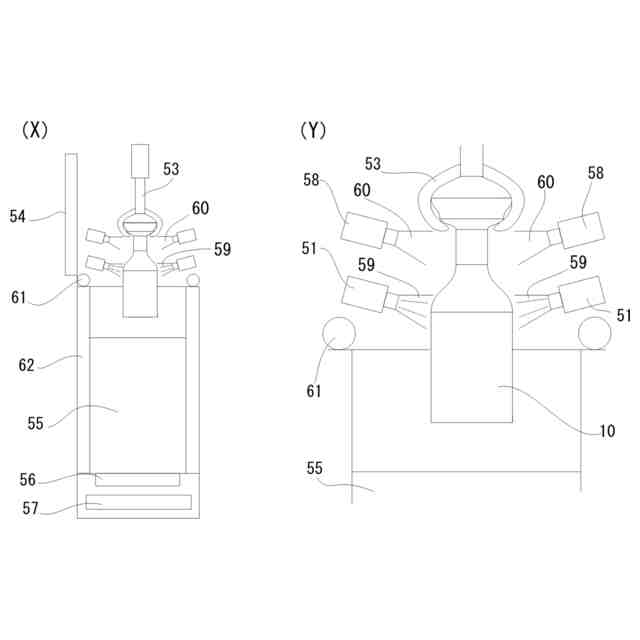
【解決手段】浸透探傷方法は加熱工程40,浸透工程31、冷却工程41、洗浄工程32、現像工程33,観察工程34を順次備え、浸透探傷方法を実施する浸透探傷装置は、加熱工程40を実施可能な加熱手段を備え、該加熱手段は、熱湯槽50及びスチーム噴射部51による過熱水蒸気59の噴射及び熱風噴射部58による高温熱風60の噴射を被検査物10の表面11に対して行うことが可能に構成される。
【選択図】図8
特許請求の範囲
【請求項1】
被検査物に対し浸透液を適用する浸透工程と、被検査物表面の浸透液を除去する洗浄工程と、指示模様を観察する観察工程とを順次備える浸透探傷方法において、
前記浸透探傷方法は前記浸透工程の前に更に加熱工程を備え、
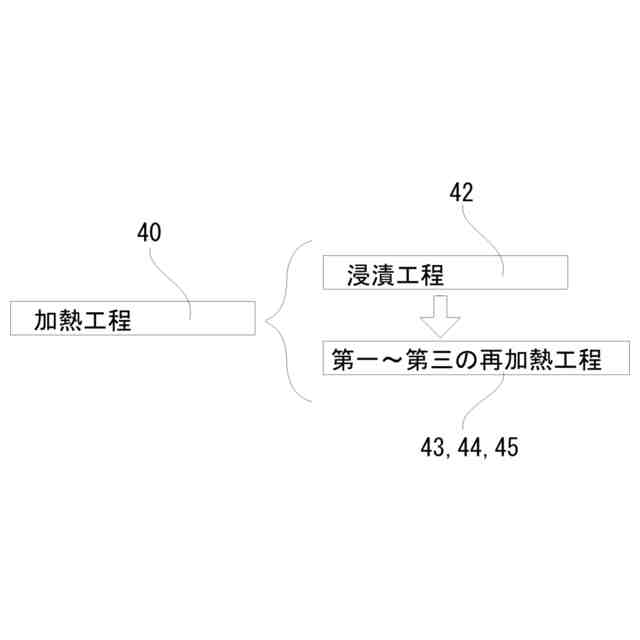
前記加熱工程は、浸漬工程と、第一の再加熱工程を順次実施する工程であり、
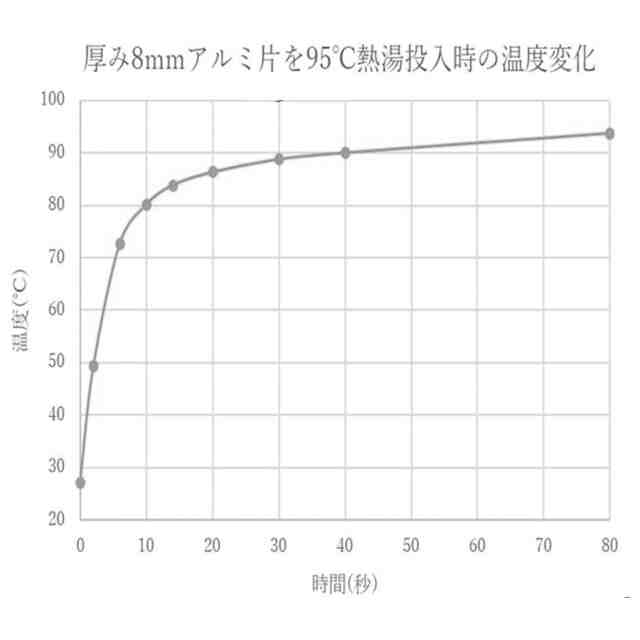
前記浸漬工程は、前記被検査物を、熱湯槽内の摂氏90度以上の熱湯に、30秒以内の間浸漬する工程であり、
前記第一の再加熱工程は、前記被検査物の少なくとも一部を前記熱湯槽内の前記熱湯から引き抜いた直後に、前記被検査物表面を過熱水蒸気で加熱する工程であることを特徴とする、浸透探傷方法。
続きを表示(約 1,000 文字)
【請求項2】
被検査物に対し浸透液を適用する浸透工程と、被検査物表面の浸透液を除去する洗浄工程と、指示模様を観察する観察工程とを順次備える浸透探傷方法において、
前記浸透探傷方法は前記浸透工程の前に更に加熱工程を備え、
前記加熱工程は、浸漬工程と、第二の再加熱工程を順次実施する工程であり、
前記浸漬工程は、前記被検査物を、熱湯槽内の摂氏90度以上の熱湯に、30秒以内の間浸漬する工程であり、
前記第二の再加熱工程は、前記被検査物の少なくとも一部を前記熱湯槽内の前記熱湯から引き抜いた直後に、前記被検査物表面を摂氏100度以上の高温熱風で加熱する工程であることを特徴とする、浸透探傷方法。
【請求項3】
被検査物に対し浸透液を適用する浸透工程と、被検査物表面の浸透液を除去する洗浄工程と、指示模様を観察する観察工程とを順次備える浸透探傷方法において、
前記浸透探傷方法は前記浸透工程の前に更に加熱工程を備え、
前記加熱工程は、浸漬工程と、第三の再加熱工程を順次実施する工程であり、
前記浸漬工程は、前記被検査物を、熱湯槽内の摂氏90度以上の熱湯に、30秒以内の間浸漬する工程であり、
前記第三の再加熱工程は、前記被検査物の少なくとも一部を前記熱湯槽内の前記熱湯から引き抜いた直後に前記被検査物表面を過熱水蒸気で1秒~4秒加熱し、その直後に前記被検査物表面の過熱水蒸気で加熱した部分を摂氏100度以上の高温熱風で1~5秒加熱する工程であることを特徴とする、浸透探傷方法。
【請求項4】
加熱手段、浸透手段、洗浄手段、観察手段を備えた浸透探傷装置であって、
前記加熱手段は、熱湯槽及び過熱水蒸気を噴射可能なスチーム噴射部を備えたことを特徴とする、浸透探傷装置。
【請求項5】
加熱手段、浸透手段、洗浄手段、観察手段を備えた浸透探傷装置であって、
前記加熱手段は、熱湯槽及び高温熱風を噴射可能な熱風噴射部を備えたことを特徴とする、浸透探傷装置。
【請求項6】
前記熱湯槽は、内部に熱湯を対流可能である熱湯噴射部を備えたことを特徴とする、請求項4または5に記載の浸透探傷装置。
【請求項7】
前記熱湯槽は、蓋を備え、前記蓋は耐スチーム性のシール材を備えることを特徴とする、請求項4または5に記載の浸透探傷装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、浸透探傷方法及び装置に関し、特に、被検査物表面についたきずに浸透液を浸透させる方法及びその装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来から、工業用材料として製造される、アルミ、チタン、オーステナイト系ステンレス、セラミックなどの非磁性材料による製品の表面の微細な開口欠陥等の探傷に非破壊検査法の1つとして、浸透探傷法が知られている。
【0003】
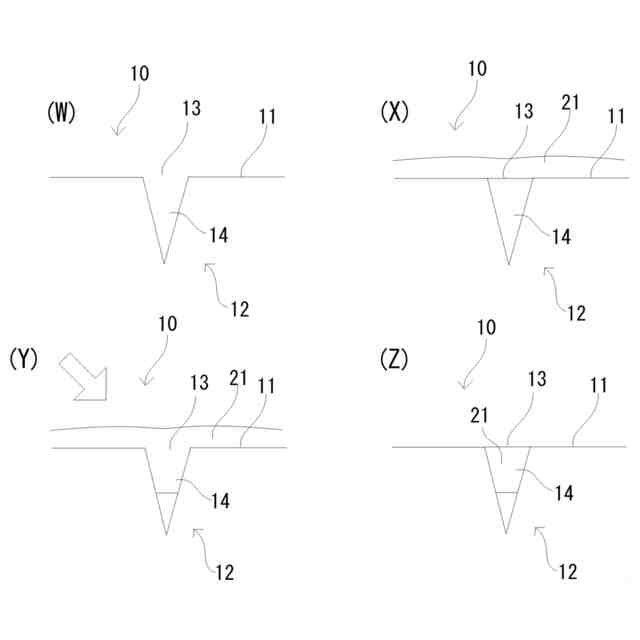
従来から知られている浸透探傷法は、被検査物の表面に浸透液を塗布して、被検査物表面に存在する開口欠陥部中に浸透液を浸透させる浸透工程、次に欠陥部内に浸透せずに被検査物表面に残留付着している余剰浸透液を洗浄液によって除去して、浸透液が欠陥部内のみに残留している状態とする洗浄工程、次に洗浄液が乾燥した後、被検査物表面に現像剤の均一な薄層を形成し、欠陥部内に浸透している浸透液を吸出させ層表面に欠陥指示模様を現出させる現像工程をし、その後に可視光下又は紫外線光の照射下で欠陥指示模様を確認する観察工程をする方法が知られている。そして浸透工程を行う前に、被検査物の表面に油汚れ等がある場合は、有機溶剤等を用いて表面を清浄にする前洗浄工程が行われる。なお、前記浸透液としては、通常、赤色染料又は蛍光染料を石油系混合溶剤、芳香族系溶剤等に溶解し可塑剤、界面活性剤等を添加してなる非揮発性で浸透性の強い液体が用いられる。又、前記余剰浸透液を洗浄する洗浄液には、前記浸透液を溶解する有機溶剤か、又は水が用いられる方法が知られている。
【0004】
特許文献1では、浸透探傷試験において、余剰浸透液を水を用いて洗浄除去する洗浄処理が終わったあとに行う乾燥処理における試験体表面の加熱を、試験体の表層部近傍に誘導される渦電流の抵抗損によって自己発熱させる誘導加熱により行う浸透探傷試験方法が開示されているが、これは乾燥処理として優れるものの、浸透液を浸透させる工程に要する時間などの短縮については依然として問題が残っていた。
【0005】
特開平6-167462号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
このように、 従来知られている浸透探傷法においては、被検査物表面に存在する開口欠陥部中に浸透液を浸透させる浸透工程において、浸透液を開口欠陥部中に十分に浸透させるには、長い浸透時間を要していた。浸透工程において浸透時間が長くかかることにより、この浸透工程がボトルネックとなってラインの作業効率が低下するということや、浸透工程のために広大なスペースが必要となる点が課題となっていた。被検査物が比較的大きいビレット等の場合、複数のビレットを浸透工程のために保管するスペースが必要になるため、生産量の多い工場等では、多数の大きなビレットを保管する広大なスペースを確保する必要があり、この点も課題であった。そのため、従来の浸透探傷法は、生産量が多い部品や、リアルタイムで検査しなければならない部品は対象とすることが事実上出来ないという点が課題であった。本発明は、これらの問題を解決するための浸透探傷方法及びそれに使用する浸透探傷装置を提供するものである。
【課題を解決するための手段】
【0007】
そこで本発明の浸透探傷方法は、被検査物に対し浸透液を適用する浸透工程と、被検査物表面の浸透液を除去する洗浄工程と、指示模様を観察する観察工程とを順次備える浸透探傷方法において、前記浸透探傷方法は前記浸透工程の前に更に加熱工程を備え、前記加熱工程は、浸漬工程と、第一の再加熱工程を順次実施する工程であり、前記浸漬工程は、前記被検査物を、熱湯槽内の摂氏90度以上の熱湯に、30秒以内の間浸漬する工程であり、前記第一の再加熱工程は、前記被検査物の少なくとも一部を前記熱湯槽内の前記熱湯から引き抜いた直後に、前記被検査物表面を過熱水蒸気で加熱する工程であることを特徴とする。
【0008】
また、本発明の浸透探傷方法は、被検査物に対し浸透液を適用する浸透工程と、被検査物表面の浸透液を除去する洗浄工程と、指示模様を観察する観察工程とを順次備える浸透探傷方法において、前記浸透探傷方法は前記浸透工程の前に更に加熱工程を備え、前記加熱工程は、浸漬工程と、第二の再加熱工程を順次実施する工程であり、前記浸漬工程は、前記被検査物を、熱湯槽内の摂氏90度以上の熱湯に、30秒以内の間浸漬する工程であり、前記第二の再加熱工程は、前記被検査物の少なくとも一部を前記熱湯槽内の前記熱湯から引き抜いた直後に、前記被検査物表面を摂氏100度以上の高温熱風で加熱する工程であることを特徴とする。
【0009】
被検査物に対し浸透液を適用する浸透工程と、被検査物表面の浸透液を除去する洗浄工程と、指示模様を観察する観察工程とを順次備える浸透探傷方法において、前記浸透探傷方法は前記浸透工程の前に更に加熱工程を備え、前記加熱工程は、浸漬工程と、第三の再加熱工程を順次実施する工程であり、前記浸漬工程は、前記被検査物を、熱湯槽内の摂氏90度以上の熱湯に、30秒以内の間浸漬する工程であり、前記第三の再加熱工程は、前記被検査物の少なくとも一部を前記熱湯槽内の前記熱湯から引き抜いた直後に前記被検査物表面を過熱水蒸気で1秒~4秒加熱し、その直後に前記被検査物表面の過熱水蒸気で加熱した部分を摂氏100度以上の高温熱風で1~5秒加熱する工程であることを特徴とする。
【0010】
また、本発明の浸透探傷装置は、加熱手段、浸透手段、洗浄手段、観察手段を備えた浸透探傷装置であって、前記加熱手段は、熱湯槽及び過熱水蒸気を噴射可能なスチーム噴射部を備えたことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
計器装置
今日
日本精機株式会社
液面検出装置
2日前
大和製衡株式会社
組合せ秤
8日前
大和製衡株式会社
組合せ秤
2日前
大和製衡株式会社
組合せ秤
2日前
個人
フロートレス液面センサー
15日前
日本特殊陶業株式会社
ガスセンサ
14日前
ダイハツ工業株式会社
試験用治具
8日前
日本特殊陶業株式会社
ガスセンサ
3日前
日本特殊陶業株式会社
ガスセンサ
3日前
キヤノン株式会社
放射線撮像装置
17日前
株式会社クボタ
作業車
7日前
大同特殊鋼株式会社
座標系較正方法
17日前
株式会社ノーリツ
通信システム
今日
旭光電機株式会社
漏出検出装置
14日前
TDK株式会社
計測装置
1日前
大同特殊鋼株式会社
ラベル色特定方法
17日前
新電元メカトロニクス株式会社
位置検出装置
今日
株式会社フジキン
流量測定装置
9日前
トヨタ自動車株式会社
歯車の検査方法
3日前
住友化学株式会社
積層基板
14日前
株式会社アステックス
ラック型負荷装置
15日前
株式会社島津製作所
発光分析装置
今日
大和ハウス工業株式会社
計測用治具
14日前
日本製鉄株式会社
評価方法
15日前
パイオニア株式会社
評価装置
7日前
株式会社ミツトヨ
非接触表面性状評価装置
16日前
SMC株式会社
位置検出センサ
7日前
株式会社デンソー
電流センサ
14日前
トヨタ自動車株式会社
異音判定装置
16日前
DIC株式会社
凹凸増幅用具
今日
タカハタプレシジョン株式会社
水道メータ
今日
株式会社イシダ
X線検査装置
21日前
オプテックス株式会社
検知装置
今日
日新電機株式会社
検電デバイス
7日前
株式会社日本マイクロニクス
プローブ
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ