TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025108178
公報種別
公開特許公報(A)
公開日
2025-07-23
出願番号
2024001927
出願日
2024-01-10
発明の名称
光ファイバ、テープファイバ、および光ファイバの製造方法
出願人
住友電気工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G02B
6/44 20060101AFI20250715BHJP(光学)
要約
【課題】回転方向に対して方向性を有する光ファイバの調心を精度よく行うことができる光ファイバを提供する。
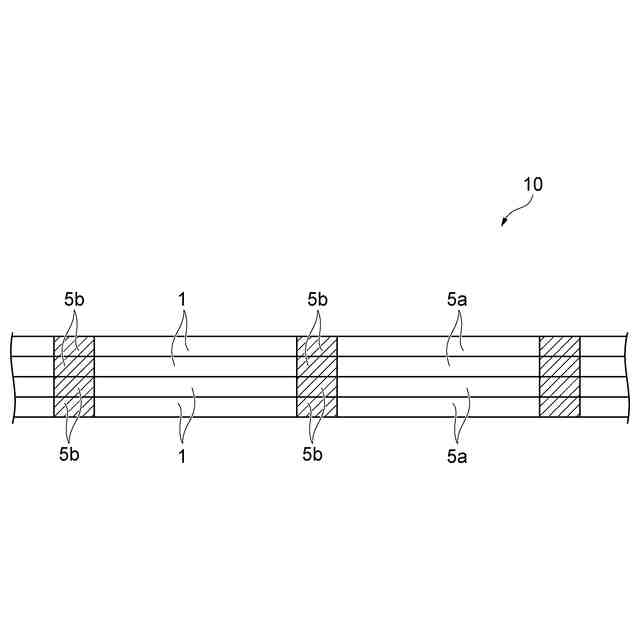
【解決手段】光ファイバは、少なくとも1つのコアおよびコアを覆うクラッドを含み、長手方向に延在するファイバと、ファイバの外周を被覆するプライマリ樹脂層と、プライマリ樹脂層の外周を被覆するセカンダリ樹脂層と、を備える。ファイバは、長手方向を軸とする回転方向に対して方向性を有するファイバである。プライマリ樹脂層は、長手方向において、第1ヤング率を有する複数の第1領域と、第1ヤング率よりも高い第2ヤング率を有する複数の第2領域とを含む。
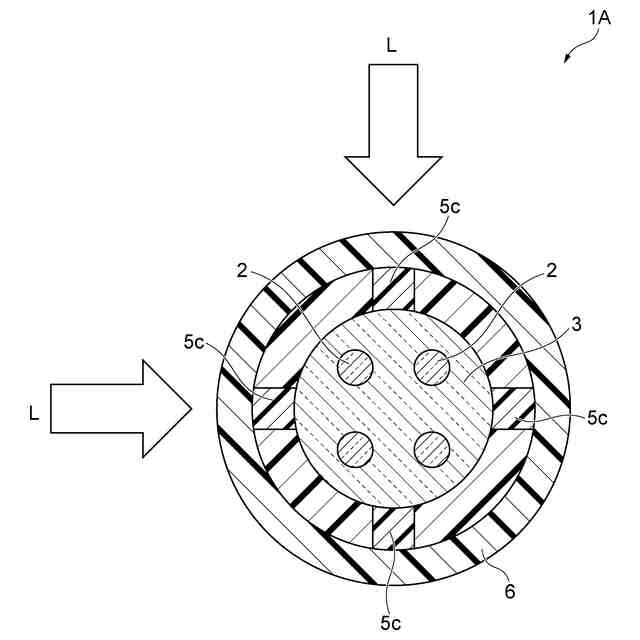
【選択図】図2
特許請求の範囲
【請求項1】
少なくとも1つのコアおよび前記コアを覆うクラッドを含み、長手方向に延在するファイバと、
前記ファイバの外周を被覆するプライマリ樹脂層と、
前記プライマリ樹脂層の外周を被覆するセカンダリ樹脂層と、を備え、
前記ファイバは、前記長手方向を軸とする回転方向に対して方向性を有するファイバであり、
前記プライマリ樹脂層は、前記長手方向において、第1ヤング率を有する複数の第1領域と、前記第1ヤング率よりも高い第2ヤング率を有する複数の第2領域とを含む、
光ファイバ。
続きを表示(約 980 文字)
【請求項2】
前記第1ヤング率は、23℃において、0.1MPa以上5MPa以下であり、
前記第2ヤング率は、23℃において、10MPa以上500MPa以下である、
請求項1に記載の光ファイバ。
【請求項3】
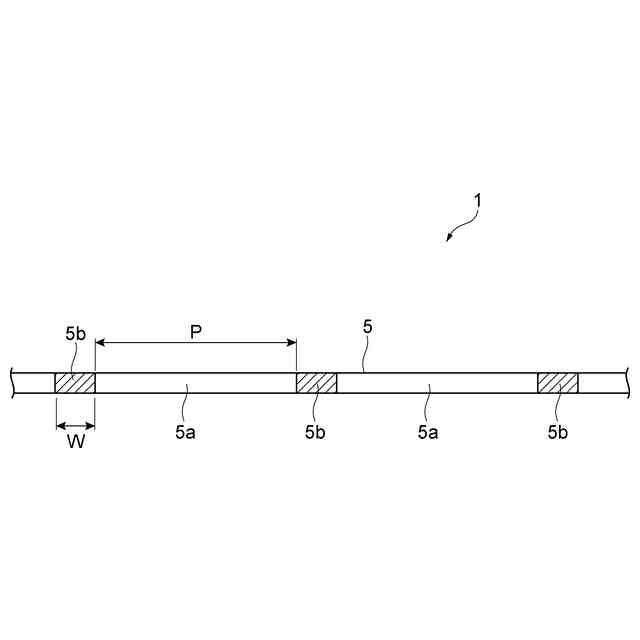
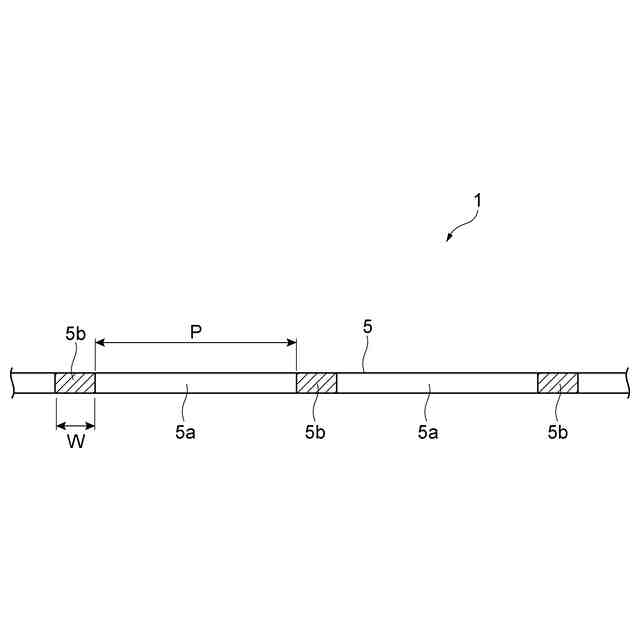
複数の前記第2領域は、前記長手方向に沿って周期的に設けられている、
請求項1に記載の光ファイバ。
【請求項4】
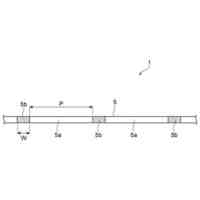
複数の前記第2領域の前記長手方向に沿った幅は、0.1mm以上5mm以下であり、
複数の前記第2領域間のピッチは、20mm以上300mm以下である、
請求項1に記載の光ファイバ。
【請求項5】
前記プライマリ樹脂層を構成するプライマリ材料は、ラジカル重合開始剤を含有するアクリル樹脂を含む、
請求項1に記載の光ファイバ。
【請求項6】
前記ラジカル重合開始剤は、光重合開始剤と熱重合開始剤とを含む、
請求項5に記載の光ファイバ。
【請求項7】
前記光ファイバの外被において複数の前記第2領域に対応する領域に、マーキングが施されている、
請求項1に記載の光ファイバ。
【請求項8】
それぞれが請求項1から請求項7のいずれか1項に記載の光ファイバである複数の光ファイバを備え、
前記複数の光ファイバにおける複数の前記第2領域の前記長手方向に沿った位置が揃えられている、テープファイバ。
【請求項9】
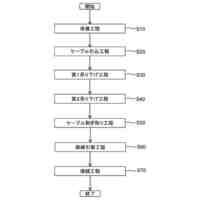
少なくとも1つのコアおよび前記コアを覆うクラッドを含むファイバを線引きする工程と、
前記ファイバの外周を被覆するプライマリ樹脂層を形成する工程と、
前記プライマリ樹脂層の外周を被覆するセカンダリ樹脂層を形成する工程と、を備え、
前記プライマリ樹脂層を形成する工程では、前記プライマリ樹脂層に対して光硬化および熱硬化の少なくとも一方の硬化処理を、長手方向に対し部分的に行い、硬化度が異なる箇所を長手方向に形成する、光ファイバの製造方法。
【請求項10】
前記プライマリ樹脂層を形成する工程では、紫外光を周期的に照射して前記プライマリ樹脂層を部分的に硬化させる、
請求項9に記載の光ファイバの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、光ファイバ、テープファイバ、および光ファイバの製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1には、回転方向に対して所定の方向性を有する各種のマルチコアファイバが開示されている。ここで、「方向性を有する」とは、1回転させる間に断面の構造(例えば、マルチコアファイバのコアの位置)が変化することを意味する。
【先行技術文献】
【特許文献】
【0003】
特開2021-155308号公報
特開2023-035025号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載された光ファイバは、回転方向に対して方向性を有するファイバとして構成されている。このような光ファイバでは、光接続の際、各コアを相手方コアと一致させるため回転方向の調心が必要とされる。また、光ファイバの巻取り工程において、回転方向を揃えて巻き取る際に、回転方向の調整が必要とされる。あるいは、複数の光ファイバを配列させたテープファイバを製造する際、複数の光ファイバの各コアの配置を揃えるため、回転方向の調整が必要とされる。一方、光ファイバでは、耐側圧特性を向上させるため、クラッドの外周を更に覆うようにプライマリ樹脂層やセカンダリ樹脂層が設けられている。プライマリ樹脂層は、光ファイバのクラッドを直接覆う被覆層であり、外側のセカンダリ樹脂層よりも柔らかい(ヤング率の低い)材料から構成されている(例えば特許文献2を参照)。これらの被覆層をマルチコアファイバに設けた場合、クラッド外側の被覆層を保持して回転方向の調心を行うことになるが、プライマリ樹脂層が柔らかくて保持力が弱いため、クラッドに対してプライマリ樹脂層が捻じれることがあり、回転方向の調心を精度よく行うことが難しい場合がある。
【0005】
本開示は、回転方向に対して方向性を有する光ファイバの調心を精度よく行うことができる光ファイバ、当該ファイバを複数備えたテープファイバ、および、当該光ファイバの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
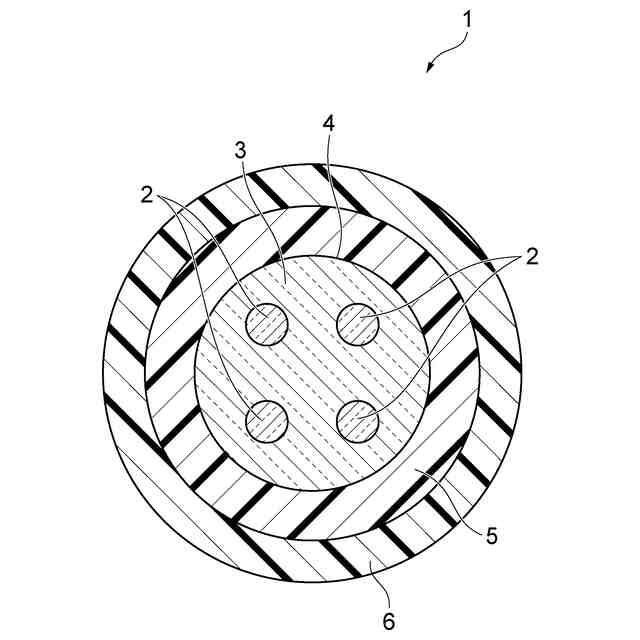
本開示の一実施形態に係る光ファイバは、少なくとも1つのコアおよびコアを覆うクラッドを含み、長手方向に延在するファイバと、ファイバの外周を被覆するプライマリ樹脂層と、プライマリ樹脂層の外周を被覆するセカンダリ樹脂層と、を備えている。ファイバは、長手方向を軸とする回転方向に対して方向性を有するファイバである。プライマリ樹脂層は、長手方向において、第1ヤング率を有する複数の第1領域と、第1ヤング率よりも高い第2ヤング率を有する複数の第2領域とを含む。
【発明の効果】
【0007】
本開示によれば、回転方向に対して方向性を有する光ファイバの調心を精度よく行うことができる。
【図面の簡単な説明】
【0008】
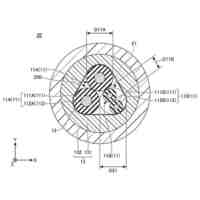
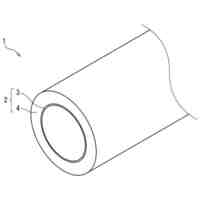
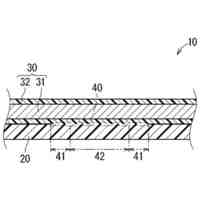
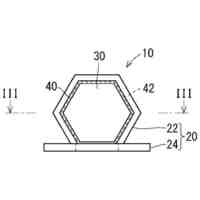
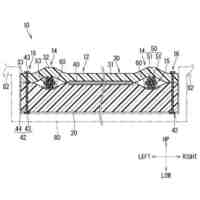
図1は、一実施形態に係る光ファイバを示す断面図である。
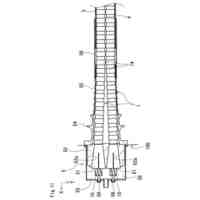
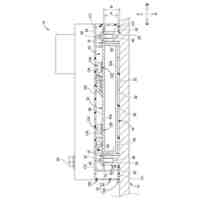
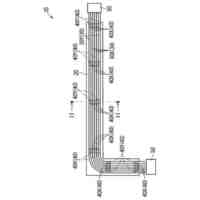
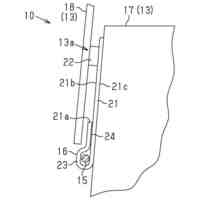
図2は、図1に示される光ファイバおよびプライマリ樹脂層を長手方向に沿って示す平面図である。
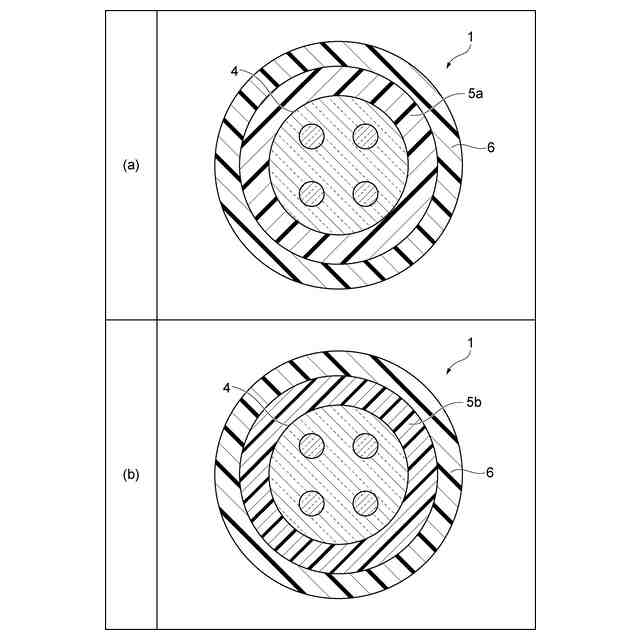
図3の(a)部は、プライマリ樹脂層のヤング率が低い領域(第1領域)の断面を示す図であり、図3の(b)部は、プライマリ樹脂層のヤング率が高い領域(第2領域)の断面を示す図である。
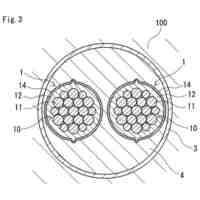
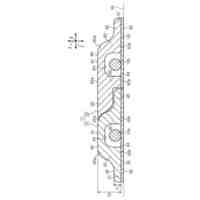
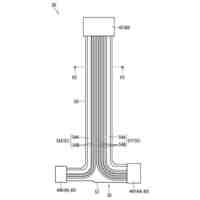
図4は、図1に示されるマルチコアファイバをテープ状にまとめたテープファイバを示す平面図である。
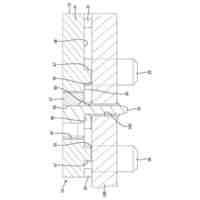
図5は、図4に示すテープファイバをヤング率が高い領域(第2領域)で切断した場合の断面図である。
図6は、図1に示す光ファイバにおいてプライマリ樹脂層のヤング率が高い領域(第2領域)を周方向で変えた変形例を示す断面図である。
【発明を実施するための形態】
【0009】
[本開示の実施形態の説明]
最初に、本開示の実施形態の内容を列記して説明する。
[1]一実施形態に係る光ファイバは、少なくとも1つのコアおよびコアを覆うクラッドを含み、長手方向に延在するファイバと、ファイバの外周を被覆するプライマリ樹脂層と、プライマリ樹脂層の外周を被覆するセカンダリ樹脂層と、を備えている。ファイバは、長手方向を軸とする回転方向に対して方向性を有するファイバである。プライマリ樹脂層は、長手方向において、第1ヤング率を有する複数の第1領域と、第1ヤング率よりも高い第2ヤング率を有する複数の第2領域とを含む。
【0010】
この光ファイバでは、ファイバの外周を被覆するプライマリ樹脂層に、ヤング率を高めた第2領域を設けるようにしている。この場合、ヤング率を高めた第2領域では、プライマリ樹脂層が硬くなり、クラッドを含むファイバに対する、プライマリ樹脂層の保持力が向上されている。よって、ヤング率を高めた第2領域に対応する部分を保持して光ファイバの回転調心を行った場合、回転方向に対して方向性を有する光ファイバの調心を精度よく行うことができる。また、光ファイバの巻取り工程やテープ製造工程において、セカンダリ樹脂層を回転させて回転方向の調整を行った場合、複数の第2領域により光ファイバ全体の保持力が向上されていることから、当該調整を精度よく行うことができる。更に、このような構成を有する光ファイバを用いて製造されたテープファイバでは、第2領域の近傍で回転方向が維持されるため、回転調心が不要な多心一括接続を行うことができる。なお、ここでいう「回転方向に対して方向性を有する光ファイバ」には、複数のコアが1つのクラッド内に配置されたマルチコアファイバ(「MCF」とも記す)を少なくとも含むが、これに限定されず、回転方向の調心が必要とされる、偏波保持ファイバ(「PMF」とも記す)、空孔アシストファイバ(「HAF」とも記す)、および、空孔コアファイバ(「HCF」とも記す)も含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友電気工業株式会社
受光素子
4日前
住友電気工業株式会社
多芯ケーブル
17日前
住友電気工業株式会社
コンクリート構造物
4日前
住友電気工業株式会社
PONシステム、及び通信制御方法
18日前
住友電気工業株式会社
定着構造、および定着構造の製造方法
4日前
住友電気工業株式会社
樹脂成形体および樹脂成形体の製造方法
2日前
住友電気工業株式会社
緊急情報付与装置および緊急情報付与方法
2日前
住友電気工業株式会社
部分放電判定装置および部分放電判定方法
18日前
住友電気工業株式会社
放送受信装置、管理装置、制御方法および管理方法
17日前
住友電気工業株式会社
ケーブル布設構造の製造方法、およびケーブル布設中間体
2日前
住友電気工業株式会社
光ファイバ、テープファイバ、および光ファイバの製造方法
4日前
株式会社オートネットワーク技術研究所
配線部材
18日前
株式会社オートネットワーク技術研究所
回路ユニット
5日前
株式会社オートネットワーク技術研究所
回路ユニット
5日前
株式会社オートネットワーク技術研究所
車載システム
9日前
住友電気工業株式会社
部分放電位置推定装置、部分放電位置推定システムおよび部分放電位置推定方法
18日前
株式会社オートネットワーク技術研究所
外装部材及びワイヤハーネス
3日前
住友電気工業株式会社
車載装置、車載システム、サーバコンピュータ、推奨経路判定方法及びコンピュータプログラム
11日前
株式会社オートネットワーク技術研究所
配線部材及び配線部材の製造方法
17日前
株式会社オートネットワーク技術研究所
配線部材及び配線部材の製造方法
17日前
株式会社オートネットワーク技術研究所
雌型コネクタおよびコネクタユニット
5日前
株式会社オートネットワーク技術研究所
コネクタ装置及びバスバーモジュール
9日前
住友電気工業株式会社
光装置、発光装置、光ケーブル、及び光装置の接続方法
17日前
株式会社オートネットワーク技術研究所
端子付配線部材および端子付配線部材の製造方法
3日前
株式会社オートネットワーク技術研究所
コネクタ
16日前
株式会社オートネットワーク技術研究所
電線取付部材、ワイヤハーネス、及びワイヤハーネス配索構造
3日前
株式会社オートネットワーク技術研究所
ワイヤーハーネス
17日前
株式会社オートネットワーク技術研究所
ソフトウェア情報管理装置、ソフトウェア情報管理方法、及びソフトウェア情報管理プログラム
3日前
株式会社オートネットワーク技術研究所
フロア用配線モジュール及びフロア用配線モジュールの製造方法
18日前
株式会社シグマ
結像光学系
19日前
日亜化学工業株式会社
発光装置
10日前
日本精機株式会社
車両用表示装置
24日前
日本精機株式会社
車両用表示装置
24日前
株式会社コシナ
ズームレンズ
1か月前
日本電波工業株式会社
光学フィルタ
18日前
株式会社シグマ
大口径比超広角レンズ
24日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ