TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025115645
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2024010209
出願日
2024-01-26
発明の名称
ころ軸受
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
F16C
33/36 20060101AFI20250731BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
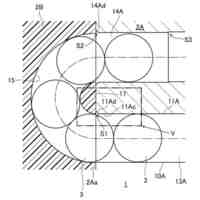
【課題】はくり寿命延長と軸受を機械に組み付ける際の傷発生を抑制できる、ころ軸受を提供する。
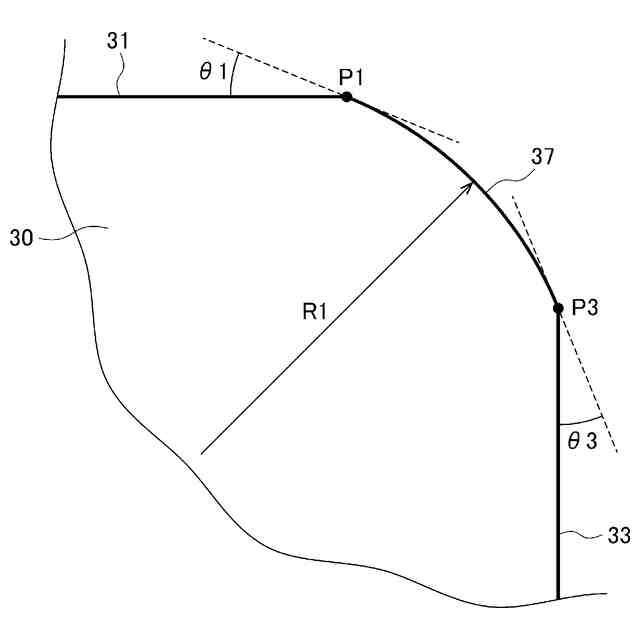
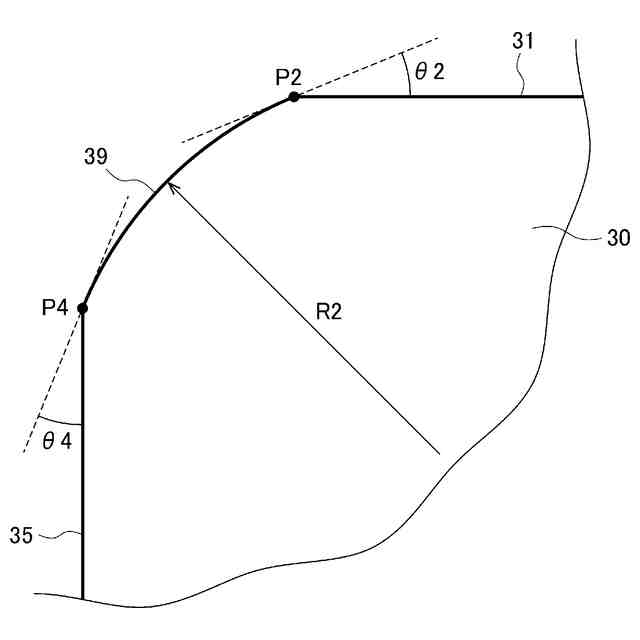
【解決手段】内輪及び外輪の硬さに対するころの硬さの比は、1以上であり、複数のころはそれぞれ、転動面と軸方向一方側端面との間に形成された一方側面取り部と、転動面と軸方向他方側端面との間に形成された他方側面取り部と、を有し、転動面と一方側面取り部との第一接続部において、転動面と一方側面取り部とがなす角度を、第一角度θ1としたとき、15°≦θ1≦40°であり、転動面と他方側面取り部との第二接続部において、転動面と他方側面取り部とがなす角度を、第二角度θ2としたとき、15°≦θ2≦40°である。
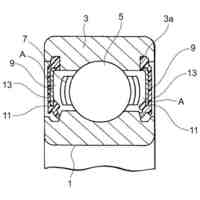
【選択図】図5
特許請求の範囲
【請求項1】
外周面に内輪軌道面を有する内輪と、
内周面に外輪軌道面を有する外輪と、
前記内輪軌道面と前記外輪軌道面との間に転動自在に設けられた複数のころと、
を備えた、ころ軸受であって、
前記内輪及び前記外輪の硬さに対する前記ころの硬さの比は、1以上であり、
前記複数のころはそれぞれ、転動面と軸方向一方側端面との間に形成された一方側面取り部と、前記転動面と軸方向他方側端面との間に形成された他方側面取り部と、を有し、
前記転動面と前記一方側面取り部との第一接続部において、前記転動面と前記一方側面取り部とがなす角度を、第一角度θ1としたとき、15°≦θ1≦40°であり、
前記転動面と前記他方側面取り部との第二接続部において、前記転動面と前記他方側面取り部とがなす角度を、第二角度θ2としたとき、15°≦θ2≦40°である、
ころ軸受。
続きを表示(約 740 文字)
【請求項2】
前記軸方向一方側端面と前記一方側面取り部との第三接続部において、前記軸方向一方側端面と前記一方側面取り部とがなす角度を、第三角度θ3としたとき、15°≦θ3≦40°であり、
前記軸方向他方側端面と前記他方側面取り部との第四接続部において、前記軸方向他方側端面と前記他方側面取り部とがなす角度を、第四角度θ4としたとき、15°≦θ4≦40°である、
請求項1に記載のころ軸受。
【請求項3】
前記一方側面取り部の断面形状は、単一円弧形状であり、
前記他方側面取り部の断面形状は、単一円弧形状である、
請求項1又は2に記載のころ軸受。
【請求項4】
前記一方側面取り部の断面形状は、
前記転動面との第一接続部に接続し、軸方向一方側に向かうにしたがって前記ころの軸芯に向かって傾斜する第一テーパ部と、
前記第一テーパ部と接続する、単一円弧形状の第一円弧部と、
前記第一円弧部と接続し、軸方向一方側に向かうにしたがって前記ころの軸芯に向かって傾斜し、前記軸方向一方側端面との第三接続部と接続する第二テーパ部と、
を含み、
前記他方側面取り部の断面形状は、
前記転動面との第二接続部に接続し、軸方向他方側に向かうにしたがって前記ころの軸芯に向かって傾斜する第三テーパ部と、
前記第三テーパ部と接続する、単一円弧形状の第二円弧部と、
前記第二円弧部と接続し、軸方向他方側に向かうにしたがって前記ころの軸芯に向かって傾斜し、前記軸方向他方側端面との第四接続部と接続する第四テーパ部と、
を含む、
請求項1又は2に記載のころ軸受。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ころ軸受に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
ころ軸受は、転がり軸受の中でも大きな荷重を支持することに適しており、様々な回転機械に使用される。そのため、ころ軸受は大きな荷重を支持した際の寿命が長いことが期待されている。出願人は、後述するように、ころの硬さを軌道輪よりも高くすることで軌道面の転がり疲れ寿命(以下「はくり寿命」と呼ぶことがある)を延長できることを見出した。
【0003】
ころ軸受の主な種類としては、棒状ころ軸受や針状ころ軸受等の円筒ころ軸受や、円すいころ軸受、自動調心ころ軸受がある。特許文献1には円筒ころ軸受の一例が開示されており、特許文献2には円すいころ軸受の一例が開示されている。円筒ころ軸受と円すいころ軸受は分離型軸受と称されるものである。分離型軸受は外輪側と内輪側に分離でき、通常は一方が組立て体となる。
【先行技術文献】
【特許文献】
【0004】
特開2004-251323号公報
特開2007-211833号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
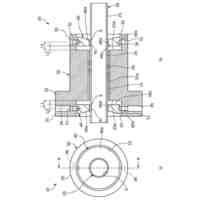
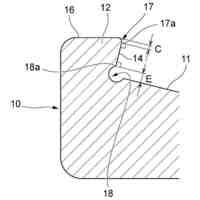
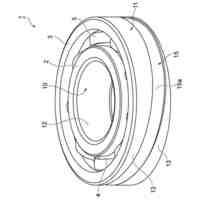
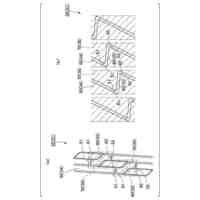
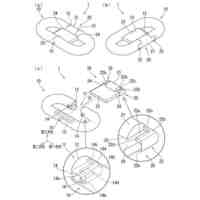
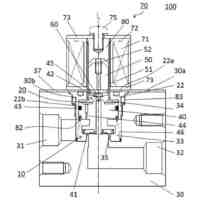
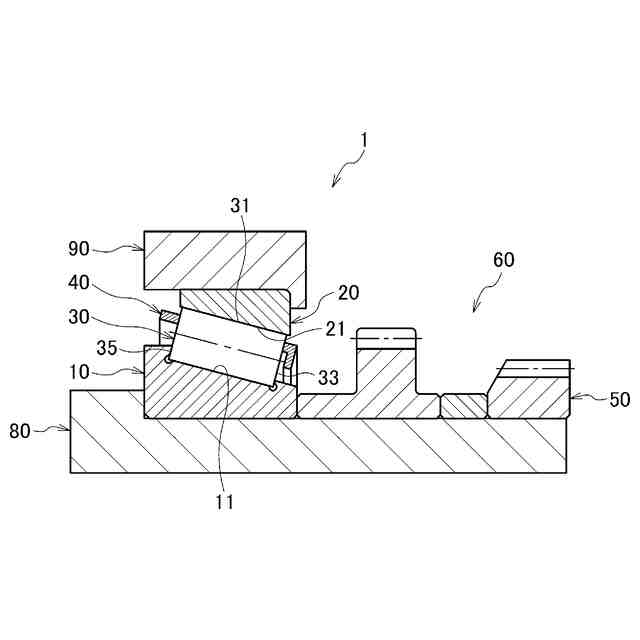
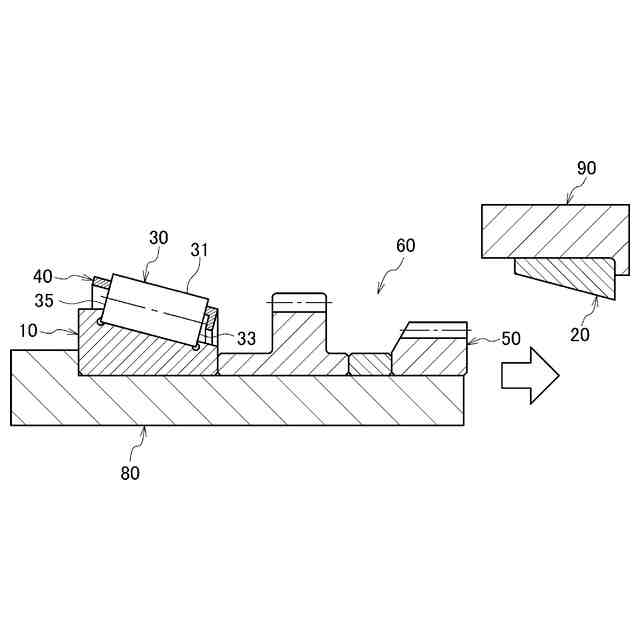
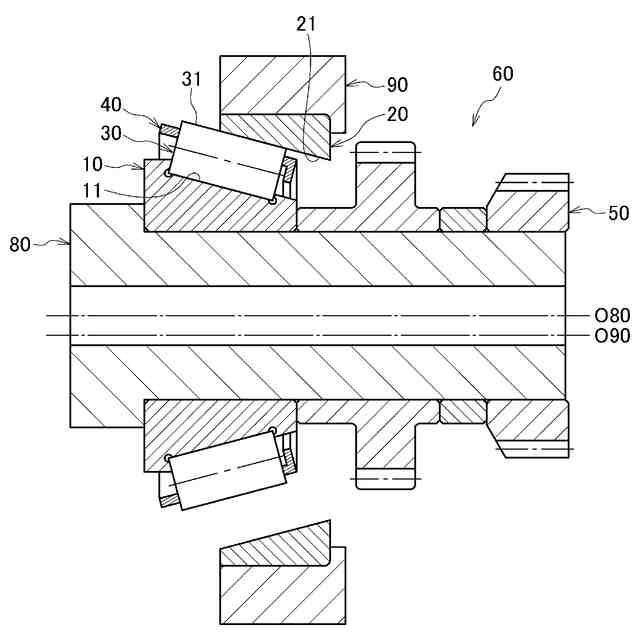
図1は、円すいころ軸受1がシャフト80及びハウジング90に取り付けられた状態を示す断面図である。図2は、円すいころ軸受1をシャフト80及びハウジング90に取り付ける工程を説明するための図である。図1及び図2を参照し、円すいころ軸受1の組立方法を説明する。
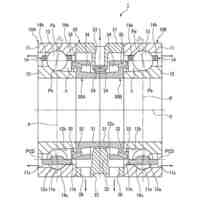
【0006】
円すいころ軸受1は、外周面に内輪軌道面11を有する内輪10と、内周面に外輪軌道面21を有する外輪20と、内輪軌道面11と外輪軌道面21との間に転動自在に設けられた複数のころ30と、複数のころ30を転動自在に保持する保持器40と、を備える。
【0007】
円すいころ軸受1の場合、外輪20と、内輪10ところ30と保持器40とからなる内輪組立て体と、に分離できる。これらが機械に取り付けられる際、外輪20はハウジング90に取り付けられ。内輪組立て体は、シャフト80に取り付けられ、シャフト80には、内輪10を固定するナット等からなる固定部材50が取り付けられる。図2に示すように、シャフト80に内輪組立て体と固定部材50が取り付けられることによって、シャフト組立て体60が構成される。このシャフト組立て体60が、ハウジング90に挿入されることで、機械として組立てられる。
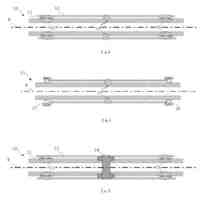
【0008】
図3は、ハウジング90の軸芯O90に対してシャフト80の軸芯O80がずれた状態を示す図である。図4は、ハウジング90に対してシャフト80が傾いた状態を示す図である。ここで、図3に示すように、ハウジング90の軸芯O90に対してシャフト80の軸芯O80が径方向にずれていたり、図4に示すように、ハウジング90の軸芯O90に対するシャフト80の軸芯O80の角度に傾きがある場合、シャフト組立て体60の最も径方向外側に位置するころ30が外輪軌道面21に局部的に接触する。
【0009】
このような組付け作業における局部的な接触によって、表面の損傷(擦り傷や塑性変形)が生じることがある。本願発明者が市場での組付け不良による軸受損傷の発生状況を調査したところ、特に大形軸受と称せられる軸受外径Φ180を超えるもの(日本産業規格 JIS B0104-1991にて規定)で発生確率の高いことが見いだされた。大形軸受は軸受重量も大きく、出願人が発行している転がり軸受のカタログによると軸受自重だけで約3kgを超え、これにシャフト80やその他の固定部材50が取り付けられることでシャフト組立て体60はさらに重く、慣性が大きくなる。そのため、本願発明者は、ハウジング90に対するシャフト組立て体60の芯ずれや傾きがあると、機械組立て時に衝突した衝撃で外輪軌道面21ところ30の転動面31の間に損傷が発生し易いことを見出した。
【0010】
さらに、大形軸受を使用するような機械は、機械そのものの寸法や重量も大きい。ハウジング90にシャフト組立て体60を挿入する際の姿勢としては、ハウジング90や軸受1の軸芯が重力方向を向く立形と、ハウジング90や軸受1の軸芯が重力方向に対して垂直方向を向く横形がある。大形機械においては、図2に示したように、横形で挿入されることが多い。これは、大形機械は横形で使用されるものが多く、立形でシャフト組立て体60をハウジング90側に挿入した後に、当該機械を横形の姿勢に変えることに手間が掛かるためである。そこで、使用される姿勢である横形のまま、シャフト組立て体60をクレーンなどで吊り上げて、シャフト80の軸芯O80とハウジング90の軸芯O90とのずれや傾きを調整することが多い。軸受の内部すきまは数十μm~0.1mm単位であり、このような高い精度でクレーン吊り上げにて調整することは困難である。このような機械組付けの実状も、外輪軌道面21や、ころ30の転動面31の傷発生に関与している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本精工株式会社
ボールねじ
17日前
日本精工株式会社
遊星歯車装置
1か月前
日本精工株式会社
リニアガイド
1か月前
日本精工株式会社
突入電流抑止回路
1か月前
日本精工株式会社
アンギュラ玉軸受
1か月前
日本精工株式会社
ハブユニット軸受
27日前
日本精工株式会社
磁歪式トルクセンサ
17日前
日本精工株式会社
直動案内装置の組立方法
3日前
日本精工株式会社
アクチュエータシステム
5日前
日本精工株式会社
絶縁転がり軸受の製造方法
1か月前
日本精工株式会社
ボールねじ部品の製造方法
25日前
日本精工株式会社
潤滑機能付き転がり軸受装置
17日前
日本精工株式会社
直動案内装置及びその製造方法
3日前
日本精工株式会社
ころ軸受及びころ軸受の設計方法
3日前
日本精工株式会社
回路放熱機構および回路放熱方法
17日前
協同油脂株式会社
グリース組成物
5日前
日本精工株式会社
モータ制御装置およびモータ制御方法
17日前
日本精工株式会社
転がり軸受及び転がり軸受の製造方法
1か月前
日本精工株式会社
含油部材付歯車、直動アクチュエータ
7日前
日本精工株式会社
ボールねじの設計方法およびボールねじ
1か月前
日本精工株式会社
入力異常検出装置および入力異常検出方法
17日前
日本精工株式会社
細胞培養成形装置および細胞培養片の製造方法
17日前
日本精工株式会社
アクチュエータおよびアクチュエータの製造方法
1か月前
日本精工株式会社
ボールねじ用ナットの製造方法、及びボールねじ
1か月前
日本精工株式会社
グリース組成物及びグリース組成物を充填した転動装置
28日前
日本精工株式会社
モデル生成プログラム、モデル生成方法、細胞選別装置および学習済みモデル
4日前
個人
鍋虫ねじ
1か月前
個人
ホース保持具
5か月前
個人
回転伝達機構
2か月前
個人
紛体用仕切弁
1か月前
個人
差動歯車用歯形
3か月前
個人
トーションバー
6か月前
個人
ジョイント
17日前
株式会社不二工機
電磁弁
4か月前
株式会社不二工機
電磁弁
3か月前
個人
ナット
18日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ