TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112877
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024007396
出願日
2024-01-22
発明の名称
フェライト系ステンレス鋼板およびその製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
C22C
38/00 20060101AFI20250725BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】フェライト系ステンレス鋼板の二次加工割れを改善する。
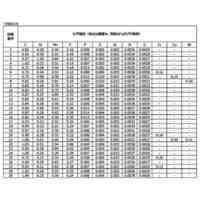
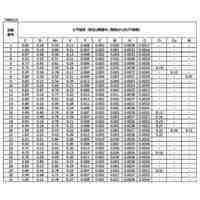
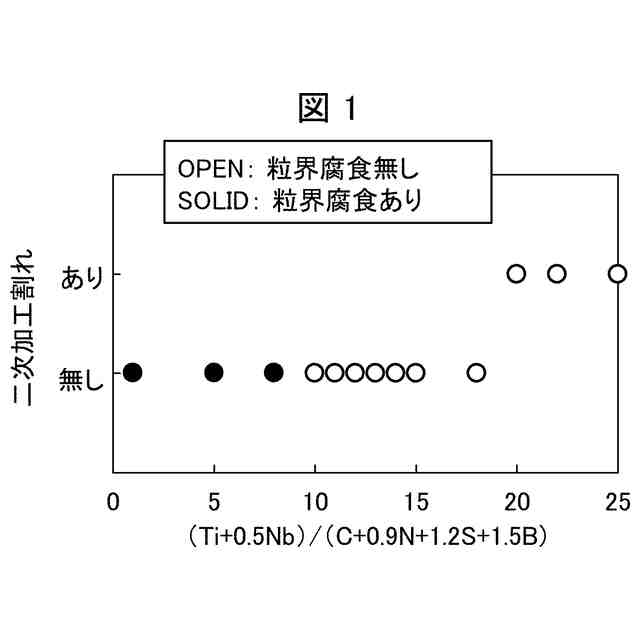
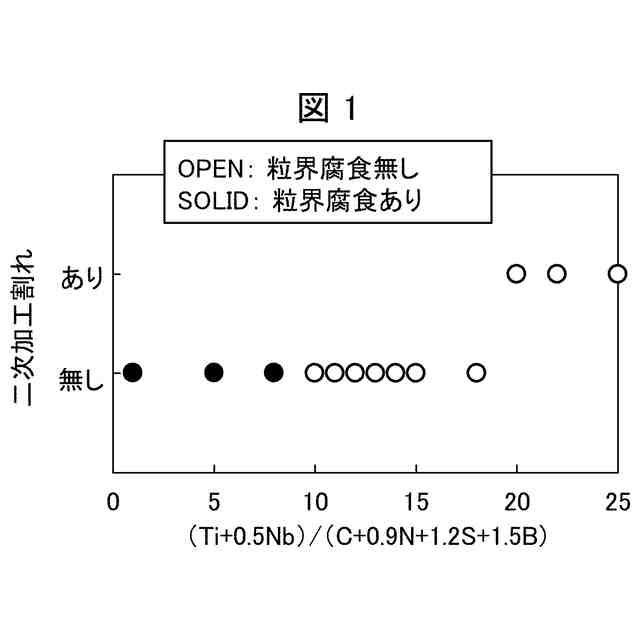
【解決手段】質量%で、C:0.0010~0.010%、Si:0.05~1.20%、Mn:0.05~1.50%、P:0.035%以下、S:0.010%以下、Cr:10.5~23.0%、Mo:0.01~1.5%、Ni:0.01~0.60%、Cu:0.01~1.60%、Al:0.002~0.50%、Ti:0.005~0.30%、Nb:0.001~0.50%、B:0.0003~0.0030%、N:0.0020~0.020%を含有し、残部がFeおよび不純物からなり、TN値が10~18、結晶の粒度番号Gが5.0~6.0、表面粗度Raが0.2~1.0μm、しゅう酸エッチング試験において、結晶粒界の状態が段状組織で、かつピットの状態がピット組織Iまたはピット組織IIを呈することを特徴とする、フェライト系ステンレス鋼板。
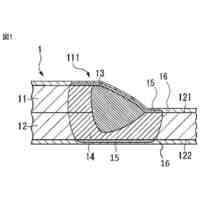
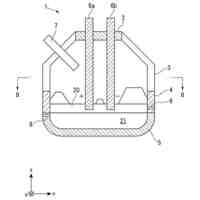
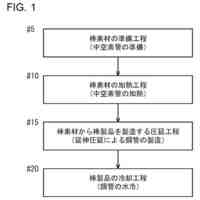
【選択図】図1
特許請求の範囲
【請求項1】
質量%で、C:0.0010~0.010%、Si:0.05~1.20%、Mn:0.05~1.50%、P:0.035%以下、S:0.010%以下、Cr:10.5~23.0%、Mo:0.01~1.50%、Ni:0.01~0.60%、Cu:0.01~1.60%、Al:0.002~0.150%、Ti:0.005~0.30%、Nb:0.001~0.50%、B:0.0003~0.0030%、N:0.0020~0.020%を含有し、残部がFeおよび不純物からなり、
かつ、下記式(1)で示すTN値が10以上、18以下、
JIS G 0551に規定の結晶の粒度番号Gが5.0以上、6.0以下、
JIS B 0601に規定の表面粗度Raが0.2μm以上、1.0μm以下、
JIS G 0571に規定のステンレス鋼のしゅう酸エッチング試験において、結晶粒界の状態が段状組織で、かつピットの状態がピット組織I又はピット組織IIを呈することを特徴とする、フェライト系ステンレス鋼板。
TN値=(Ti+0.5Nb)/(C+0.9N+1.2S+1.5B) ・・・ 式(1)
続きを表示(約 720 文字)
【請求項2】
更に、下記A群~C群からなる群から選択される少なくとも1群以上に示される元素を含有することを特徴とする、請求項1に記載のフェライト系ステンレス鋼板。
A群元素:質量%で、Sn:0.001~0.20%、Co:0.001~0.10%の1種または2種、
B群元素:質量%で、V:0.005~0.10%、Zr:0.005~0.10%の1種または2種、
C群元素:質量%で、Ca:0.0001~0.0010%、Mg:0.0001~0.0010%、REM:0.0001~0.0010%の1種または2種以上。
【請求項3】
請求項1または2に記載のフェライト系ステンレス鋼板を製造する方法であって、
加熱されたスラブに熱間圧延を施して熱延鋼板を得る熱間圧延工程と、
前記熱延鋼板を酸洗して熱延酸洗板を得る酸洗工程と、
前記熱延酸洗板を冷間圧延して冷延鋼板を得る冷間圧延工程と、
前記冷延鋼板を仕上げ焼鈍して仕上げ焼鈍板を得る仕上げ焼鈍工程と、
前記仕上げ焼鈍板を調質圧延して調圧鋼板を得る調質圧延工程と、を有するフェライト系ステンレス鋼板の製造方法において、
前記仕上げ焼鈍工程では、前記仕上げ焼鈍の保持温度を880~1100℃、保持時間を20秒以上、300秒以下とし、前記保持温度から500℃までの平均冷却速度を5℃/s以上、15℃/s以下とし、
前記調質圧延工程では、前記調質圧延のワークロール粗度をRaで1.0~3.0μm、前記調質圧延の伸び率を0.3~2.0%として圧延することを特徴とする、フェライト系ステンレス鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車の排気系部品に使用されるような、耐食性と加工性とが必要とされる部材用のステンレス鋼板に関するものである。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
地球環境問題に端を発する自動車の燃費向上対策の一つとして車体の軽量化が進められており、自動車に使用される鋼板をできるだけ高強度化して板厚を薄くすることや、アルミや樹脂素材で代替して軽量化することが行われている。軽量化のニーズは自動車車体だけでなく各種部品にも求められており、その一つにエンジンの排気ガスを処理する排気系部品がある。
【0003】
高温のエンジン排ガスに晒される排気系部品には、高い高温強度と耐酸化性、耐食性が求められるため、耐熱鋼SUH409Lや高純フェライト系ステンレス鋼SUS436J1L、AISI439、AISI429、AISI441等のステンレス鋼が用いられており、排気系部品の重量は車一台当たり20~30kgになる。パイプに溶接や曲げ加工を施して製造されるエキゾーストマニホールドなどの部品に対して、コンバーターやマフラー部品などは、ステンレス鋼板を多段成型して加工する事が一般的である。しかし、これらの高純フェライト系ステンレス鋼板をプレス加工すると、二次加工割れが生じやすい。そのため、板厚を厚くして溶接加工で組み立てたり、部品の設計で加工度を下げたり、多段成型の加工回数を増して一回の加工度を下げたり、温間成型を行ったりといった対策が行われている。また、ステンレス鋼板においてはBを添加する、細粒化する、ランクフォード値を高めるなどの二次加工割れを改善する技術開発が行われてきた。
【0004】
特許文献1では、SUS436J1L鋼において、Bを0.0005~0.0015質量%添加し、焼鈍後の冷却速度を15℃/s以上とし、固溶Bを0.0004質量%以上とすることで、二次加工割れの改善と耐食性を高める技術が報告されている。しかしながら、冷却速度が速いために粒界にBが偏析せず、粒界を十分に強化することが出来ない場合があった。また、SUS436J1L鋼ではMoを含有するために、少量のB偏析でも粒界強化が可能かもしれないが、その他の鋼種の二次加工割れを防ぐことは難しかった。
【0005】
特許文献2では、フェライト系ステンレス鋼でB:0.0005~0.0035質量%、Nb/Tiの質量比を0.9以上とし、中間冷間圧延後に(再結晶温度-100℃)~再結晶完了温度の温度域に1分以下加熱する中間焼鈍を施し、圧延率80%以上で仕上げ冷間圧延しランクフォード値の最小値を1.8以上とすることで二次加工性を高める技術が報告されている。しかしながら、二回冷延法を適用することは製造コストを増加するため好ましくない。また二回目の冷間圧延率を80%以上とすると製品板厚が極端に薄くなるために、自動車排気系部品の製造には適さない。また、熱延板の板厚を厚くして冷間圧延率を高める事は、熱延板の靭性低下により、酸洗や冷間圧延工程で板破断のリスクがあった。
【0006】
特許文献3では、高純フェライト系ステンレス鋼に5~100ppmのBを添加し、18≦Nb/(C+N)+2Ti/(C+N)≦60、結晶粒径を40μm以下、表面粗さRa≦0.3μm以下とし、更に樹脂皮膜した深絞り性と耐二次加工脆性及び耐食性に優れるステンレス鋼板の製造技術が報告されている。結晶粒径を40μm以下とする焼鈍を行っているため、添加したBもCrとの硼化物として析出し、二次加工脆性の改善は難しかった。また、表面粗さが小さいために、プレス加工時の油切れが生じやすく、高粘度の油を用いる必要が生じるため、成形後のプレス油の除去に負荷がかかるなどの問題があった。
【0007】
特許文献4では、Pが粒界偏析することで粒界強度を低下させ、二次加工脆性を高めることを避けるために、Pを燐化物として析出させるべく、焼鈍後に650~750℃で5分超、3時間以下の温度保持を行うことで、Pの抽出残渣量を0.01質量%以上、また析出しているリン化合物の長手方向の大きさを1μm以下とする、二次加工脆性に優れた深絞り成形用高純度フェライト系ステンレス鋼板の製造技術が報告されている。しかしながら、Pの粒界偏析は500℃近傍で長時間保持しないと生じないために、通常の連続焼鈍設備で製造する際には無視できる現象であり、そのために、わざわざ650~750℃で長時間の熱処理を行うような非効率的な生産を行うことは工業的に難しかった。
【先行技術文献】
【特許文献】
【0008】
特許第4265751号公報
特許第3886864号公報
特許第3680829号公報
特許第6602112号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
このように、これまでに開示されている技術で、自動車排気系部品の様な多段成型における高純フェライト系ステンレス鋼板の二次加工割れを防ぐことは困難であり、新たな技術開発が求められている。
【0010】
そのため、本発明の一態様は耐食性や生産性を損ねることなく、二次加工脆性に優れるフェライト系ステンレス鋼板およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
角形鋼管
26日前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
柱梁接合部
25日前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
圧延H形鋼
26日前
日本製鉄株式会社
転炉吹錬方法
27日前
日本製鉄株式会社
転炉吹錬方法
27日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
パネル用支持具
25日前
日本製鉄株式会社
鋼線及びロープ
26日前
日本製鉄株式会社
鋼管用ねじ継手
25日前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼線及び撚り線
26日前
日本製鉄株式会社
ステンレス鋼材
6日前
日本製鉄株式会社
ステンレス鋼材
5日前
日本製鉄株式会社
ステンレス鋼材
5日前
日本製鉄株式会社
パネル用支持具
25日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
棒製品の製造方法
1か月前
日本製鉄株式会社
補強H形鋼有孔梁
1か月前
日本製鉄株式会社
溶銑の予備処理方法
27日前
日本製鉄株式会社
ガス漏洩部の補修方法
1か月前
日本製鉄株式会社
制御装置及び制御方法
1か月前
日本製鉄株式会社
搬送装置及び制御装置
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ