TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104438
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023222247
出願日
2023-12-28
発明の名称
エッチング用金属体、エッチング用金属体の外観検査方法
出願人
TOPPANホールディングス株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G01N
21/892 20060101AFI20250703BHJP(測定;試験)
要約
【課題】平坦性に優れるエッチング用金属体及びエッチング用金属体の平坦性を簡便に解析できるエッチング用金属体の外観検査方法の提供。
【解決手段】エッチング用金属体の表面における平坦部の輝度と凹凸部の輝度との差が60未満、輝度は下記の外観検査方法で測定されるエッチング用金属体。
(外観検査方法)
エッチング用金属体の表面に対して白色照明光を照射し、前記表面における平坦部の輝度が100となるように白色照明光の照度を調整し、エッチング用金属体の表面に対して白色照明光を照射し白色照明光の反射光を得た状態で、エッチング用金属体の表面の画像データを検査部で取得し、画像データからエッチング用金属体の表面における平坦部と凹凸部にわたってエッチング用金属体の表面の輝度のプロファイルを取得して、平坦部の輝度のピークと凹凸部の輝度のピークを抽出し平坦部の輝度と凹凸部の輝度差(平坦部の輝度-凹凸部の輝度)を算出する。
【選択図】なし
特許請求の範囲
【請求項1】
エッチングパターン形成用に用いられるエッチング用金属体であって、
前記エッチング用金属体の表面における平坦部の輝度と凹凸部の輝度との差が60未満であり、
前記輝度は、下記のエッチング用金属体の外観検査方法で測定される、エッチング用金属体。
(エッチング用金属体の外観検査方法)
エッチング用金属体の表面に対して白色照明光を照射し、前記エッチング用金属体の表面における平坦部の輝度が100となるように、前記白色照明光の照度を調整し、前記エッチング用金属体の表面に対して白色照明光を照射し、前記エッチング用金属体の表面で反射した前記白色照明光の反射光を得た状態で、前記エッチング用金属体の表面の画像データを検査部で取得し、前記画像データから、前記エッチング用金属体の表面における前記平坦部と前記凹凸部にわたって、前記エッチング用金属体の表面の輝度のプロファイルを取得して、前記平坦部の輝度のピークと前記凹凸部の輝度のピークを抽出し、前記平坦部の輝度と前記凹凸部の輝度差(平坦部の輝度-凹凸部の輝度)を算出する。
続きを表示(約 1,100 文字)
【請求項2】
前記エッチング用金属体の厚さが5μm以上50μm以下である、請求項1に記載のエッチング用金属体。
【請求項3】
前記エッチング用金属体は鉄系金属である、請求項1に記載のエッチング用金属体。
【請求項4】
前記鉄系金属は、ステンレス合金製、鉄-ニッケル系合金製、または、鉄-ニッケル-コバルト系合金製である、請求項3に記載のエッチング用金属体。
【請求項5】
エッチングパターン形成用に用いられるエッチング用金属体の表面の外観検査方法であって、
エッチング用金属体の表面に対して白色照明光を照射し、前記エッチング用金属体の表面における平坦部の輝度が100となるように、前記白色照明光の照度を調整する工程と、
前記エッチング用金属体の表面に対して白色照明光を照射し、前記エッチング用金属体の表面で反射した前記白色照明光の反射光を得た状態で、前記エッチング用金属体の表面の画像データを検査部で取得する工程と、
前記画像データから、前記エッチング用金属体の表面における平坦部と凹凸部にわたって、前記エッチング用金属体の表面の輝度のプロファイルを取得して、前記平坦部の輝度のピークと前記凹凸部の輝度のピークを抽出し、前記平坦部の輝度と前記凹凸部の輝度差(平坦部の輝度-凹凸部の輝度)を算出する工程と、を有する、エッチング用金属体の外観検査方法。
【請求項6】
前記エッチング用金属体を、前記検査部に対して時計回りに-45°、0°、+45°の3方向に配置して、前記エッチング用金属体の表面の画像データを取得する、請求項5に記載のエッチング用金属体の外観検査方法。
【請求項7】
前記検査部を、前記エッチング用金属体に対して時計回りに-45°、0°、+45°の3方向に配置して、前記エッチング用金属体の表面の画像データを取得する、請求項5に記載のエッチング用金属体の外観検査方法。
【請求項8】
前記エッチング用金属体の表面に対して入射する前記白色照明光の前記エッチング用金属体の鉛直面となす角度A、および前記エッチング用金属体の表面から受光する前記反射光の前記エッチング用金属体の鉛直面となす角度Bが90°未満である、請求項5に記載のエッチング用金属体の外観検査方法。
【請求項9】
前記角度Aと前記角度Bが異なる、請求項8に記載のエッチング用金属体の外観検査方法。
【請求項10】
前記角度Aと前記角度Bの差が1°以上10°以下である、請求項8に記載のエッチング用金属体の外観検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、エッチング用金属体、エッチング用金属体の外観検査方法に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
金属箔の製造工程や、金属箔を使用した生産ラインにおいて、金属箔の表面に凹凸が生じることをゼロにすることができない。特にフォトリソグラフィプロセスを行うレジスト形成工程において、ドライフィルムを用いた場合であっても、液体を用いた場合であっても、レジストが金属箔の表面の凹凸に追従しにくいことがある。レジストが金属箔の表面の凹凸に追従しない場合、金属箔をエッチングすると、金属箔に欠陥(目的とするエッチングが施されない箇所)が生じる。しかしながら、金属箔の表面の凹凸は、程度によって問題ない場合がある。凹凸の程度は、凹凸の高さや深さを厳密に計測することによって閾値を設けることができるものの、製造装置で凹凸の高さや深さを厳密に計測することは、製造に要する時間が長くなることから現実的ではない。また、金属箔を検査する場合、破壊検査が一般的であるため、測定対象の金属箔は製品としての形状を維持できない。
【0003】
従来の金属箔等の金属エッチング用基材の表面に生じた凹凸(変形)の評価方法としては、例えば、第1の照明光のピーク波長と第2の照明光のピーク波長との波長差が5nm以上90nm以下である測定装置により、金属体に第1の照明光および第2の照明光を少なくとも照射し、金属体からの照明光の反射光を互いに区別して測定し、測定装置による反射光の輝度値の測定結果に基づいて金属体の形状を検査するための情報を算出する演算処理装置により、第1の照明光の反射光の輝度値と、第2の照明光の反射光の輝度値との差分を用いて、情報として金属体の表面の傾きを算出する方法が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特許第6119926号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されている方法は、少なくとも2つの照明光を用いた検査方法であるため、解析が複雑になるという課題があった。
【0006】
本発明は、上記事情に鑑みてなされたものであって、平坦性に優れるエッチング用金属体、およびエッチング用金属体の平坦性を簡便に解析することができるエッチング用金属体の外観検査方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
すなわち、本発明は、以下の態様を有する。
[1]エッチングパターン形成用に用いられるエッチング用金属体であって、
前記エッチング用金属体の表面における平坦部の輝度と凹凸部の輝度との差が60未満であり、
前記輝度は、下記のエッチング用金属体の外観検査方法で測定される、エッチング用金属体。
(エッチング用金属体の外観検査方法)
エッチング用金属体の表面に対して白色照明光を照射し、前記エッチング用金属体の表面における平坦部の輝度が100となるように、前記白色照明光の照度を調整し、前記エッチング用金属体の表面に対して白色照明光を照射し、前記エッチング用金属体の表面で反射した前記白色照明光の反射光を得た状態で、前記エッチング用金属体の表面の画像データを検査部で取得し、前記画像データから、前記エッチング用金属体の表面における前記平坦部と前記凹凸部にわたって、前記エッチング用金属体の表面の輝度のプロファイルを取得して、前記平坦部の輝度のピークと前記凹凸部の輝度のピークを抽出し、前記平坦部の輝度と前記凹凸部の輝度差(平坦部の輝度-凹凸部の輝度)を算出する。
[2]前記エッチング用金属体の厚さが5μm以上50μm以下である、[1]に記載のエッチング用金属体。
[3]前記エッチング用金属体は鉄系金属である、[1]に記載のエッチング用金属体。
[4]前記鉄系金属は、ステンレス合金、鉄-ニッケル系合金、または、鉄-ニッケル-コバルト系合金である、[3]に記載のエッチング用金属体。
[5]エッチングパターン形成用に用いられるエッチング用金属体の表面の外観検査方法であって、
エッチング用金属体の表面に対して白色照明光を照射し、前記エッチング用金属体の表面における平坦部の輝度が100となるように、前記白色照明光の照度を調整する工程と、
前記エッチング用金属体の表面に対して白色照明光を照射し、前記エッチング用金属体の表面で反射した前記白色照明光の反射光を得た状態で、前記エッチング用金属体の表面の画像データを検査部で取得する工程と、
前記画像データから、前記エッチング用金属体の表面における平坦部と凹凸部にわたって、前記エッチング用金属体の表面の輝度のプロファイルを取得して、前記平坦部の輝度のピークと前記凹凸部の輝度のピークを抽出し、前記平坦部の輝度と前記凹凸部の輝度差(平坦部の輝度-凹凸部の輝度)を算出する工程と、を有する、エッチング用金属体の外観検査方法。
[6]前記エッチング用金属体を、前記検査部に対して時計回りに-45°、0°、+45°の3方向に配置して、前記エッチング用金属体の表面の画像データを取得する、[5]に記載のエッチング用金属体の外観検査方法。
[7]前記検査部を、前記エッチング用金属体に対して時計回りに-45°、0°、+45°の3方向に配置して、前記エッチング用金属体の表面の画像データを取得する、[5]に記載のエッチング用金属体の外観検査方法。
[8]前記エッチング用金属体の表面に対して入射する前記白色照明光の前記エッチング用金属体の鉛直面となす角度A、および前記エッチング用金属体の表面から受光する前記反射光の前記エッチング用金属体の鉛直面となす角度Bが90°未満である、[5]に記載のエッチング用金属体の外観検査方法。
[9]前記角度Aと前記角度Bが異なる、[8]に記載のエッチング用金属体の外観検査方法。
[10]前記角度Aと前記角度Bの差が1°以上10°以下である、[8]に記載のエッチング用金属体の外観検査方法。
【発明の効果】
【0008】
本発明によれば、平坦性に優れるエッチング用金属体、およびエッチング用金属体の平坦性を簡便に解析することができるエッチング用金属体の外観検査方法を提供することができる。
【図面の簡単な説明】
【0009】
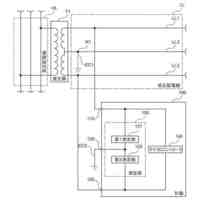
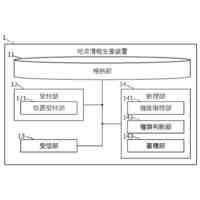
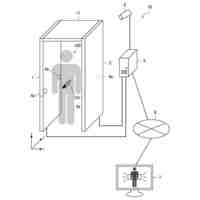
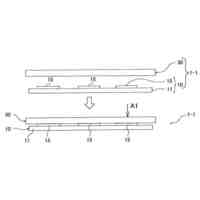
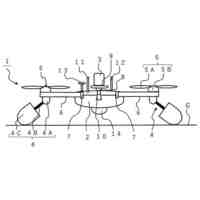
本発明の一実施形態に係るエッチング用金属体の外観検査方法で用いられる外観検査装置を模式的に示す側面図である。
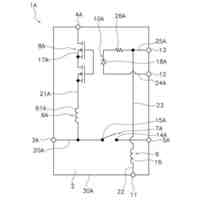
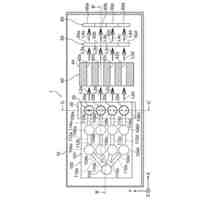
本発明の一実施形態に係るエッチング用金属体の外観検査方法で用いられる外観検査装置を模式的に示す上面図である。
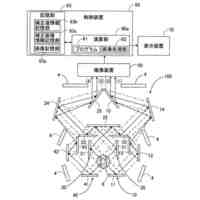
本発明の一実施形態に係るシート状のエッチング用金属体の外観検査方法で用いられる外観検査装置を模式的に示し、検査部に対して搬送台が回転した状態を示す上面図である。
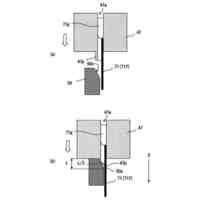
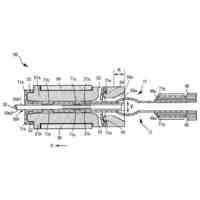
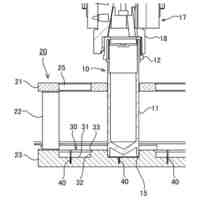
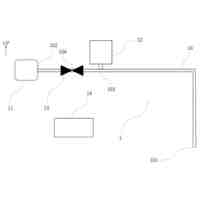
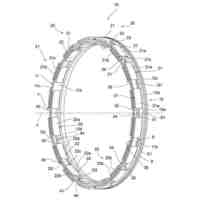
本発明の一実施形態に係るエッチング用金属体の外観検査方法で用いられる外観検査装置を模式的に示し、ステージを支持する支持部を拡大して示す側面図である。
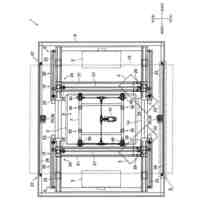
本発明の一実施形態に係るエッチング用金属体の外観検査方法で用いられる外観検査装置を模式的に示し、ステージが第1位置に位置する状態の上面図である。
本発明の一実施形態に係るエッチング用金属体の外観検査方法で用いられる外観検査装置を模式的に示し、ステージが第2位置に位置する状態の上面図である。
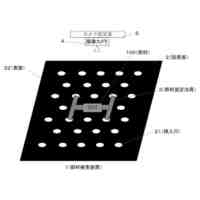
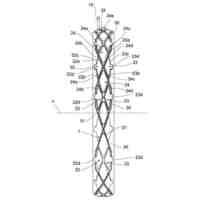
実験例6において、外観検査装置を用いて、ステンレス板の表面を撮像し、ステンレス板の表面の画像データを取得した結果を示す図である。
実験例7において、ラインカメラでステンレス板の表面を撮像した画像データである。
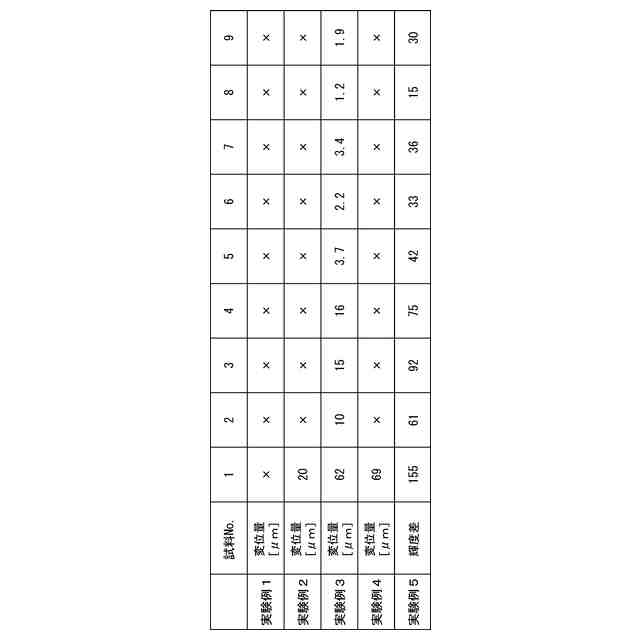
実験例7において、ステンレス板における輝度差(平坦部の輝度-凹凸部の輝度)を算出した結果を示す図である。
実験例7において、ベース部を基準としたステンレス板の表面の変位量と輝度差の関係を示す図である。
実験例8において、エッチング後のメタルマスクの小開口を株式会社ミツトヨ製QV-ACCEL808によって撮影した画像である。
実験例8において、エッチング後のメタルマスクの小開口を株式会社ミツトヨ製QV-ACCEL808によって撮影した画像である。
実験例8において、エッチング後のメタルマスクの小開口を株式会社ミツトヨ製QV-ACCEL808によって撮影した画像である。
実験例8において、エッチング後のメタルマスクの小開口を株式会社ミツトヨ製QV-ACCEL808によって撮影した画像である。
【発明を実施するための形態】
【0010】
[エッチング用金属体]
本発明の一実施形態に係るエッチング用金属体ついて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東光高岳
計器
28日前
株式会社ミツトヨ
測定器
25日前
株式会社豊田自動織機
産業車両
3日前
株式会社国際電気
試験装置
10日前
個人
センサーを備えた装置
今日
日本精機株式会社
施工管理システム
今日
大同特殊鋼株式会社
疵検出方法
25日前
株式会社CAST
センサ固定治具
3日前
株式会社田中設備
報知装置
4日前
日本特殊陶業株式会社
ガスセンサ
26日前
日本特殊陶業株式会社
ガスセンサ
26日前
エグゼヴィータ株式会社
端末装置
26日前
オムロン株式会社
スイッチング装置
10日前
バイオテック株式会社
容器設置装置
26日前
日本装置開発株式会社
X線検査装置
13日前
柳井電機工業株式会社
部材検査装置
26日前
タカノ株式会社
試料分析装置
25日前
株式会社熊平製作所
刃物類判別装置
3日前
タカノ株式会社
試料分析装置
25日前
WOTA株式会社
液位検出システム
10日前
富士電機株式会社
エンコーダ
27日前
富士電機株式会社
エンコーダ
27日前
JNC株式会社
トランジスタ型センサ
25日前
JNC株式会社
トランジスタ型センサ
25日前
個人
ヨウ素滴定を用いたアミノ酸の定量方法
7日前
ジャパンプローブ株式会社
超音波探触子
26日前
TDK株式会社
磁気検出システム
10日前
帝国通信工業株式会社
圧力センサ
26日前
ウシオ電機株式会社
光学測定装置
25日前
テックス理研株式会社
外周検査装置
18日前
コニカミノルタ株式会社
光学特性測定装置
3日前
ミネベアミツミ株式会社
角度センサ
7日前
ミネベアミツミ株式会社
角度センサ
7日前
株式会社セシアテクノ
気象観測装置
28日前
株式会社 ミックウェア
端末装置及びプログラム
5日前
株式会社ユピテル
システム及びプログラム等
26日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ