TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025115812
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2024010470
出願日
2024-01-26
発明の名称
鋳型の表面粗さを評価する装置及びプログラム
出願人
株式会社プロテリアル
代理人
主分類
G01N
21/17 20060101AFI20250731BHJP(測定;試験)
要約
【課題】画像データから鋳型表面の粗さを精度よく評価することができる装置及びプログラムを提供する。
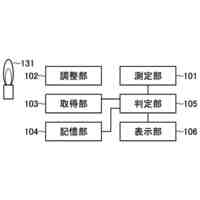
【解決手段】鋳型の表面粗さを評価する装置であって、鋳型の表面が写像された画像データを取得する取得部と、前記画像データを構成する画素の明度の標準偏差に基づく閾値を定める閾値設定部と、前記画素データの明度の移動平均を求める移動平均算出部と、前記画素データの明度と当該前記画素の前記移動平均との差が前記閾値よりも大きい前記画素を空隙に判定する空隙判定部と、前記空隙が前記画像を構成する画素に占める割合で定義される空隙率を求める空隙率算出部とを有する。
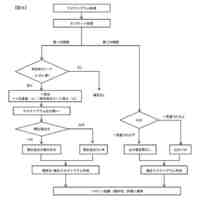
【選択図】図3
特許請求の範囲
【請求項1】
鋳型の表面粗さを評価する装置であって、
鋳型の表面が写像された画像データを取得する取得部と、
前記画像データを構成する画素の明度の標準偏差に基づく閾値を定める閾値設定部と、
前記画素データの明度の移動平均を求める移動平均算出部と、
前記画素データの明度と当該前記画素の前記移動平均との差が前記閾値よりも大きい前記画素を空隙に判定する空隙判定部と、
前記空隙が前記画像を構成する画素に占める割合で定義される空隙率を求める空隙率算出部と、
を有することを特徴とする前記鋳型の表面粗さを評価する装置。
続きを表示(約 710 文字)
【請求項2】
前記画像データを互いに異なる複数の部位に区分する画像区分部をさらに有し、
前記閾値設定部は前記閾値を前記部位ごとに定め、
前記移動平均算出部は前記移動平均を前記部位ごとに求め、
前記空隙判定部は前記空隙を前記部位ごとに判定し、
前記空隙率算出部は前記空隙率を前記部位ごとに求める
請求項1に記載の装置。
【請求項3】
前記部位ごとの前記空隙率を統計的に処理して統計値を求める統計処理部をさらに有する請求項2に記載の装置。
【請求項4】
鋳型の表面が写像された画像データを取得し、
前記画像データを構成する画素の明度の標準偏差に基づく閾値を定め、
前記画素の明度の移動平均を求め、
前記画素の明度と当該前記画素の前記移動平均との差が前記閾値よりも大きい前記画素を空隙に判定し、
前記画像を構成する画素に占める前記空隙の割合で定義される空隙率を求めること
をコンピュータに実行させることを特徴とするプログラム。
【請求項5】
前記取得した画像データを互いに異なる複数の部位に区分し、
前記閾値を前記部位ごとに定め、
前記移動平均を前記部位ごとに求め、
前記空隙を前記部位ごとに判定し、
前記空隙率を前記部位ごとに求めること
をコンピュータに実行させる請求項4に記載のプログラム。
【請求項6】
前記部位ごとに求めた前記空隙率を統計的に処理して統計値を求めること
をコンピュータに実行させる請求項5に記載のプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は鋳型、特に生砂で構成される鋳型の表面粗さを評価する装置及びプログラムに関するものである。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
鋳型の表面粗さは鋳造される鋳物の表面粗さに影響するだけでなく、鋳型の密度とも強い相関がある。そして鋳型の密度は鋳型の強度と強い相関があり、鋳型の強度は鋳物の寸法精度にも影響するため、鋳造される前の鋳型の表面粗さを適宜把握しておくことは砂型鋳造における鋳物の品質の安定化を図るために重要である。このため、例えば生砂型による鋳物の量産ラインの操業においては、作業者が専用の鋳型強度計を鋳型の表面に直接に押し当てて鋳型強度を測定することによって、不良鋳型への鋳造の事前回避や造型機の故障の予知など行う場合がある。
【0003】
しかし、鋳型強度計による測定は鋳型の一部を破壊するために、鋳物の品質に直接影響するキャビティ面を測定することができない。このため、鋳型強度と相関のある鋳型密度を非接触で測定する技術が提案されている。例えば特許文献1に「耐火材粒子により構成される鋳型の密度を検査する方法であって、レーザ発射装置により鋳型表面上にレーザビームを照射するとともに鋳型表面上のレーザスポットを受光器によって観測しながらレーザ発射装置および受光器を一体的に前記鋳型表面に沿って所定距離移動させ、このレーザ発射装置および受光器が所定距離移動する間に、前記受光器がレーザスポットを観測することができない回数をカウントし、もって、鋳型の密度を検査することを特徴とする鋳型密度検査方法」の開示がある。この技術は砂鋳型の表面の凹凸状態が鋳型密度と強い相関を有することを利用し、鋳型表面をレーザ光でスキャンしてその凹凸の状態を評価することにより鋳型密度の状態を評価するものである。しかし、レーザ光で必要な面積をスキャンするためには相応の時間を要すると考えられる。
【0004】
これに対して、近年では撮像した画像で対象物の外観を検査する装置が提案されている。上記のようなレーザ光によるスキャン動作に比べると画像の取得時間は大幅に短縮でき、撮影された画像データもコンピュータで高速に処理されるので検査時間の大幅な短縮を図ることができる。例えば特許文献2には「対象物の外観を検査する装置であって、前記対象物を第1方向から撮像する撮像装置と、第1位置から光を照射する第1照射パターン及び前記第1位置とは異なる第2位置から光を照射する第2照射パターンで、前記対象物に光を照射する照明部と、前記第1照射パターンで光が照射されている前記対象物を前記撮像装置に撮像させることによって第1検査画像を取得し、前記第2照射パターンで光が照射されている前記対象物を前記撮像装置に撮像させることによって第2検査画像を取得し、前記第1検査画像、前記第2検査画像、及び予め設けられた基準画像とに基づいて、前記対象物の外観を検査するコントローラと、を備え、前記第1位置と前記第2位置とは、前記第1方向から見て互いに重なる、検査装置。」が開示されている。この技術は検査精度を高めるために対象物に照射する光源を互いに異なる2方向に設けて、対象物の表面のうち光が照射されない部分を低減することにより、高品質な画像データを取得できるようにするものである。しかし、一般に粉塵が多く良好な撮影環境を確保し難い鋳物工場において、鋳型の表面粗さ測定にこのような技術を適用する場合は、照射光を安定させるための粉塵対策等の追加設備がさらに必要になると考えられる。
【0005】
一方、このような撮影環境に制約がある状況の画像データであっても、2値化処理することによって画像の所望部分を明確にする技術が提案されている。例えば特許文献3に「物体の形状を反射光で写し出したようなドット構成の濃淡2次元画像の2値化を行う画像2値化処理方法において、前記画像の縦のドット列毎に輝度ヒストグラムを作成し、該輝度ヒストグラムのそれぞれに対して、高輝度側から数えて所定数のドットについては輝度レベルを所定の高輝度にし、残りのドットについては輝度レベルを所定の低輝度にする2値化処理を行うことを特徴とする画像2値化処理方法」が開示されている。この方法は「物体の形状を反射光で写し出したような輪郭線が線状であって上下方向に重複部分のない画像を2値化したとき、形状が明瞭に表現され、且つ処理時間が短くメモリ容量が少なくてすみ、処理装置が安価に構成できる画像2値化処理方法」であり、鋳型の表面粗さの評価には適さないと考えられる。
【先行技術文献】
【特許文献】
【0006】
特開平7-132345号公報
国際公開第2018/216495号
特開平7-065158号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
鋳型、特に生砂で造型された鋳型の表面粗さを、鋳型の表面が写像された画像データを解析することのみで精度よく評価しようとする場合、撮影画像の全体が一様な露光で撮像されていることが望ましい。しかし鋳物工場内は一般に十分な露光環境にない場合が多く、画像には明度のうねりが生じてしまう。このため十分な露光状態が得られない環境で撮像された画像データに対する従来の処理方法では、鋳型表面の粗さを精度よく評価することは困難であった。このような課題に対して、本発明は画像データから鋳型の表面粗さを評価する装置及びプログラムを提供することを目的とする。
【課題を解決するための手段】
【0008】
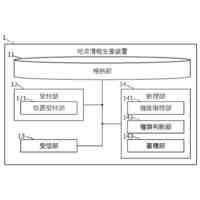
上記の課題を解決する手段としての本発明の第1の実施形態は、
鋳型の表面粗さを評価する装置であって、
鋳型の表面が写像された画像データを取得する取得部と、
前記画像データを構成する画素の明度の標準偏差に基づく閾値を定める閾値設定部と、
前記画素データの明度の移動平均を求める移動平均算出部と、
前記画素データの明度と当該前記画素の前記移動平均との差が前記閾値よりも大きい前記画素を空隙に判定する空隙判定部と、
前記空隙が前記画像を構成する画素に占める割合で定義される空隙率を求める空隙率算出部と、
を有する前記鋳型の表面粗さを評価する装置である。
【0009】
前記装置の好ましい形態は、
前記画像データを互いに異なる複数の部位に区分する画像区分部をさらに有し、
前記閾値設定部は前記閾値を前記部位ごとに定め、
前記移動平均算出部は前記移動平均を前記部位ごとに求め、
前記空隙判定部は前記空隙を前記部位ごとに判定し、
前記空隙率算出部は前記空隙率を前記部位ごとに求める
装置である。
【0010】
前記装置のさらに好ましい形態は、
前記部位ごとの前記空隙率を統計的に処理して統計値を求める統計処理部をさらに有する装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニパルス株式会社
力変換器
5日前
株式会社東光高岳
計器
1か月前
株式会社ミツトヨ
測定器
1か月前
株式会社豊田自動織機
産業車両
12日前
横浜ゴム株式会社
音響窓
7日前
株式会社国際電気
試験装置
19日前
個人
センサーを備えた装置
9日前
日置電機株式会社
測定装置
6日前
IPU株式会社
距離検出装置
5日前
日本精機株式会社
施工管理システム
9日前
株式会社東芝
センサ
8日前
大同特殊鋼株式会社
疵検出方法
1か月前
株式会社CAST
センサ固定治具
12日前
日本特殊陶業株式会社
ガスセンサ
1か月前
エグゼヴィータ株式会社
端末装置
1か月前
日本特殊陶業株式会社
ガスセンサ
1か月前
株式会社田中設備
報知装置
13日前
株式会社熊平製作所
刃物類判別装置
12日前
WOTA株式会社
液位検出システム
19日前
バイオテック株式会社
容器設置装置
1か月前
アズビル株式会社
火炎状態判定装置
6日前
タカノ株式会社
試料分析装置
1か月前
富士電機株式会社
エンコーダ
1か月前
タカノ株式会社
試料分析装置
1か月前
オムロン株式会社
スイッチング装置
19日前
富士電機株式会社
エンコーダ
1か月前
柳井電機工業株式会社
部材検査装置
1か月前
富士電機株式会社
半導体パッケージ
1日前
日本装置開発株式会社
X線検査装置
22日前
JNC株式会社
トランジスタ型センサ
1か月前
JNC株式会社
トランジスタ型センサ
1か月前
個人
ヨウ素滴定を用いたアミノ酸の定量方法
16日前
東ソー株式会社
クロマトグラムの形状判定方法
1日前
ウシオ電機株式会社
光学測定装置
1か月前
已久工業股ふん有限公司
空気圧縮機構造
8日前
TDK株式会社
磁気検出システム
19日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ